
一种后纵梁总成、焊接方法和汽车.pdf

葫芦****io

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种后纵梁总成、焊接方法和汽车.pdf
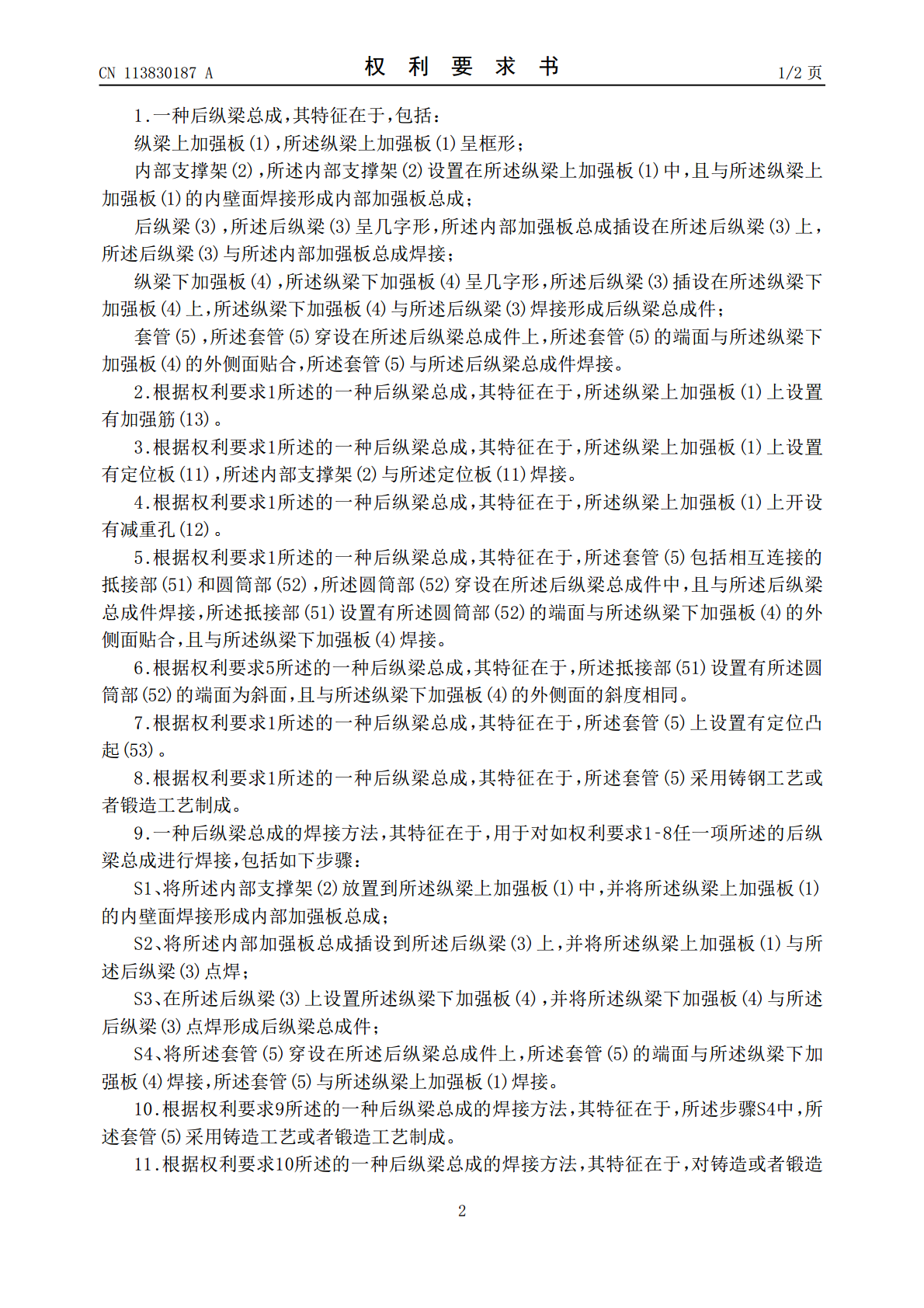
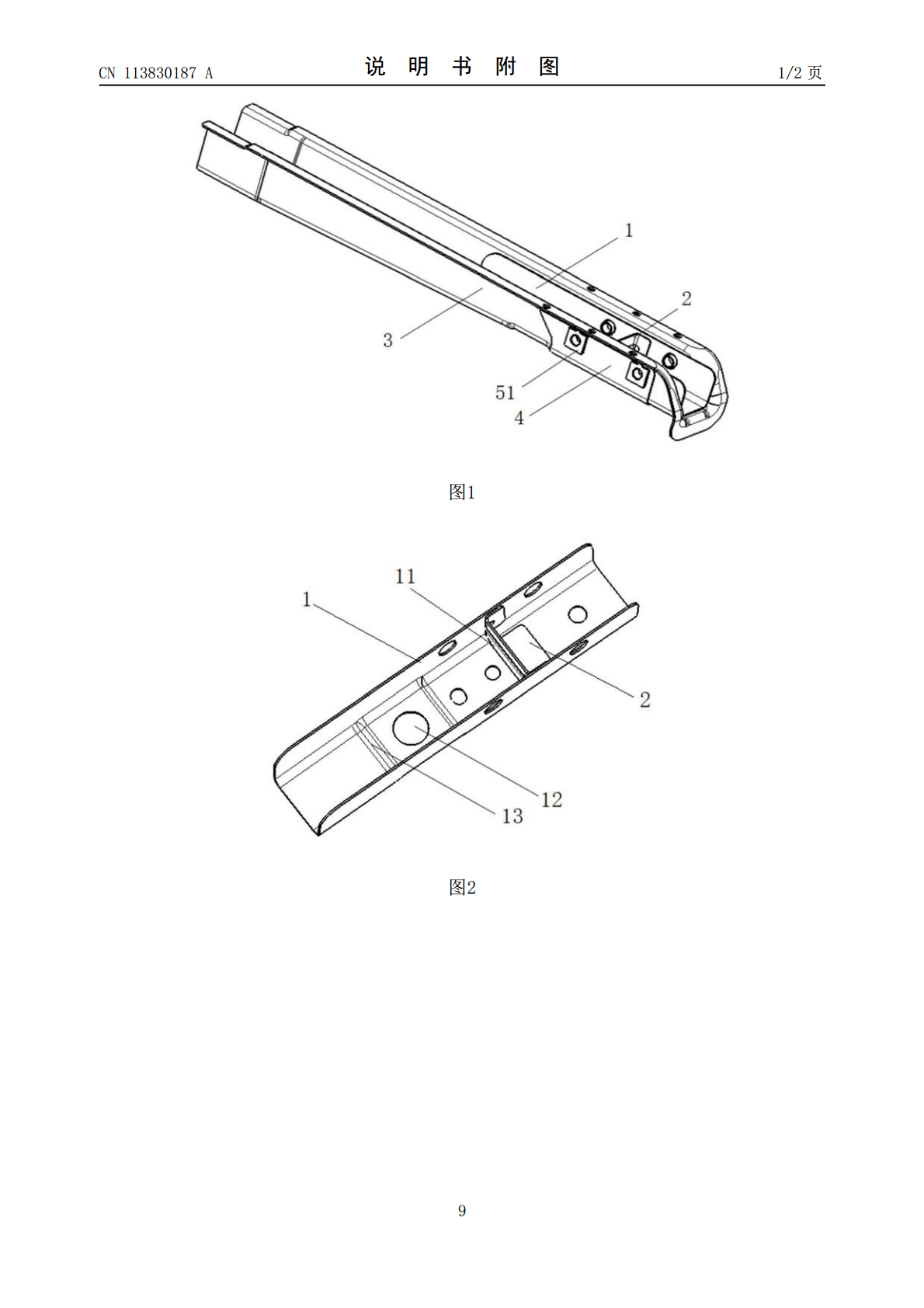
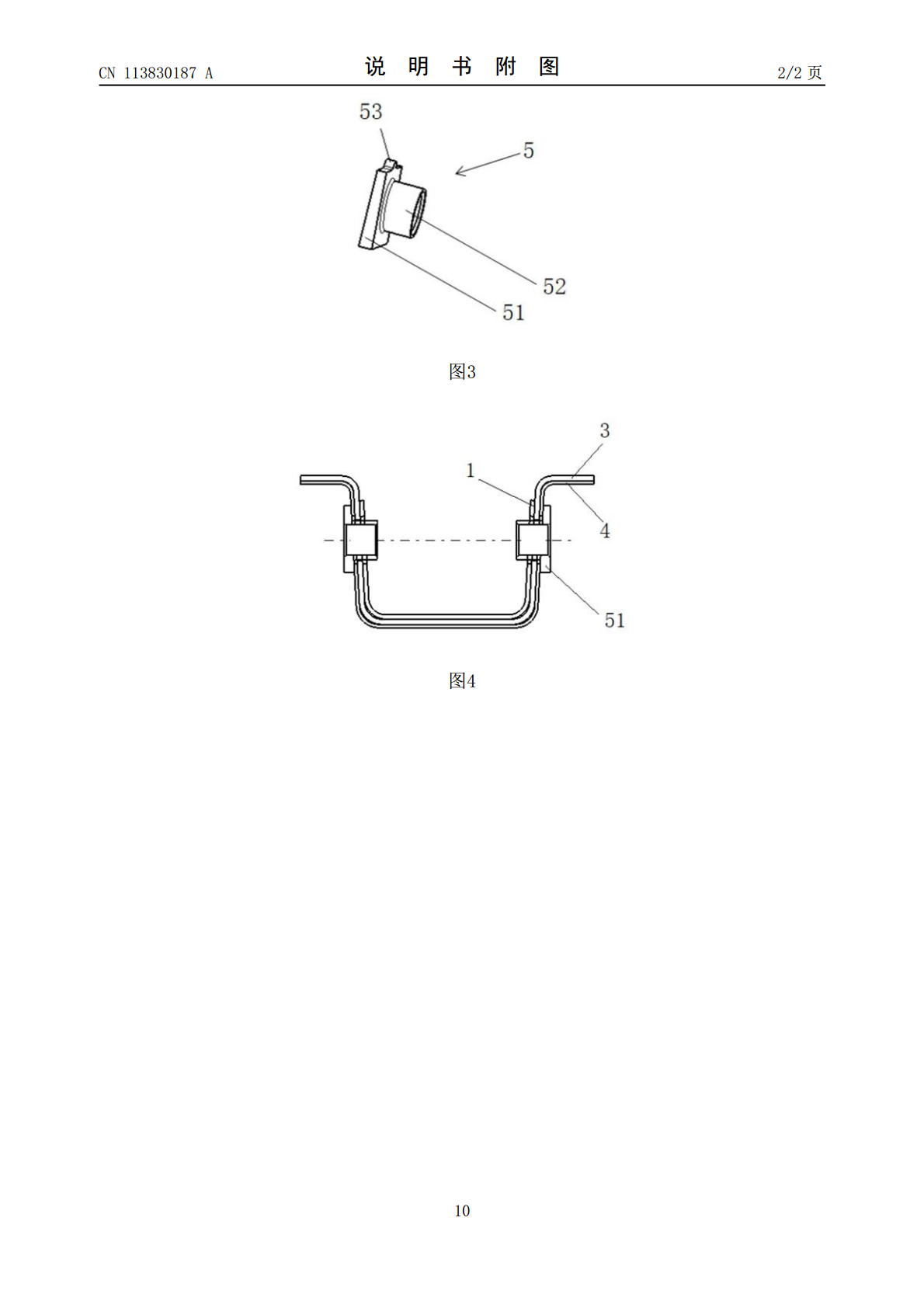
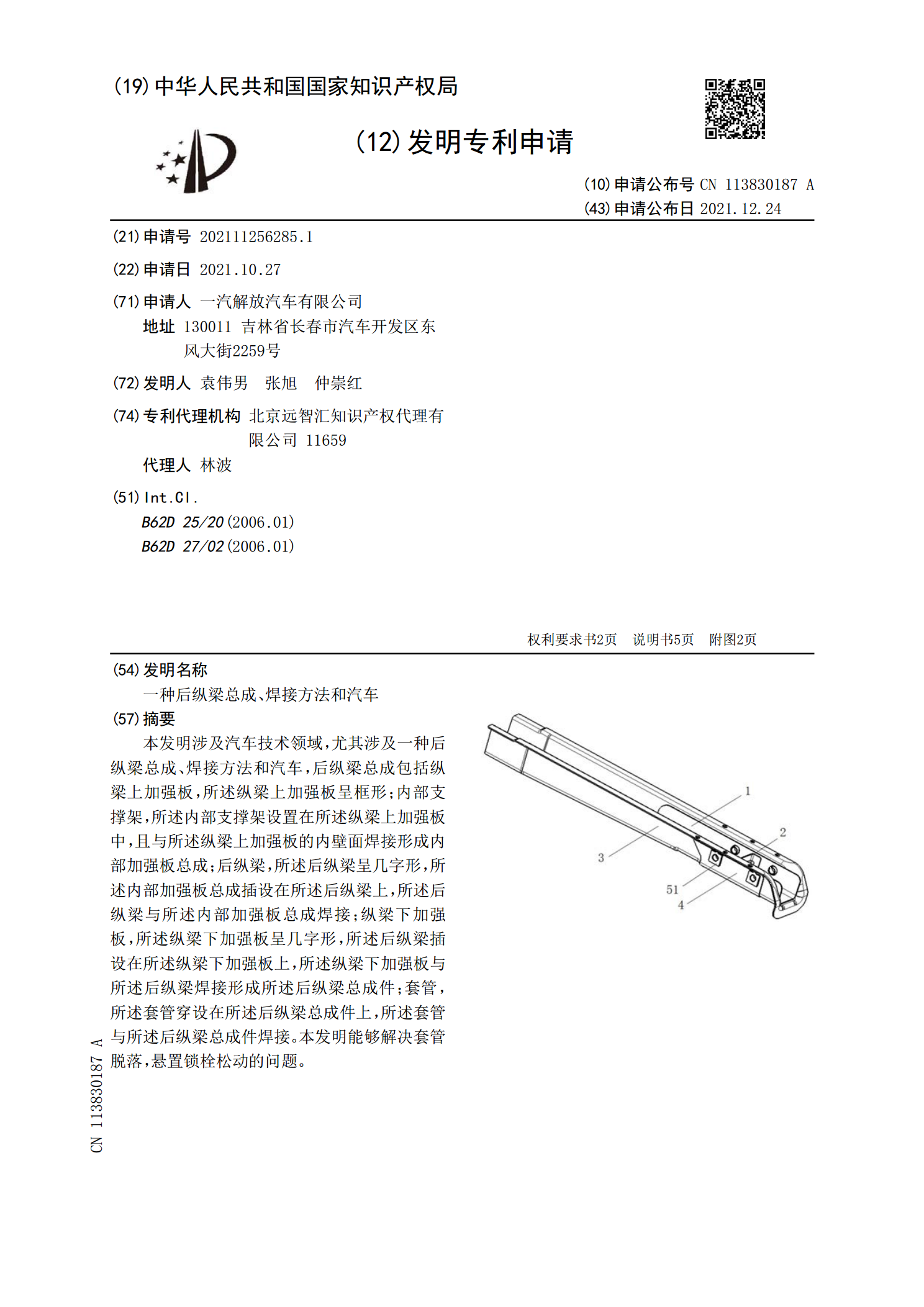
本发明涉及汽车技术领域,尤其涉及一种后纵梁总成、焊接方法和汽车,后纵梁总成包括纵梁上加强板,所述纵梁上加强板呈框形;内部支撑架,所述内部支撑架设置在所述纵梁上加强板中,且与所述纵梁上加强板的内壁面焊接形成内部加强板总成;后纵梁,所述后纵梁呈几字形,所述内部加强板总成插设在所述后纵梁上,所述后纵梁与所述内部加强板总成焊接;纵梁下加强板,所述纵梁下加强板呈几字形,所述后纵梁插设在所述纵梁下加强板上,所述纵梁下加强板与所述后纵梁焊接形成所述后纵梁总成件;套管,所述套管穿设在所述后纵梁总成件上,所述套管与所述后纵
汽车前纵梁总成.pdf
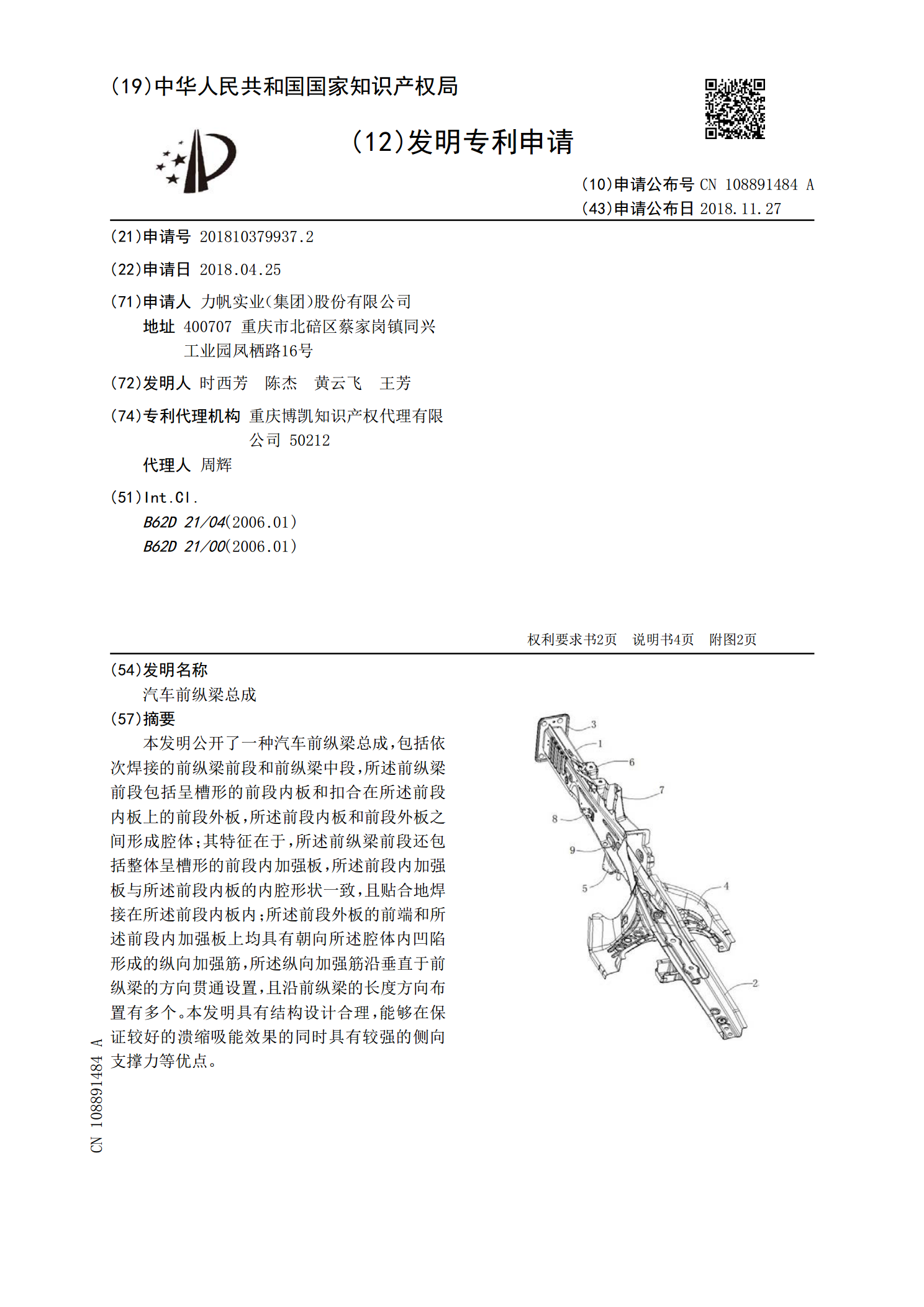
本发明公开了一种汽车前纵梁总成,包括依次焊接的前纵梁前段和前纵梁中段,所述前纵梁前段包括呈槽形的前段内板和扣合在所述前段内板上的前段外板,所述前段内板和前段外板之间形成腔体;其特征在于,所述前纵梁前段还包括整体呈槽形的前段内加强板,所述前段内加强板与所述前段内板的内腔形状一致,且贴合地焊接在所述前段内板内;所述前段外板的前端和所述前段内加强板上均具有朝向所述腔体内凹陷形成的纵向加强筋,所述纵向加强筋沿垂直于前纵梁的方向贯通设置,且沿前纵梁的长度方向布置有多个。本发明具有结构设计合理,能够在保证较好的溃缩吸
汽车前纵梁端板总成、前端总成及汽车.pdf
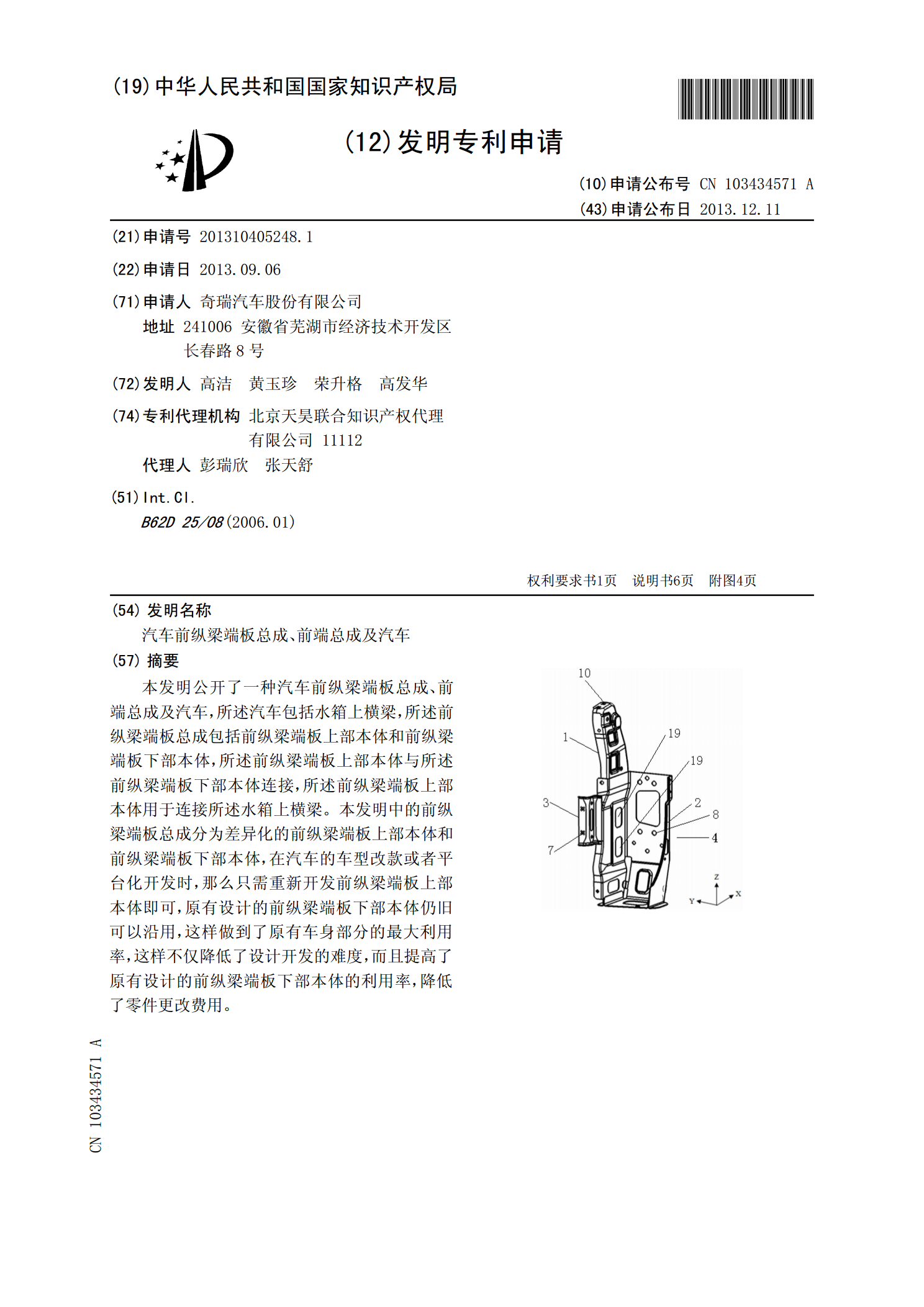
本发明公开了一种汽车前纵梁端板总成、前端总成及汽车,所述汽车包括水箱上横梁,所述前纵梁端板总成包括前纵梁端板上部本体和前纵梁端板下部本体,所述前纵梁端板上部本体与所述前纵梁端板下部本体连接,所述前纵梁端板上部本体用于连接所述水箱上横梁。本发明中的前纵梁端板总成分为差异化的前纵梁端板上部本体和前纵梁端板下部本体,在汽车的车型改款或者平台化开发时,那么只需重新开发前纵梁端板上部本体即可,原有设计的前纵梁端板下部本体仍旧可以沿用,这样做到了原有车身部分的最大利用率,这样不仅降低了设计开发的难度,而且提高了原有设
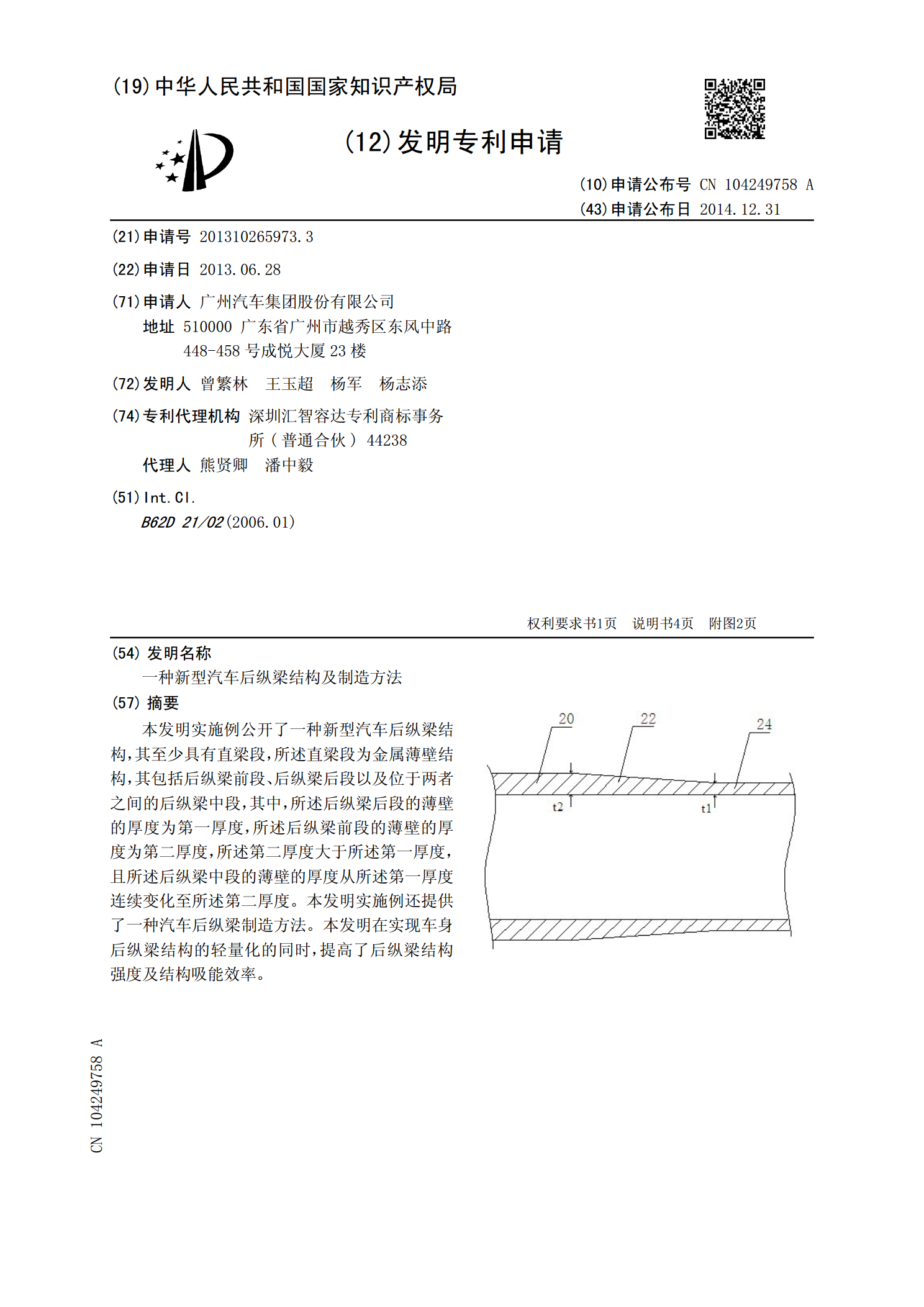
一种新型汽车后纵梁结构及制造方法.pdf
本发明实施例公开了一种新型汽车后纵梁结构,其至少具有直梁段,所述直梁段为金属薄壁结构,其包括后纵梁前段、后纵梁后段以及位于两者之间的后纵梁中段,其中,所述后纵梁后段的薄壁的厚度为第一厚度,所述后纵梁前段的薄壁的厚度为第二厚度,所述第二厚度大于所述第一厚度,且所述后纵梁中段的薄壁的厚度从所述第一厚度连续变化至所述第二厚度。本发明实施例还提供了一种汽车后纵梁制造方法。本发明在实现车身后纵梁结构的轻量化的同时,提高了后纵梁结构强度及结构吸能效率。
缤越右前纵梁后部总成焊接工艺.pdf
题目:缤越右前纵梁后部总成焊接工艺目录1.汽车纵梁及其焊接工艺..............................................................................11.1什么是汽车纵梁..................................................................................11.2汽车纵梁焊接工艺发展.......................................