
一种减小复材制品拐角区模压缺陷装置和方法.pdf

雨巷****可歆

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减小复材制品拐角区模压缺陷装置和方法.pdf
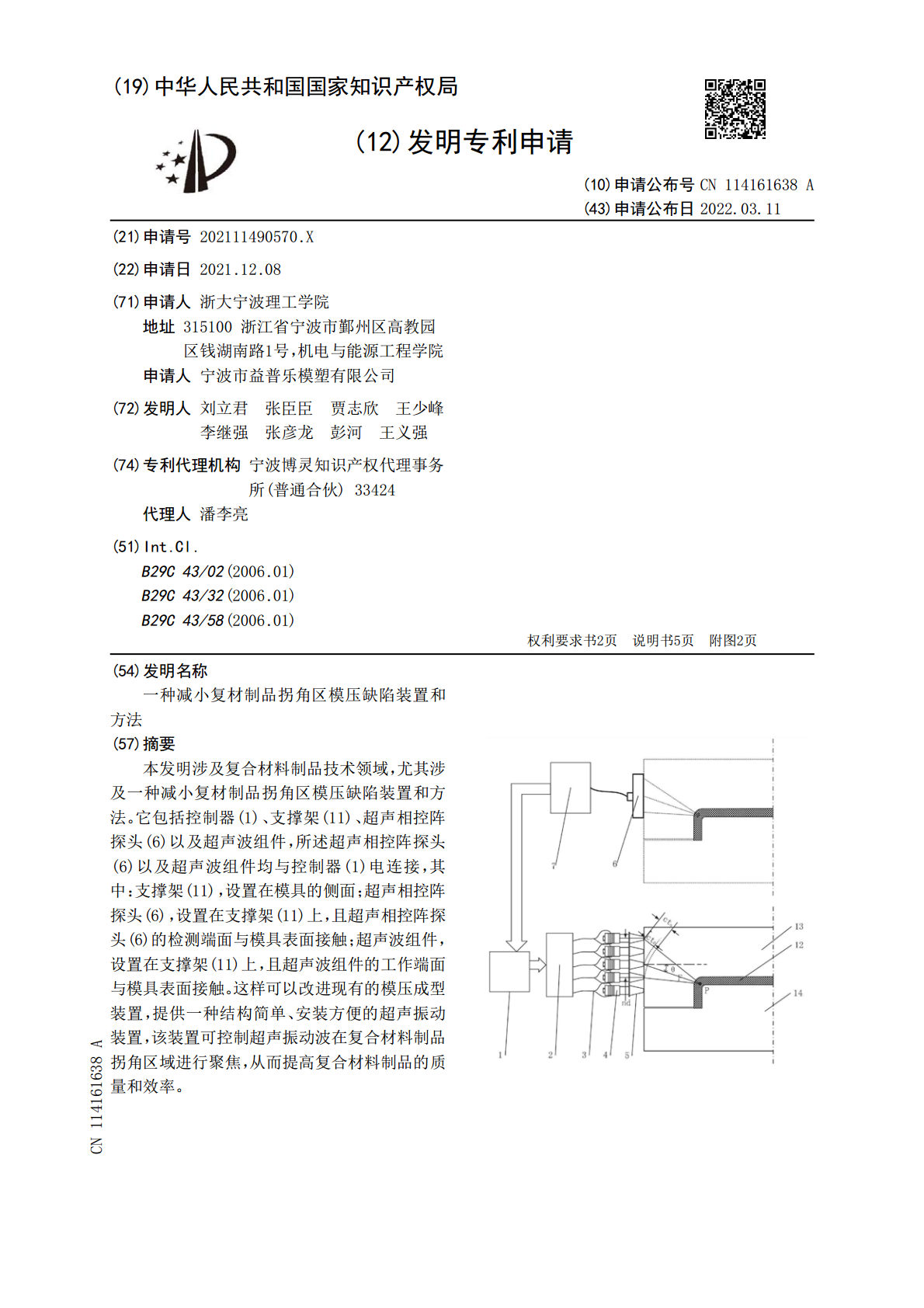
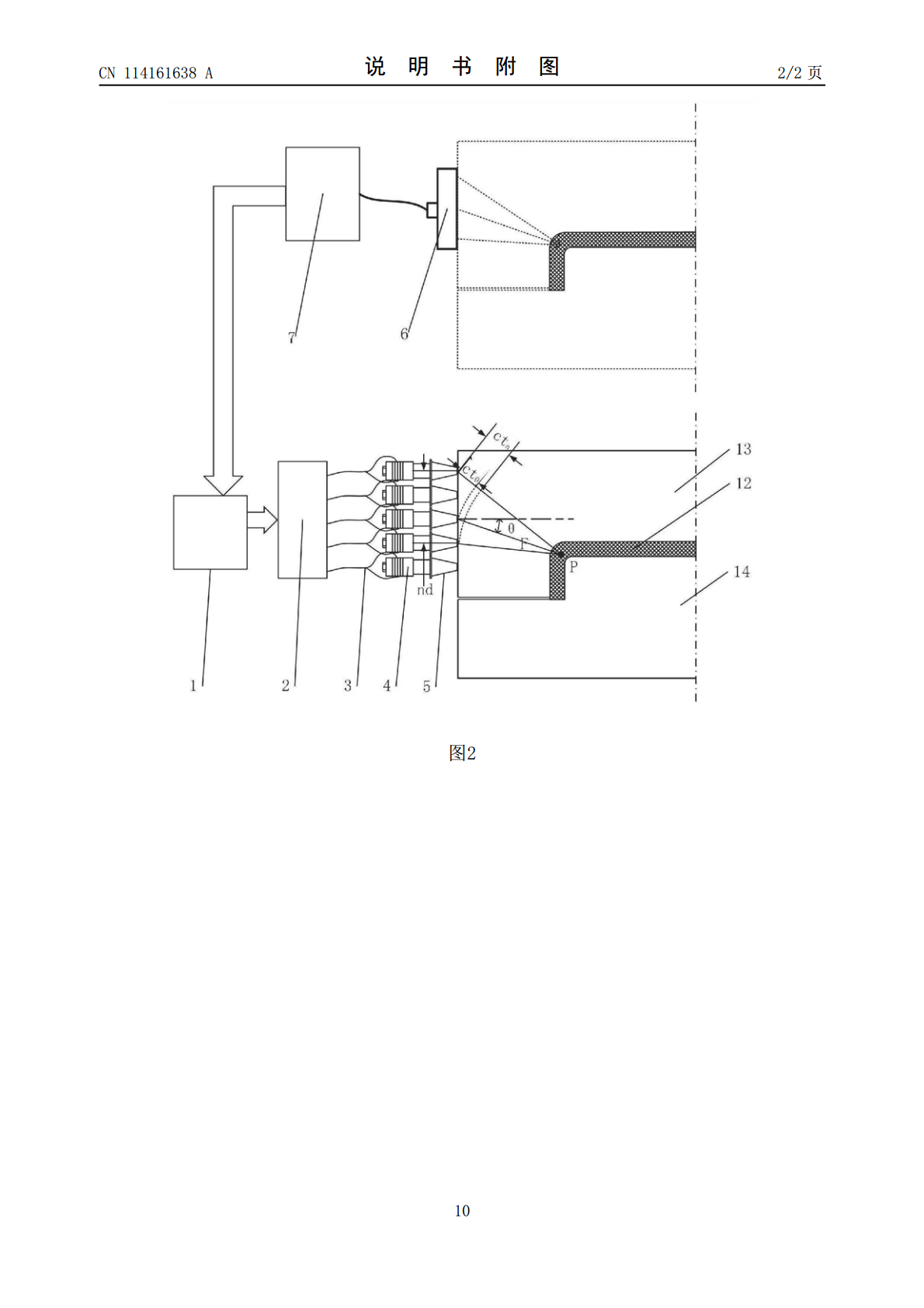
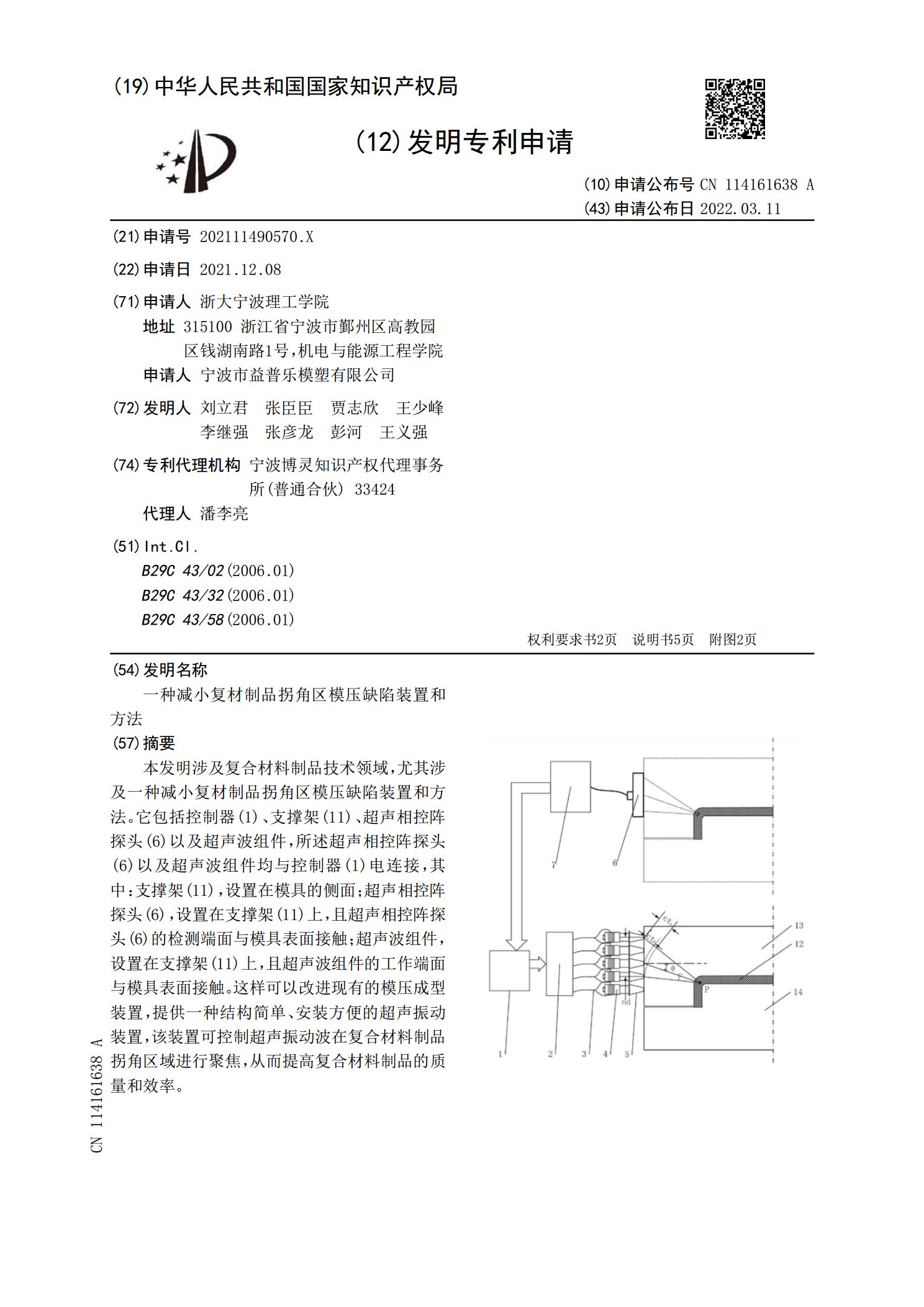
本发明涉及复合材料制品技术领域,尤其涉及一种减小复材制品拐角区模压缺陷装置和方法。它包括控制器(1)、支撑架(11)、超声相控阵探头(6)以及超声波组件,所述超声相控阵探头(6)以及超声波组件均与控制器(1)电连接,其中:支撑架(11),设置在模具的侧面;超声相控阵探头(6),设置在支撑架(11)上,且超声相控阵探头(6)的检测端面与模具表面接触;超声波组件,设置在支撑架(11)上,且超声波组件的工作端面与模具表面接触。这样可以改进现有的模压成型装置,提供一种结构简单、安装方便的超声振动装置,该装置可控制
一种减小复材零件变形的成型方法.pdf
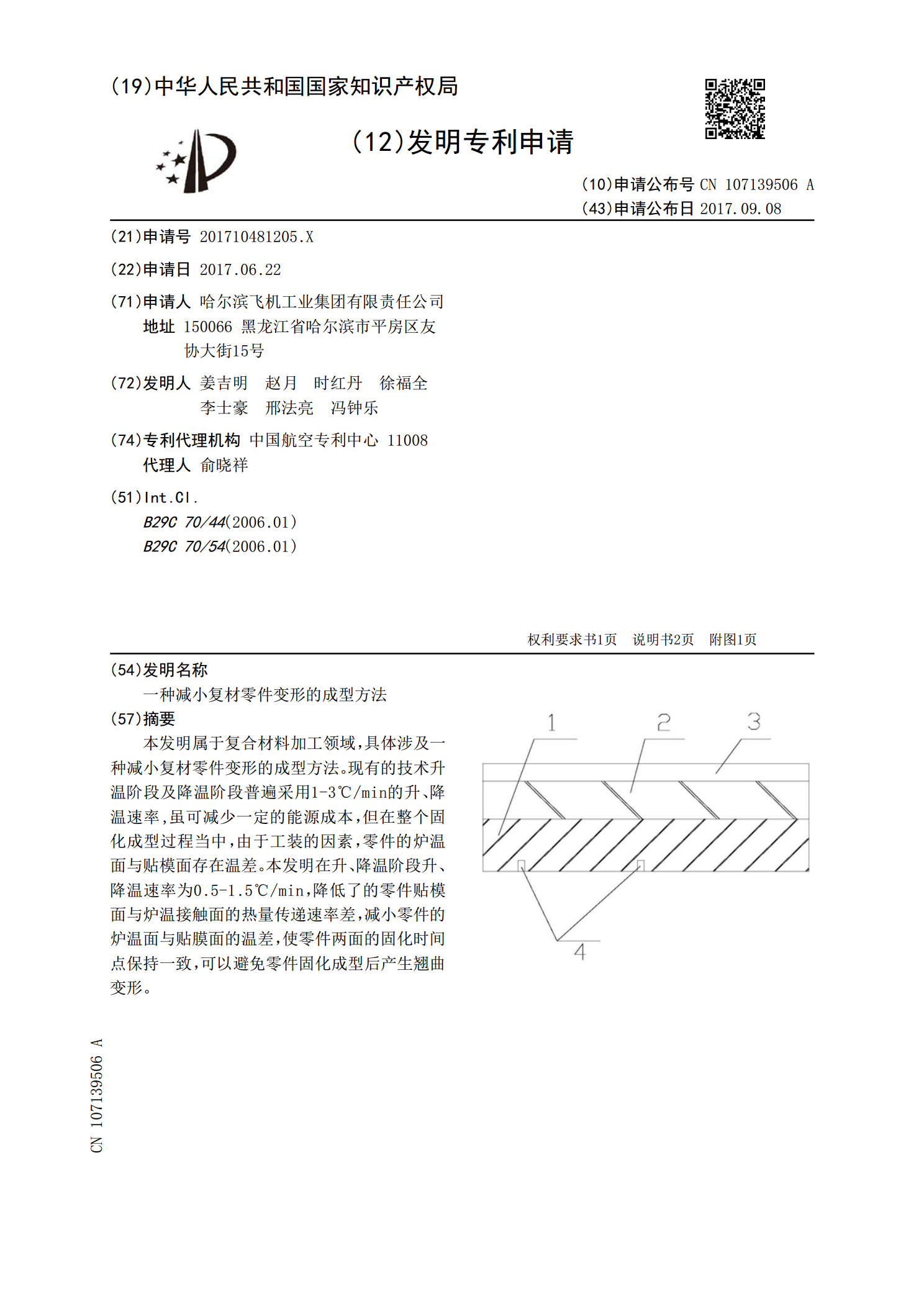
本发明属于复合材料加工领域,具体涉及一种减小复材零件变形的成型方法。现有的技术升温阶段及降温阶段普遍采用1‑3℃/min的升、降温速率,虽可减少一定的能源成本,但在整个固化成型过程当中,由于工装的因素,零件的炉温面与贴模面存在温差。本发明在升、降温阶段升、降温速率为0.5‑1.5℃/min,降低了的零件贴模面与炉温接触面的热量传递速率差,减小零件的炉温面与贴膜面的温差,使零件两面的固化时间点保持一致,可以避免零件固化成型后产生翘曲变形。
模压制品缺陷及解决办法.pdf
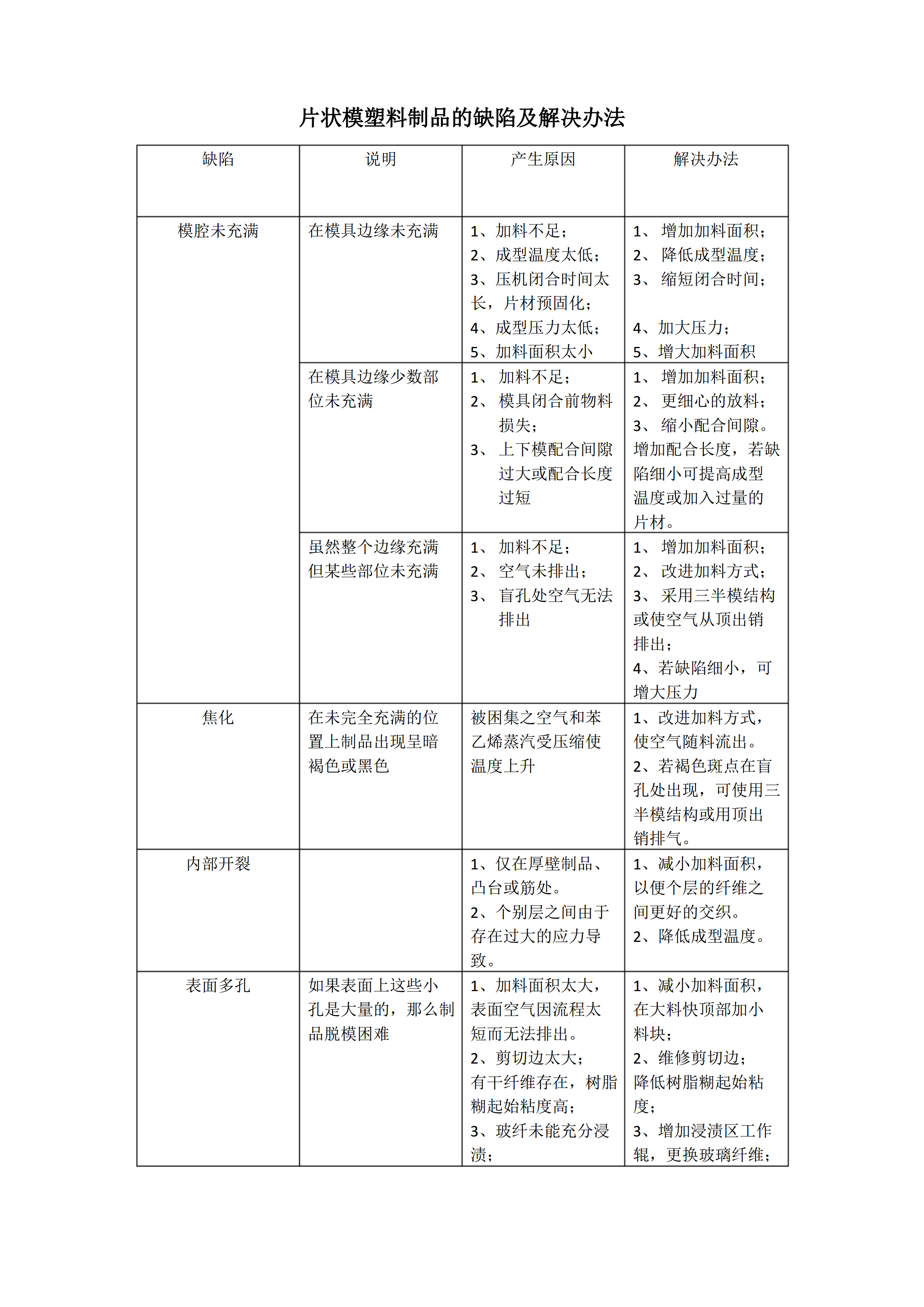
片状模塑料制品的缺陷及解决办法缺陷说明产生原因解决办法模腔未充满在模具边缘未充满1、加料不足;1、增加加料面积;2、成型温度太低;2、降低成型温度;3、压机闭合时间太3、缩短闭合时间;长,片材预固化;4、成型压力太低;4、加大压力;5、加料面积太小5、增大加料面积在模具边缘少数部1、加料不足;1、增加加料面积;位未充满2、模具闭合前物料2、更细心的放料;损失;3、缩小配合间隙。3、上下模配合间隙增加配合长度,若缺过大或配合长度陷细小可提高成型过短温度或加入过量的片材。虽然整个边缘充满1、加料不足;1、增加
某公司橡胶模压制品常见缺陷及解决方法.pdf
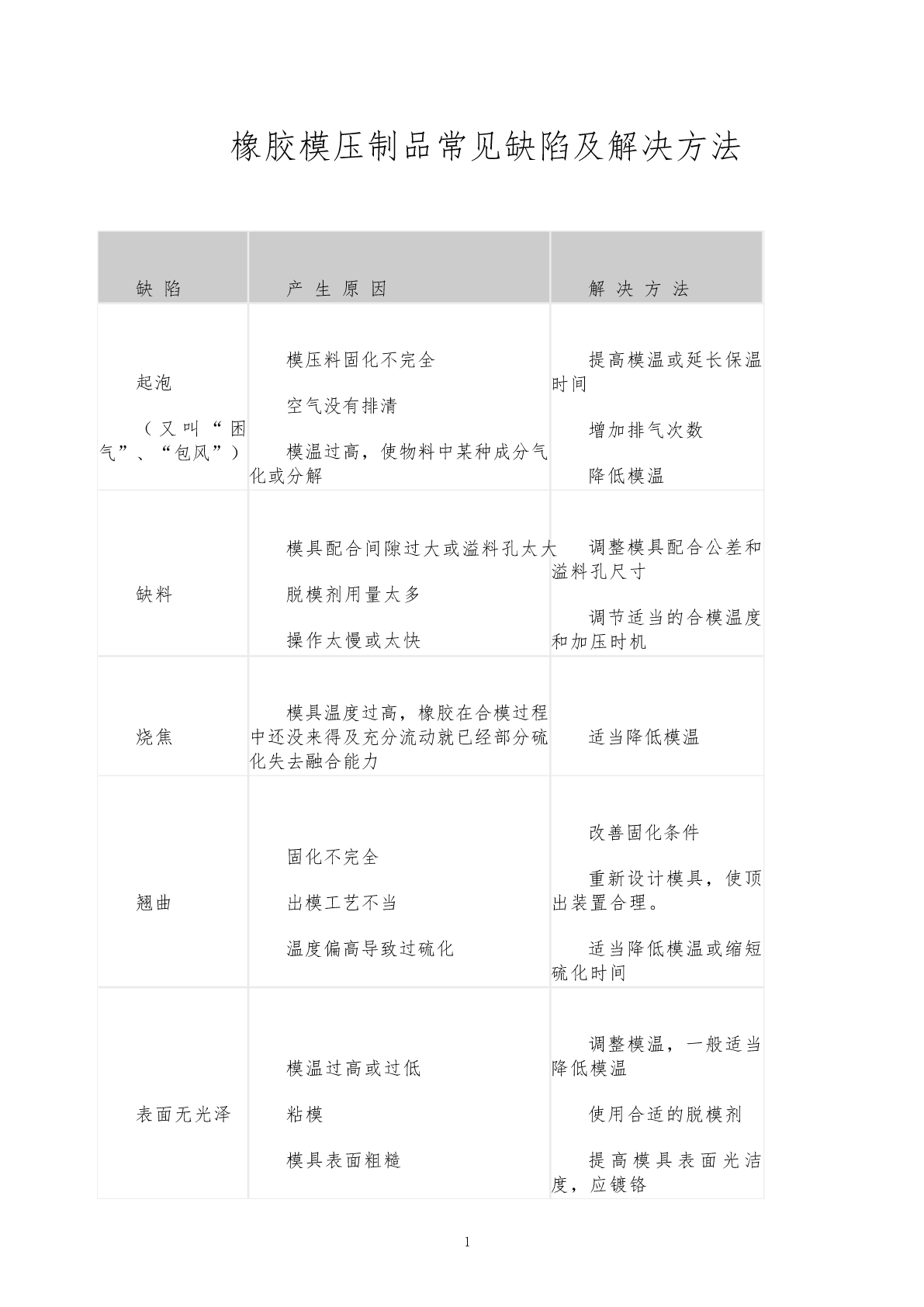
橡胶模压制品常见缺陷及解决方法缺陷产生原因解决方法模压料固化不完全提高模温或延长保温起泡时间空气没有排清(又叫“困增加排气次数气”、“包风”)模温过高,使物料中某种成分气化或分解降低模温模具配合间隙过大或溢料孔太大调整模具配合公差和溢料孔尺寸缺料脱模剂用量太多调节适当的合模温度操作太慢或太快和加压时机模具温度过高,橡胶在合模过程烧焦中还没来得及充分流动就已经部分硫适当降低模温化失去融合能力改善固化条件固化不完全重新设计模具,使顶翘曲出模工艺不当出装置合理。温度偏高导致过硫化适当降低模温或缩短硫化时间调整模

基于深度学习和超像素分割的复材超声图像缺陷检测方法.pdf
本发明公开了基于深度学习和超像素分割的复材超声图像缺陷检测方法,包括以下步骤:步骤1、对复材超声检测图像进行扩增形成训练样本集,基于训练样本集通过YOLOv3神经网络对复材缺陷进行特征检出与提取,得到缺陷目标检测包围框;步骤2、采用超像素分割方法对复材超声检测图像进行像素级分割,得到若干超像素分割子区域;步骤3、将包含缺陷的超像素分割子区域位于缺陷目标检测包围框外部的部分舍弃,将包含缺陷的超像素分割子区域位于缺陷目标检测包围框内部的部分保留并合并作为最终缺陷区域;步骤4、拟合最终缺陷区域的最小外接矩形作为