
一种人防用门框钢的热轧成型工艺.pdf

努力****向丝

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种人防用门框钢的热轧成型工艺.pdf
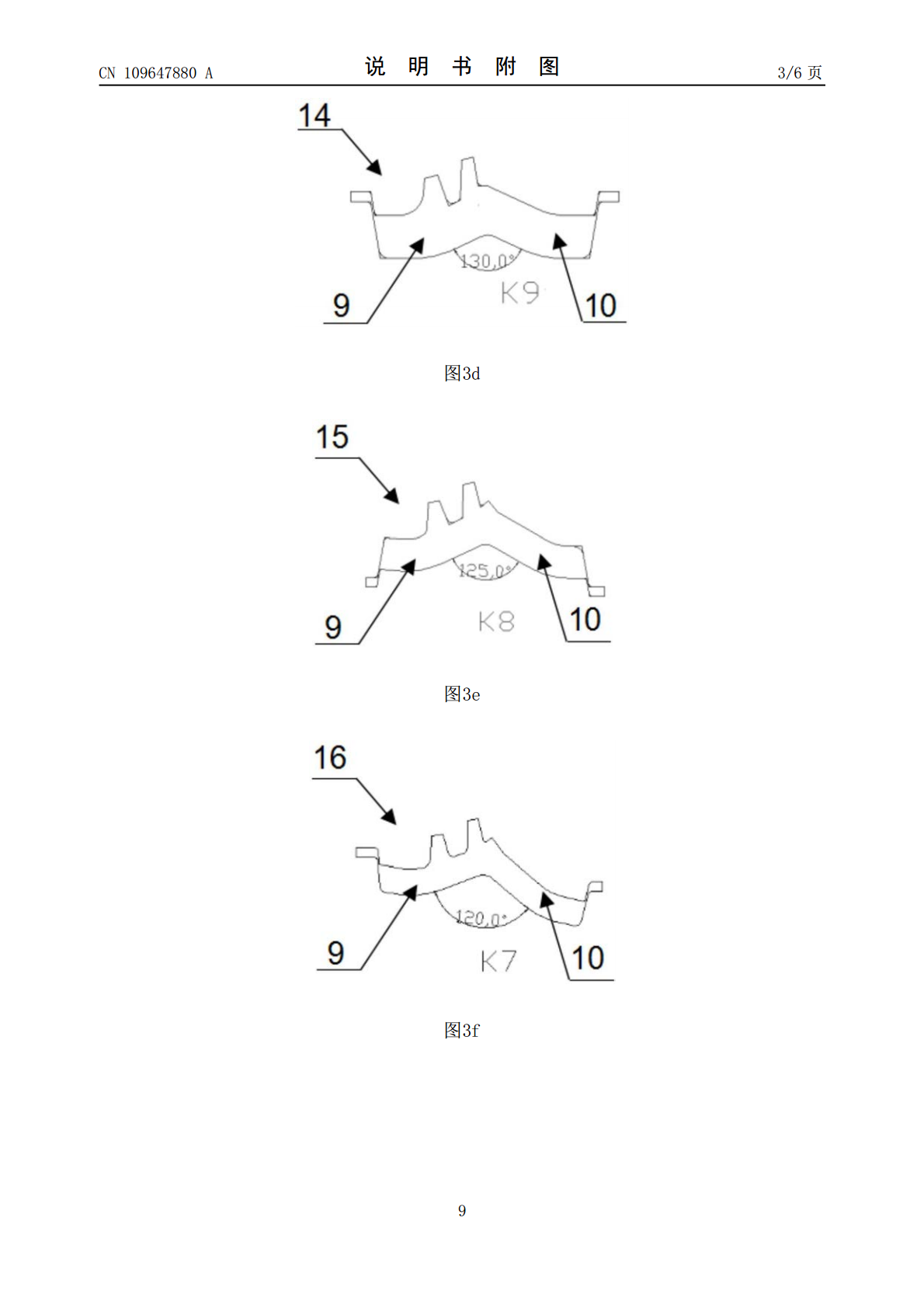
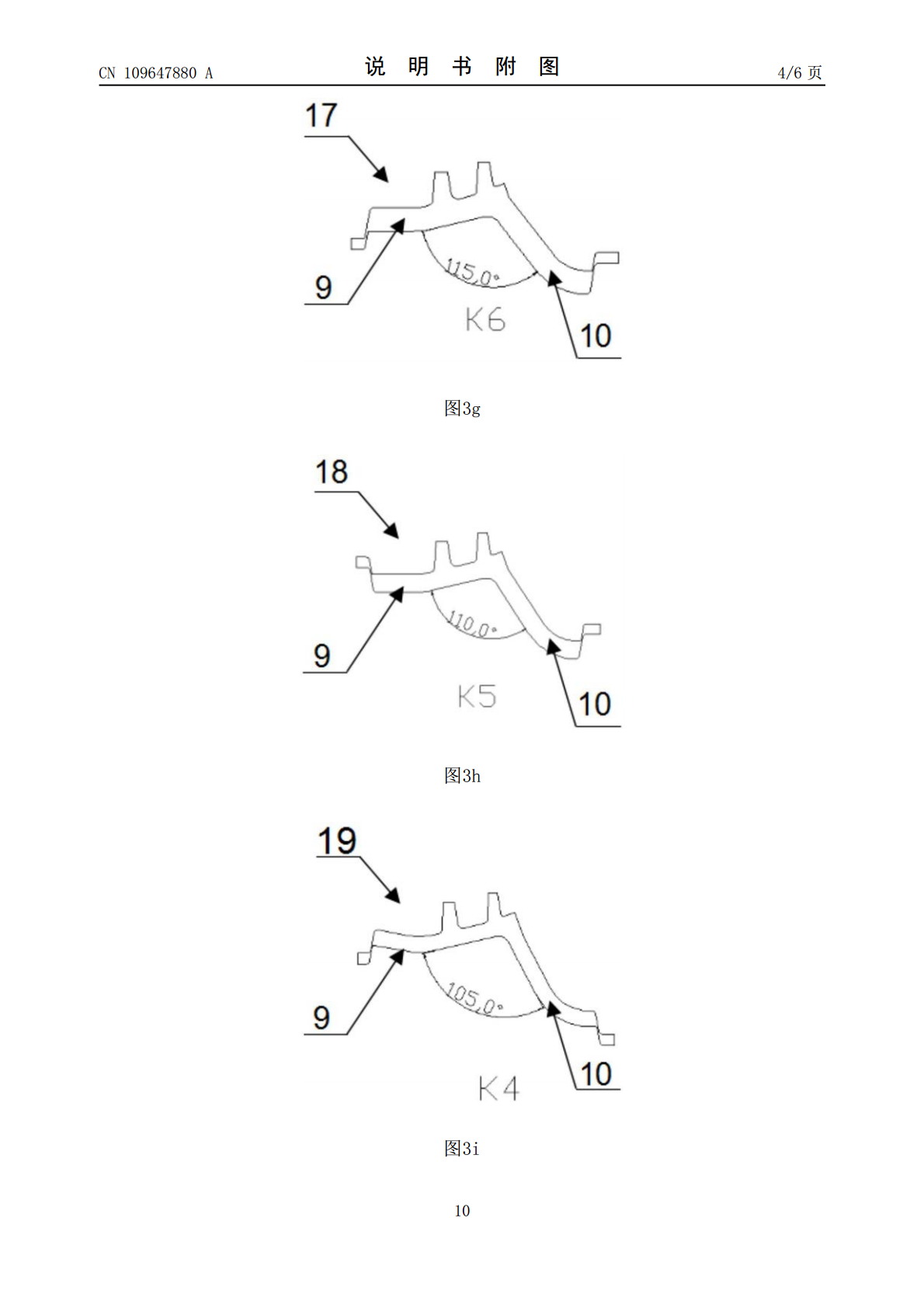
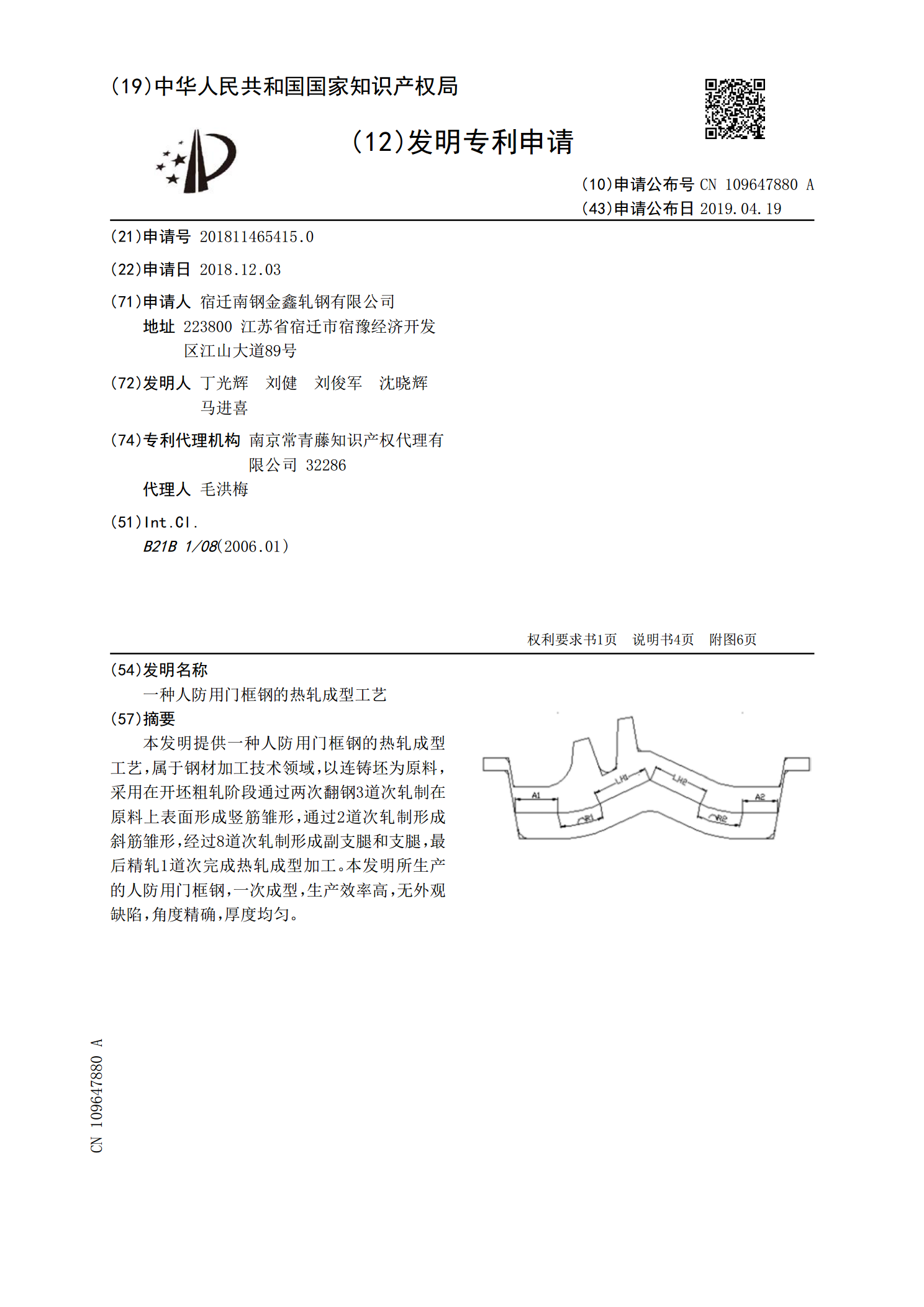
本发明提供一种人防用门框钢的热轧成型工艺,属于钢材加工技术领域,以连铸坯为原料,采用在开坯粗轧阶段通过两次翻钢3道次轧制在原料上表面形成竖筋雏形,通过2道次轧制形成斜筋雏形,经过8道次轧制形成副支腿和支腿,最后精轧1道次完成热轧成型加工。本发明所生产的人防用门框钢,一次成型,生产效率高,无外观缺陷,角度精确,厚度均匀。

一种门框成型模具及其成型工艺.pdf
本申请涉及注塑模具的领域,尤其是涉及一种门框成型模具,包括合围成型腔的第一半模和第二半模,第一半模上于型腔的包围圈内设有第一活动模块和第二活动模块,第一活动模块和第二活动模块参与围成型腔的内侧壁,第二半模上设有第一斜杆和第二斜杆,第一活动模块上设有与第一斜杆配合的第一斜孔,第二活动模块上设有与第二斜杆配合的第二斜孔;第一活动模块与第二活动模块围成凹槽,第二半模上设有合模时与凹槽配合的凸出部,凹槽内侧壁上成对设有由驱动机构推动的推板,推板用于推压于凸出部的侧面且每对的两个推板推动方向相反。本申请解决了斜杆外
一种钢球生产用球胚热轧成型设备.pdf
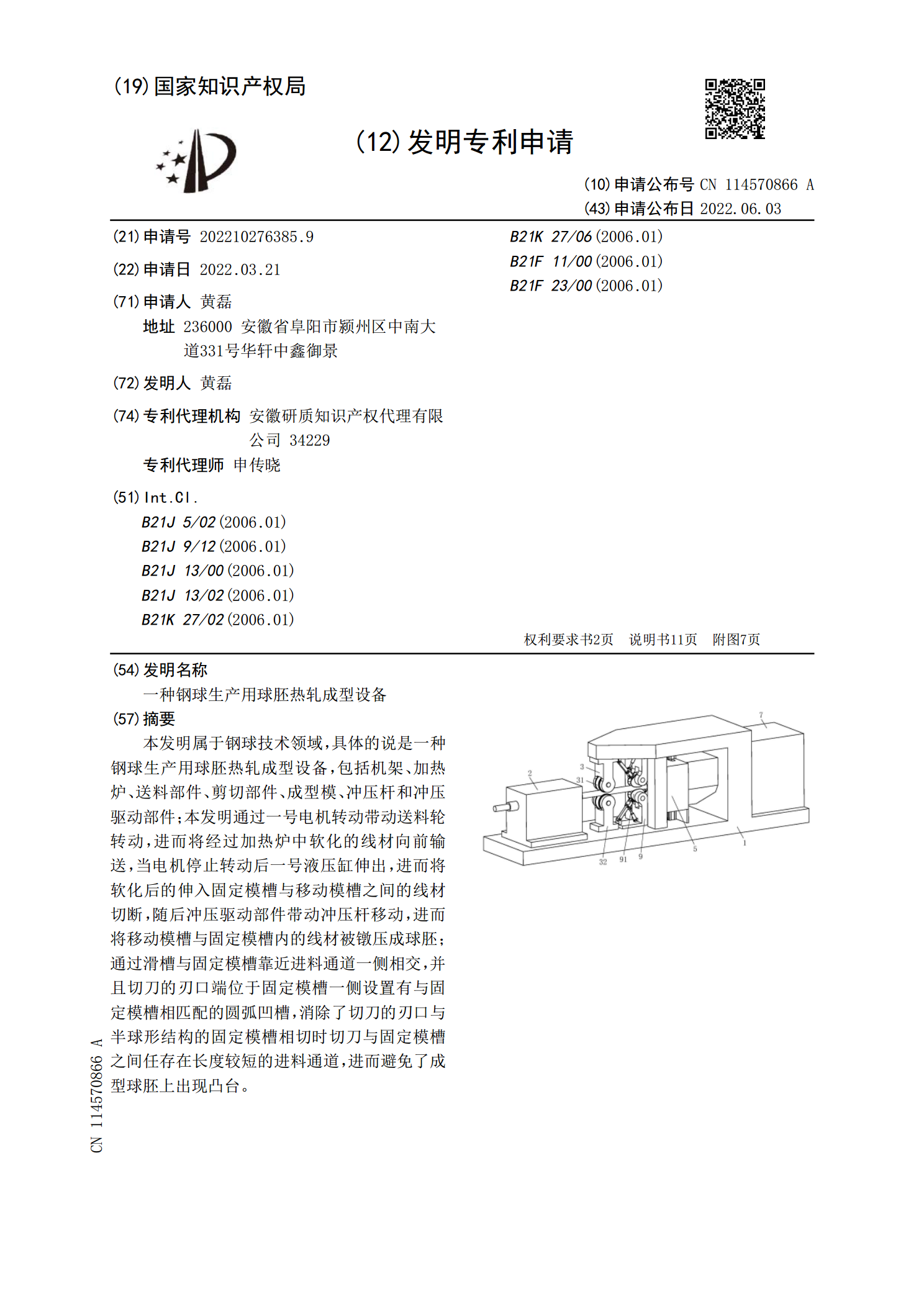
本发明属于钢球技术领域,具体的说是一种钢球生产用球胚热轧成型设备,包括机架、加热炉、送料部件、剪切部件、成型模、冲压杆和冲压驱动部件;本发明通过一号电机转动带动送料轮转动,进而将经过加热炉中软化的线材向前输送,当电机停止转动后一号液压缸伸出,进而将软化后的伸入固定模槽与移动模槽之间的线材切断,随后冲压驱动部件带动冲压杆移动,进而将移动模槽与固定模槽内的线材被镦压成球胚;通过滑槽与固定模槽靠近进料通道一侧相交,并且切刀的刃口端位于固定模槽一侧设置有与固定模槽相匹配的圆弧凹槽,消除了切刀的刃口与半球形结构的固
一种人防封堵钢门门框用直缝焊接工装.pdf
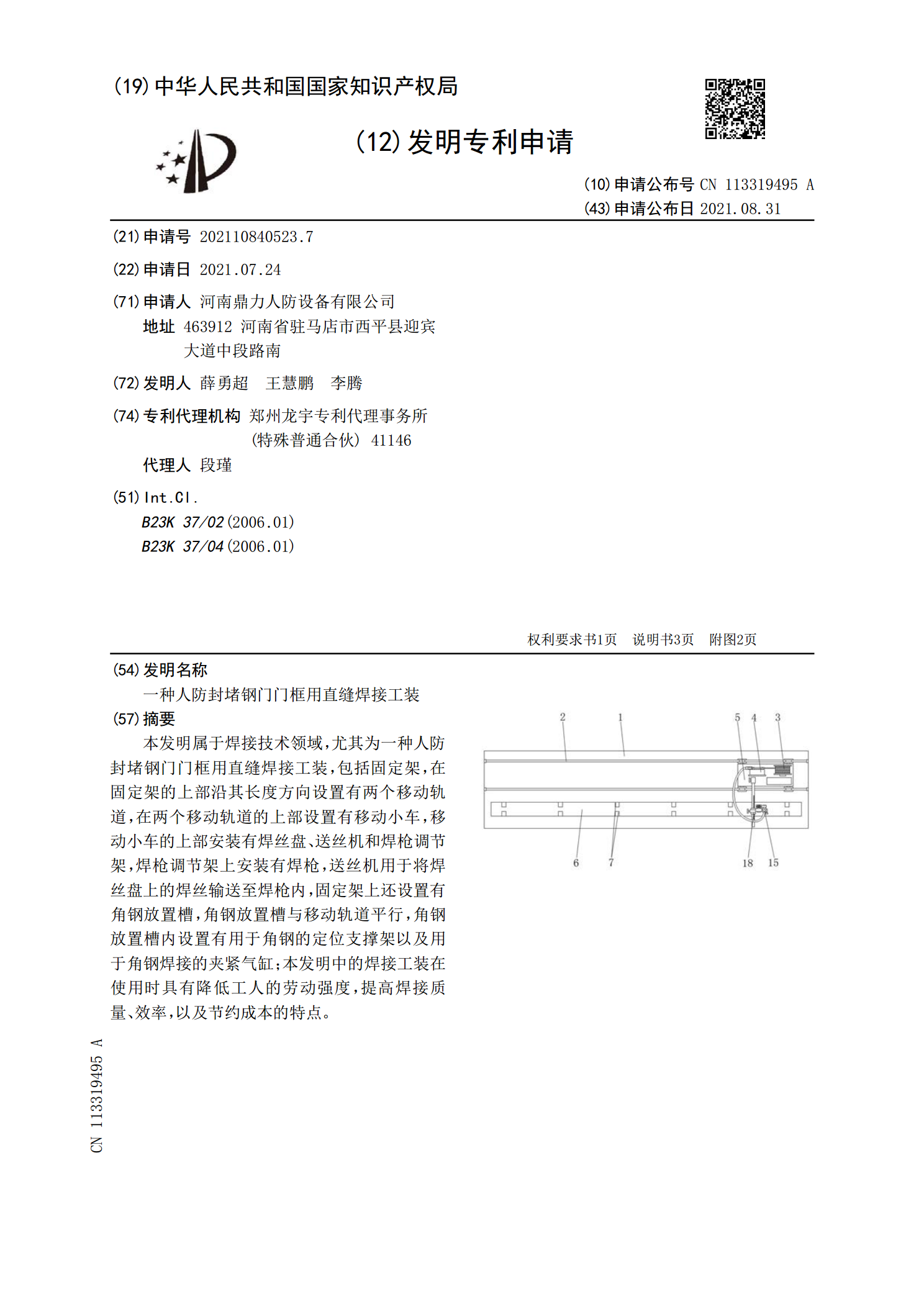
本发明属于焊接技术领域,尤其为一种人防封堵钢门门框用直缝焊接工装,包括固定架,在固定架的上部沿其长度方向设置有两个移动轨道,在两个移动轨道的上部设置有移动小车,移动小车的上部安装有焊丝盘、送丝机和焊枪调节架,焊枪调节架上安装有焊枪,送丝机用于将焊丝盘上的焊丝输送至焊枪内,固定架上还设置有角钢放置槽,角钢放置槽与移动轨道平行,角钢放置槽内设置有用于角钢的定位支撑架以及用于角钢焊接的夹紧气缸;本发明中的焊接工装在使用时具有降低工人的劳动强度,提高焊接质量、效率,以及节约成本的特点。

一种钢球热轧成型后的淬火装置.pdf
本发明公开了一种钢球热轧成型后的淬火装置,包括箱体,箱体内壁的底部固定连接有淬火箱,箱体内壁相对两侧之间的一侧从上到下依次固定连接有第一固定板、第二固定板,第一固定板的顶部通过一对转动座转动连接有螺旋送料辊轮,箱体内壁的底部一侧固定连接有第一电机,第一电机的输出轴端通过联轴器固定连接有减速器,第二固定板的顶部固定连接有转动装置,转动装置的一侧通过转轴固定连接有转板,箱体内壁的顶部固定连接有移动装置,移动装置的底部固定连接有加热管,本发明涉及钢球加工技术领域。该种钢球热轧成型后的淬火装置,解决了转运过程中钢