
一种内吊耳异形罩的加工装置.pdf

努力****向丝

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内吊耳异形罩的加工装置.pdf
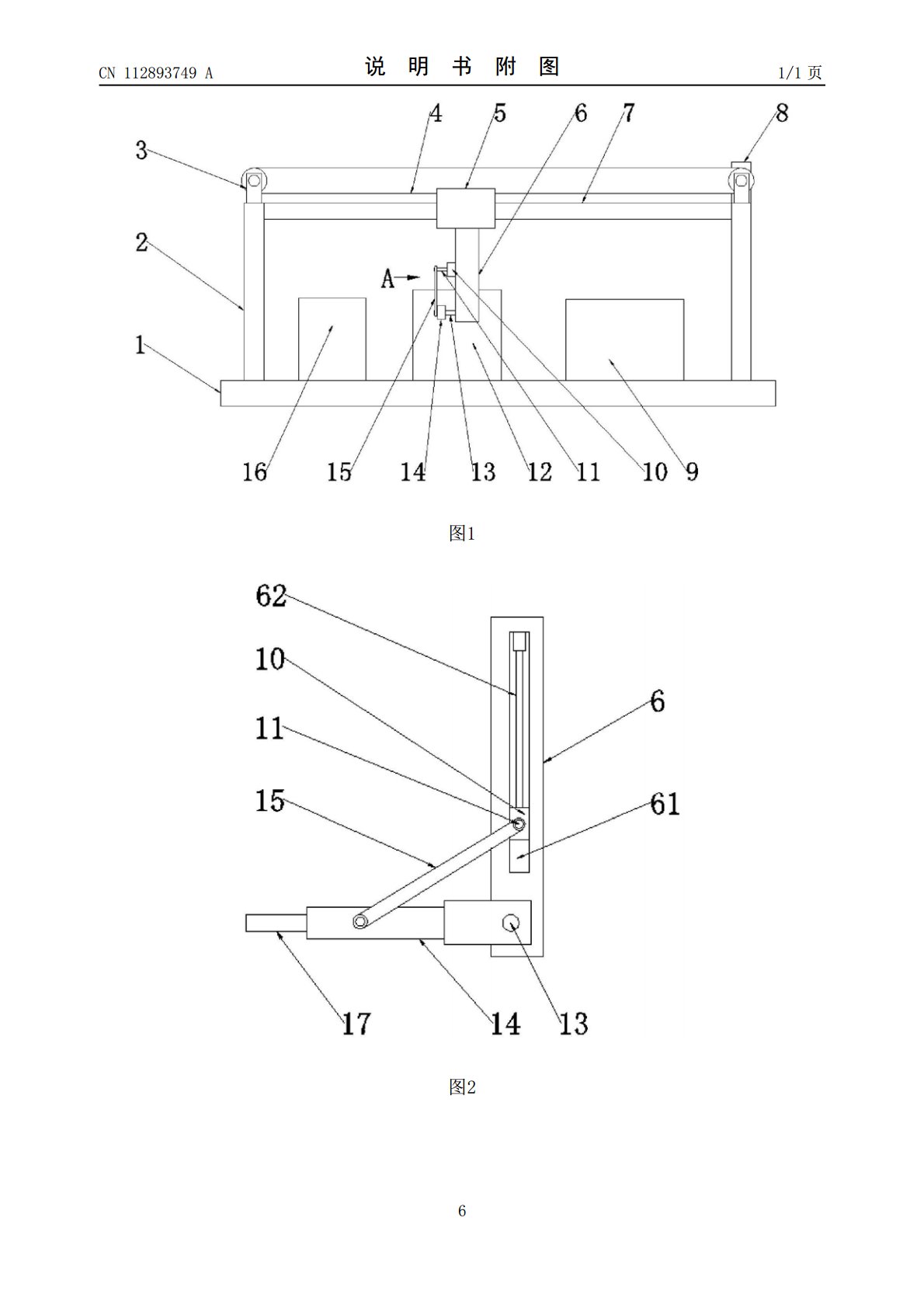
本申请公开了锻造技术领域的一种内吊耳异形罩的加工装置,包括底座,底座上依次设有电炉、冲压机和辗环机,底座上还设有支撑架,支撑架上设有横杆,横杆上滑动连接有滑块,支撑架上设有驱动滑块在横杆上滑动的驱动机构,滑块上固定有连杆,连杆的底端固定有转轴,转轴上转动连接有电动伸缩杆,电动伸缩杆远离连杆的一端设有气动机械爪,连杆上设有凹槽,凹槽内滑动连接有驱动块,凹槽内设有气缸,驱动块上设有驱动轴,驱动轴上转动连接有驱动杆,驱动杆与所述电动伸缩杆转动连接。本发明中通过控制驱动机构、电动伸缩杆及气缸的运行,带动机械爪在各
一种内吊耳异形罩的加工工艺.pdf
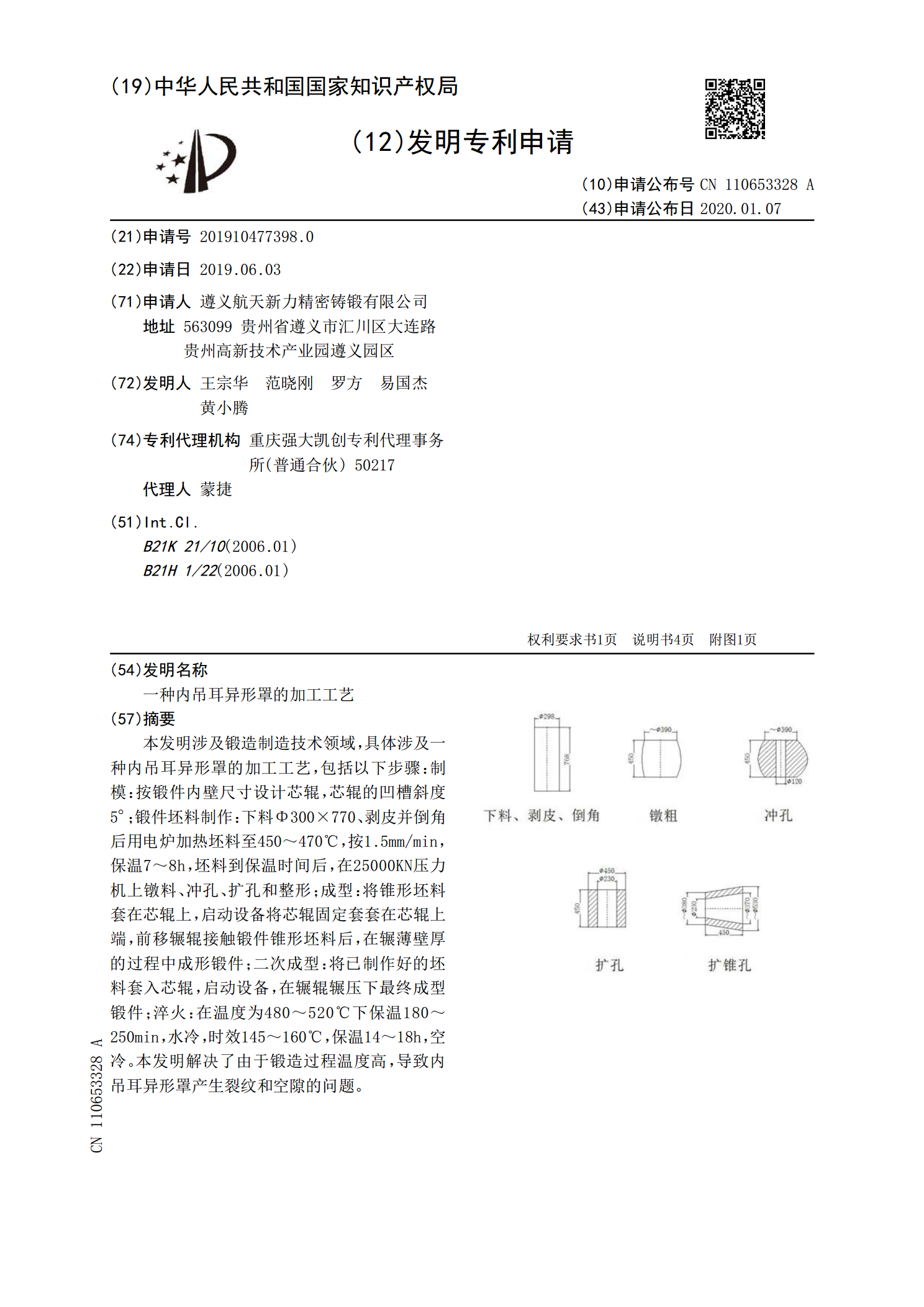
本发明涉及锻造制造技术领域,具体涉及一种内吊耳异形罩的加工工艺,包括以下步骤:制模:按锻件内壁尺寸设计芯辊,芯辊的凹槽斜度5°;锻件坯料制作:下料Φ300×770、剥皮并倒角后用电炉加热坯料至450~470℃,按1.5mm/min,保温7~8h,坯料到保温时间后,在25000KN压力机上镦料、冲孔、扩孔和整形;成型:将锥形坯料套在芯辊上,启动设备将芯辊固定套套在芯辊上端,前移辗辊接触锻件锥形坯料后,在辗薄壁厚的过程中成形锻件;二次成型:将已制作好的坯料套入芯辊,启动设备,在辗辊辗压下最终成型锻件;淬火:在
一种双工位异形盖罩边装置.pdf
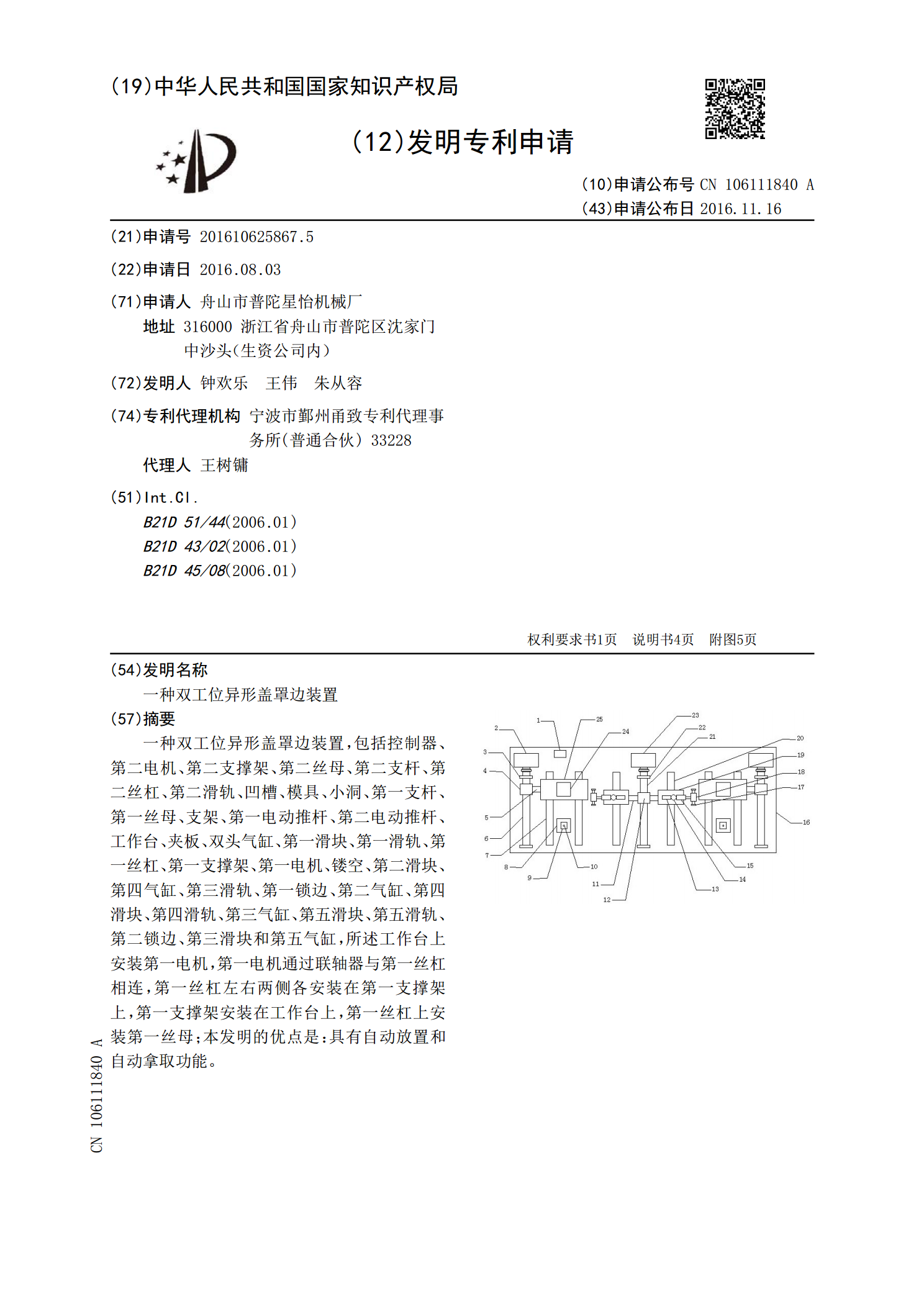
一种双工位异形盖罩边装置,包括控制器、第二电机、第二支撑架、第二丝母、第二支杆、第二丝杠、第二滑轨、凹槽、模具、小洞、第一支杆、第一丝母、支架、第一电动推杆、第二电动推杆、工作台、夹板、双头气缸、第一滑块、第一滑轨、第一丝杠、第一支撑架、第一电机、镂空、第二滑块、第四气缸、第三滑轨、第一锁边、第二气缸、第四滑块、第四滑轨、第三气缸、第五滑块、第五滑轨、第二锁边、第三滑块和第五气缸,所述工作台上安装第一电机,第一电机通过联轴器与第一丝杠相连,第一丝杠左右两侧各安装在第一支撑架上,第一支撑架安装在工作台上,第

一种加工汽车吊耳的铣刀装置.pdf
本发明公开了一种加工汽车吊耳的铣刀装置,包括变速齿轮箱、电机和铣刀,所述电机通过皮带与所述变速齿轮箱的传动轴相连接;所述铣刀的刀盘固定在所述变速齿轮箱的输出转动轴上。所述铣刀包括刀盘和刀片,所述刀片沿刀盘的圆周方向对称排列,所述刀片的顶端刀刃设置有半圆弧度,所述刀片的顶端刀刃与所述刀盘的盘底在同一水平面上;所述刀片的数量等于8个。本发明解决了铣刀在铣汽车吊耳时工件内腔加工不完全,也加工不平整,工效低,产品质量不高的问题,提供一种能够使汽车吊耳内腔能够加工完全且加工平整的一种汽车吊耳的铣刀装置。
一种异形轴加工装置.pdf
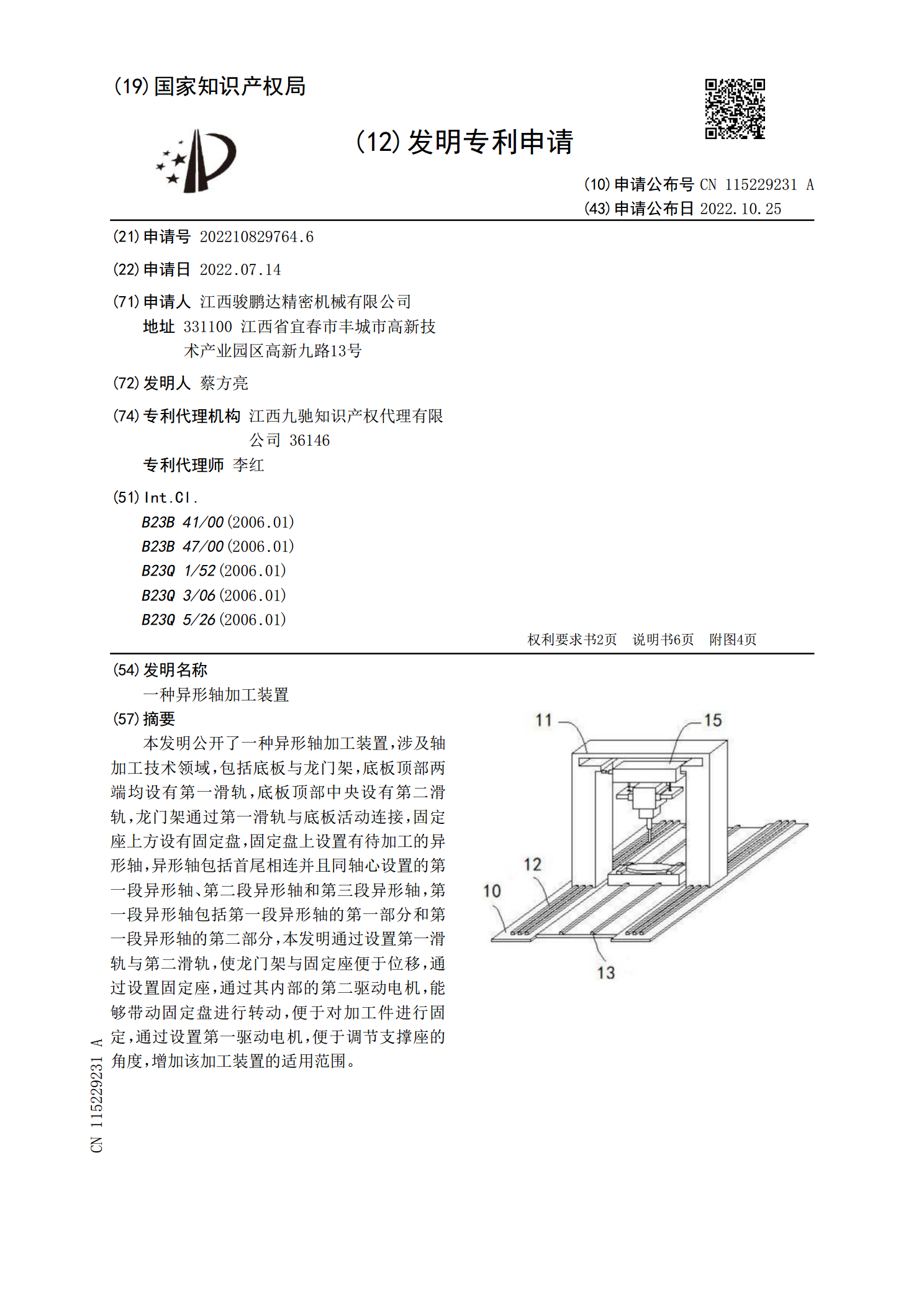
本发明公开了一种异形轴加工装置,涉及轴加工技术领域,包括底板与龙门架,底板顶部两端均设有第一滑轨,底板顶部中央设有第二滑轨,龙门架通过第一滑轨与底板活动连接,固定座上方设有固定盘,固定盘上设置有待加工的异形轴,异形轴包括首尾相连并且同轴心设置的第一段异形轴、第二段异形轴和第三段异形轴,第一段异形轴包括第一段异形轴的第一部分和第一段异形轴的第二部分,本发明通过设置第一滑轨与第二滑轨,使龙门架与固定座便于位移,通过设置固定座,通过其内部的第二驱动电机,能够带动固定盘进行转动,便于对加工件进行固定,通过设置第一