
一种摩托车后平叉焊接用旋转台及焊接流水线.pdf

是你****晨呀

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
摩托车后平叉焊接用旋转台及焊接流水线.pdf
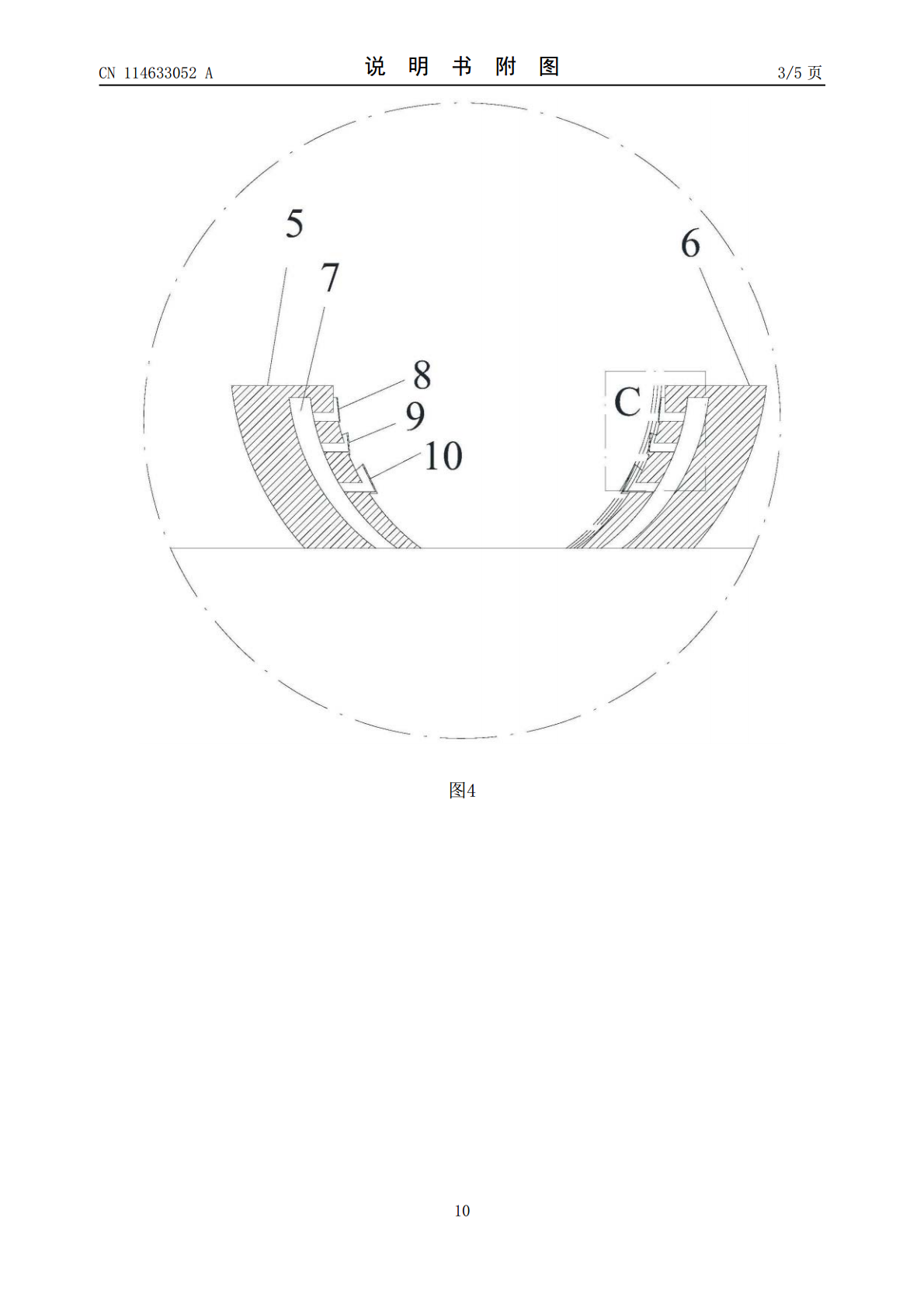
本发明属于摩托车部件生产领域,具体涉及摩托车后平叉焊接用旋转台,包括第一支撑体和第二支撑体,所述第一支撑体和所述第二支撑体之间设置有U形支撑架,所述U形支撑架的开口向上设置,一侧与所述第一支撑体连接,另一侧与所述第二支撑体连接,所述U型支架上设置有后平叉固定工装,所述后平叉固定工装与所述U型支架连接,所述U型支架的底面设置有导风结构,所述导风结构对应后平叉的焊接位置设置。本发明提供的摩托车后平叉焊接用旋转台能够使得焊料在凝固前在后平叉两侧的位置更充分扩散,在焊料结合位置不容易形成凸块。
一种摩托车后平叉焊接用旋转台及焊接流水线.pdf
本发明属于摩托车部件生产领域,具体涉及摩托车后平叉焊接用旋转台,包括第一支撑体和第二支撑体,所述第一支撑体和所述第二支撑体之间设置有U形支撑架,所述U形支撑架的开口向上设置,一侧与所述第一支撑体连接,另一侧与所述第二支撑体连接,所述U形支撑架上设置有后平叉固定工装,所述后平叉固定工装与所述U形支撑架连接,所述U形支撑架的底面设置有导风结构,所述导风结构对应后平叉的焊接位置设置。本发明提供的摩托车后平叉焊接用旋转台能够使得焊料在凝固前在后平叉两侧的位置更充分扩散,在焊料结合位置不容易形成凸块。
一种越野摩托车架后叉焊接夹具的使用方法.pdf
本发明公开了一种越野摩托车架后叉焊接夹具的使用方法,属于焊接应用技术领域,步骤为:步骤一:调节越野摩托车架后叉焊接夹具中吊耳定位支撑的位置;步骤二:将车架后叉的各部件对应工装底板上端面的各支撑进行定位;步骤三:推动快速夹头Ⅰ将其顶部的后叉轴定位销卡进后叉轴的内孔中;步骤四:推动快速夹头Ⅱ将后轮固定片抵在后叉定位支撑上,且后叉定位销穿过后轮固定片上的固定槽后卡合在后叉定位支撑上的后叉定位孔内;步骤五:调节吊耳定位支撑的位置将减震座吊耳与减震座定位隔套相卡合;步骤六:车架后叉固定完毕,进行焊接,本发明的技术方
焊接转台.pdf
本发明涉及一种焊接转台,焊接转台的支撑座上水平设置有转轴,转台固定在转轴上,转轴两端设置为蜗杆形式,下侧设有涡轮,涡轮通过电机带动转动,从而使得转轴可以旋转,进一步使得转台可围绕转轴中心线旋转。转轴两侧的涡轮蜗杆采用自锁结构,防止产生翻转,从而精确控制转台绕着水平转动轴转动角度。转台通过三角支架固定连接在转轴上使得与转轴的连接更加稳固。
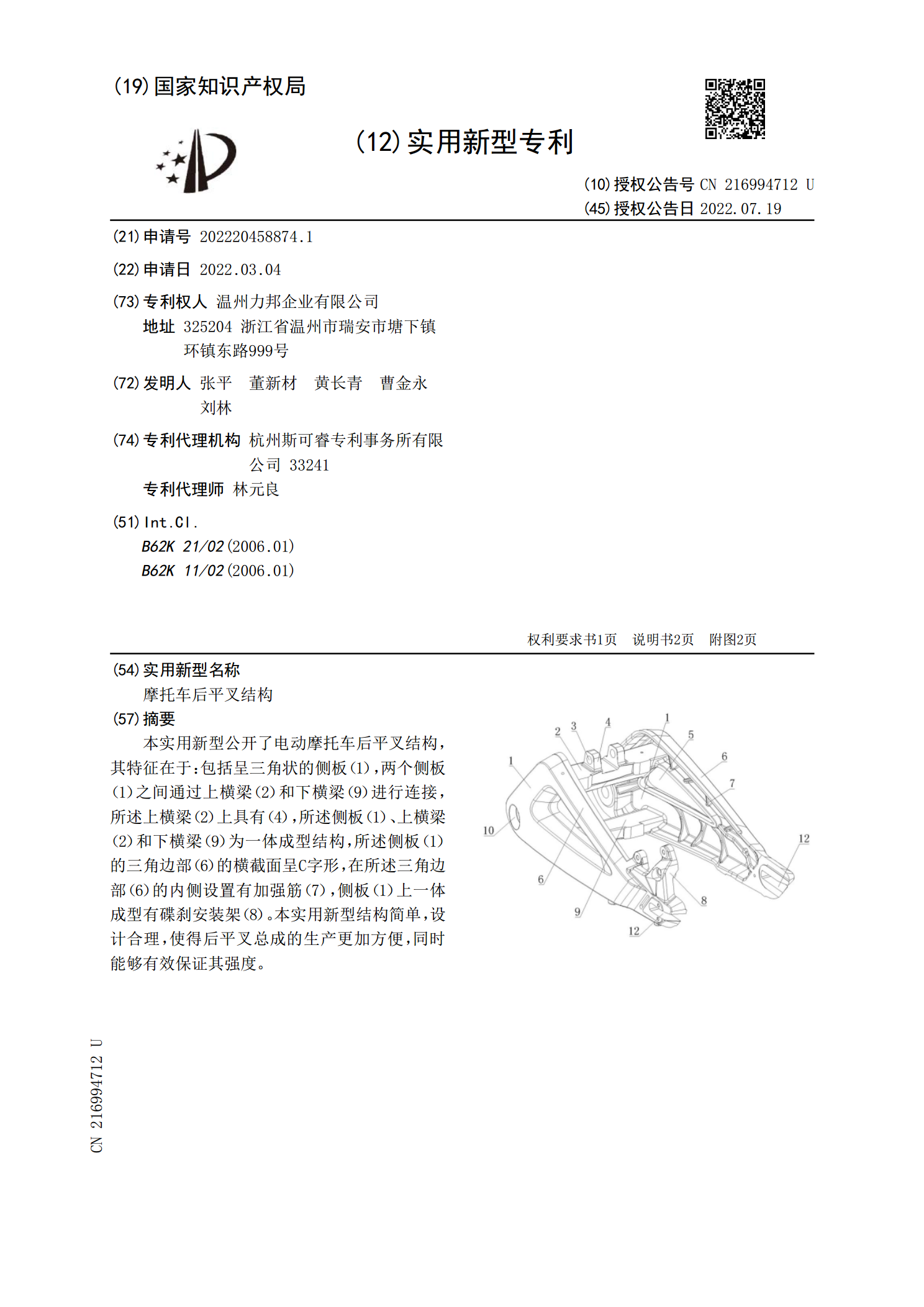
摩托车后平叉结构.pdf
本实用新型公开了电动摩托车后平叉结构,其特征在于:包括呈三角状的侧板(1),两个侧板(1)之间通过上横梁(2)和下横梁(9)进行连接,所述上横梁(2)上具有(4),所述侧板(1)、上横梁(2)和下横梁(9)为一体成型结构,所述侧板(1)的三角边部(6)的横截面呈C字形,在所述三角边部(6)的内侧设置有加强筋(7),侧板(1)上一体成型有碟刹安装架(8)。本实用新型结构简单,设计合理,使得后平叉总成的生产更加方便,同时能够有效保证其强度。