
一种人防封堵钢门门框用直缝焊接工装.pdf

雨星****萌娃


1/7

2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种人防封堵钢门门框用直缝焊接工装.pdf
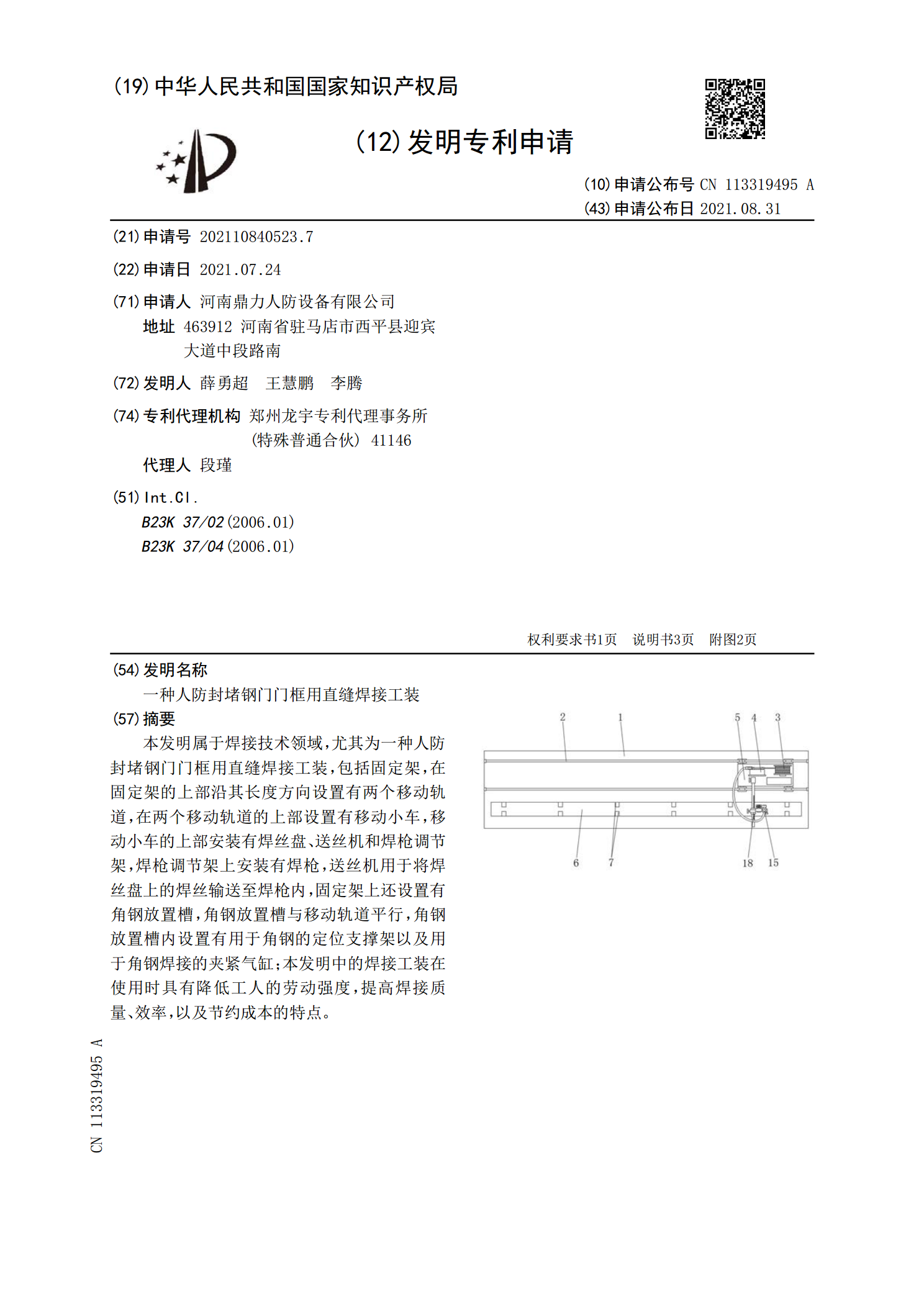
本发明属于焊接技术领域,尤其为一种人防封堵钢门门框用直缝焊接工装,包括固定架,在固定架的上部沿其长度方向设置有两个移动轨道,在两个移动轨道的上部设置有移动小车,移动小车的上部安装有焊丝盘、送丝机和焊枪调节架,焊枪调节架上安装有焊枪,送丝机用于将焊丝盘上的焊丝输送至焊枪内,固定架上还设置有角钢放置槽,角钢放置槽与移动轨道平行,角钢放置槽内设置有用于角钢的定位支撑架以及用于角钢焊接的夹紧气缸;本发明中的焊接工装在使用时具有降低工人的劳动强度,提高焊接质量、效率,以及节约成本的特点。

一种圆管直缝焊接工装.pdf
本发明公开了一种圆管直缝焊接工装,包括侧向推压模块、压推安装座、支撑架和控制单元,压推安装座连接于支撑架上,侧向推压模块分别与压推安装座、控制单元连接,且控制单元驱动侧向推压模块侧向往复运动,还包括下支撑模块、轴向支撑定位模块,下支撑模块分别与支撑架、控制单元连接,且控制单元驱动下支撑模块相对于支撑架上下滑动,轴向支撑定位模块连接于支撑架上并伸入到圆管内部,且轴向支撑定位模块分别与侧向推压模块、下支撑模块适配从而对圆管进行定位。圆管在本发明的侧向推压模块、下支撑模块和轴向支撑定位模块共同可靠的定位下,在焊

一种可固定的人防门密封梁直缝焊接平台.pdf
本发明涉及一种可固定的人防门密封梁直缝焊接平台,它包括焊接平台,在所述焊接平台上部设有小车轨道,在所述小车轨道上设有移动小车,在所述移动小车上设有焊枪,在所述焊接平台一侧上部均匀设有连接板,在所述连接板上设有紧固底板,在所述紧固底板正面设有三个螺孔,分别为螺孔Ⅰ、螺孔Ⅱ和螺孔Ⅲ,在螺孔内设有紧固螺栓,分别为紧固螺栓Ⅰ、紧固螺栓Ⅱ和紧固螺栓Ⅲ。本发明焊接效果好,减少员工劳动强度。
一种人防用门框钢的热轧成型工艺.pdf
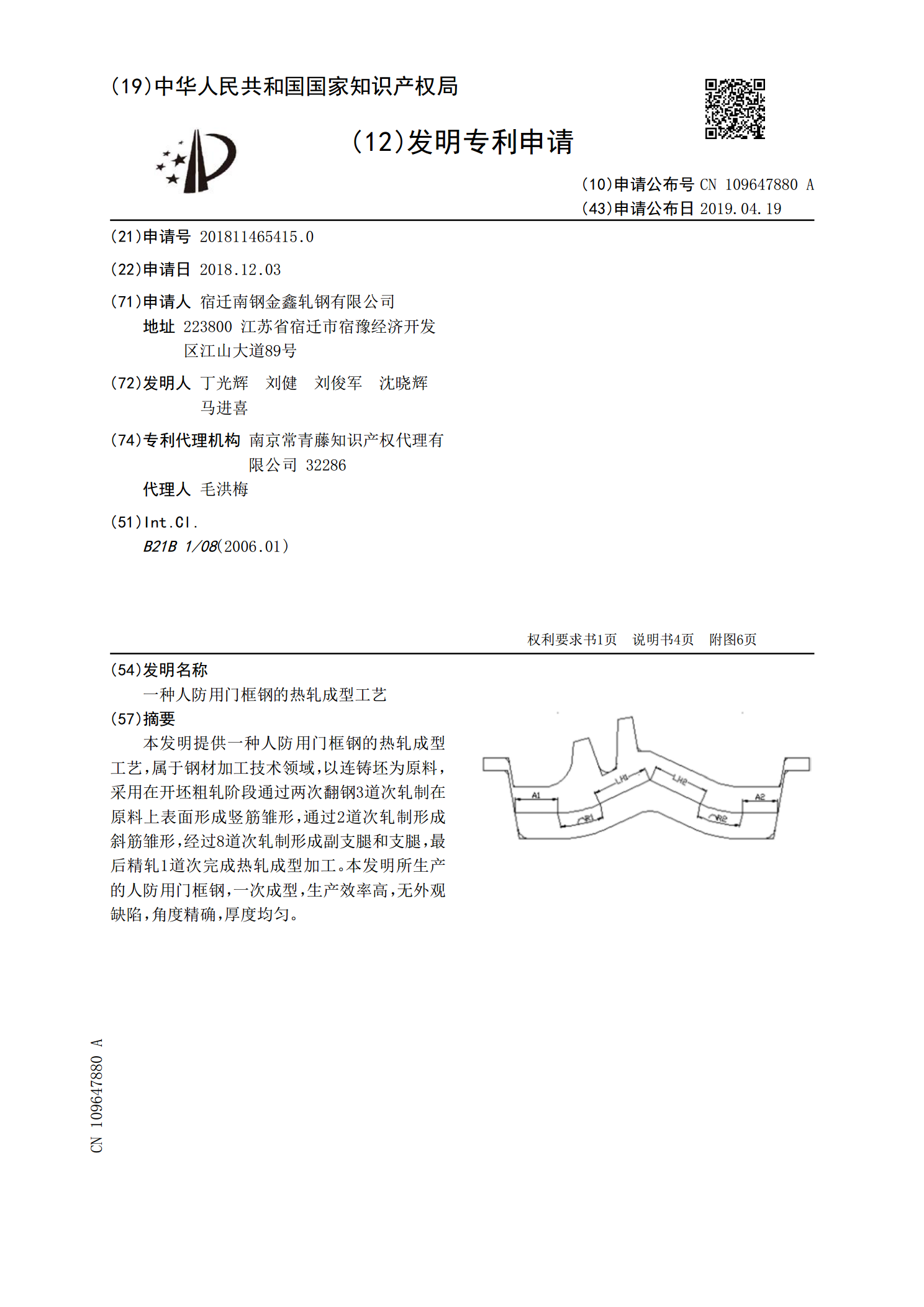
本发明提供一种人防用门框钢的热轧成型工艺,属于钢材加工技术领域,以连铸坯为原料,采用在开坯粗轧阶段通过两次翻钢3道次轧制在原料上表面形成竖筋雏形,通过2道次轧制形成斜筋雏形,经过8道次轧制形成副支腿和支腿,最后精轧1道次完成热轧成型加工。本发明所生产的人防用门框钢,一次成型,生产效率高,无外观缺陷,角度精确,厚度均匀。

一种人防门框焊接机.pdf
本发明公开了一种人防门框焊接机,包括焊接装置、焊接支撑座、夹紧固定装置和气体吸收装置。其中,所述焊接装置活动安装于龙门架上,并沿所述龙门架方向移动,所述焊接装置包括焊机、送丝机和焊枪,所述焊机与所述送丝机通过线排连接,所述送丝机与所述焊枪相连接。有益效果:通过设置的滚轮,可以方便人防门框在焊接支撑座的表面移动,其中,夹紧固定装置可以通过丝杆与连接孔的螺纹传动,使定位块在固定滑槽内移动,从而使人防门框与固定挡板相抵接,方便固定;通过设置的气体吸收装置,可以吸收焊枪在焊接过程中产生的有害气体,提高作业环境的安