
一种大型复合材料薄壁罩类零件内腔加工工装及其加工方法.pdf

一条****彩妍

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型复合材料薄壁罩类零件内腔加工工装及其加工方法.pdf
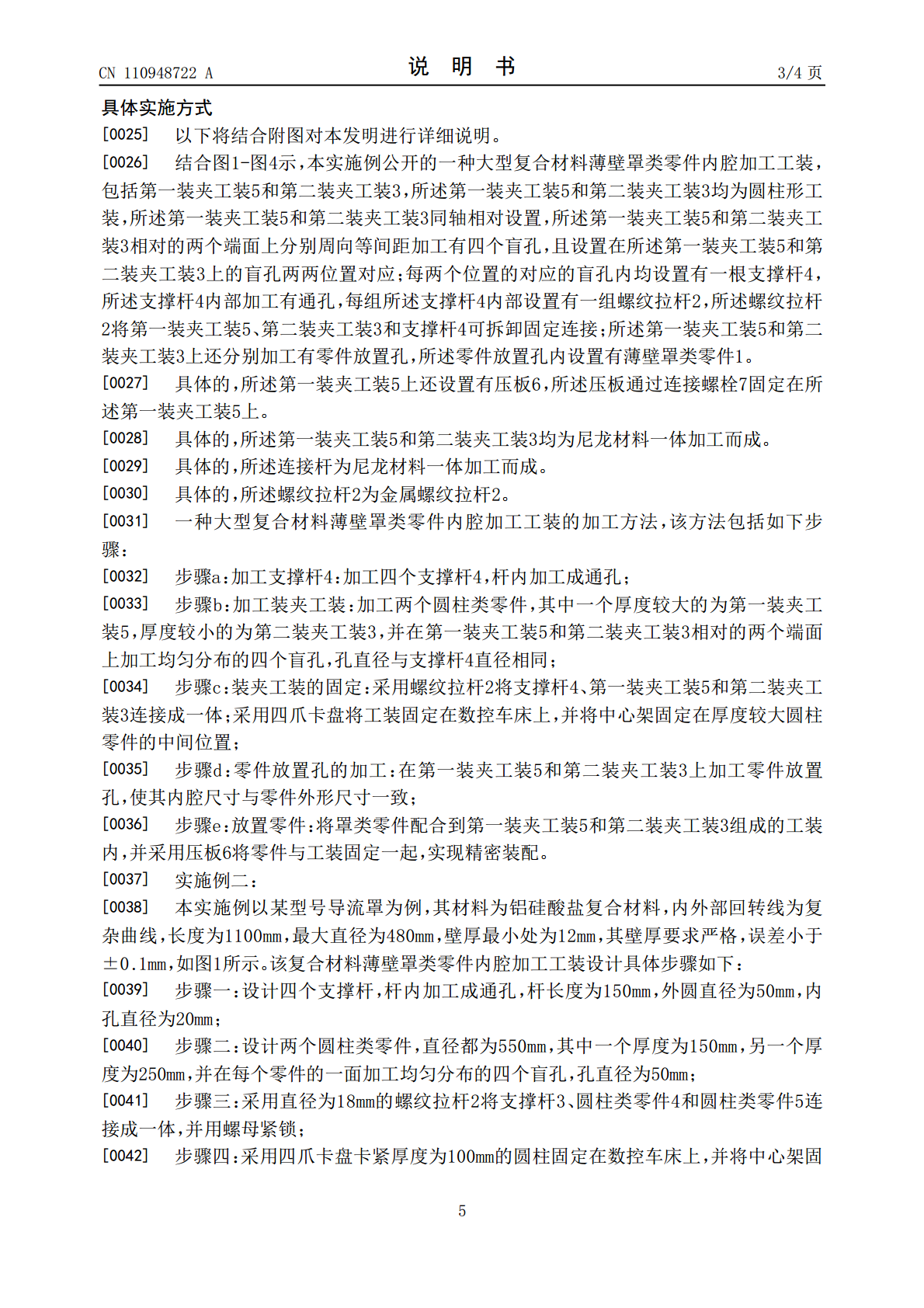
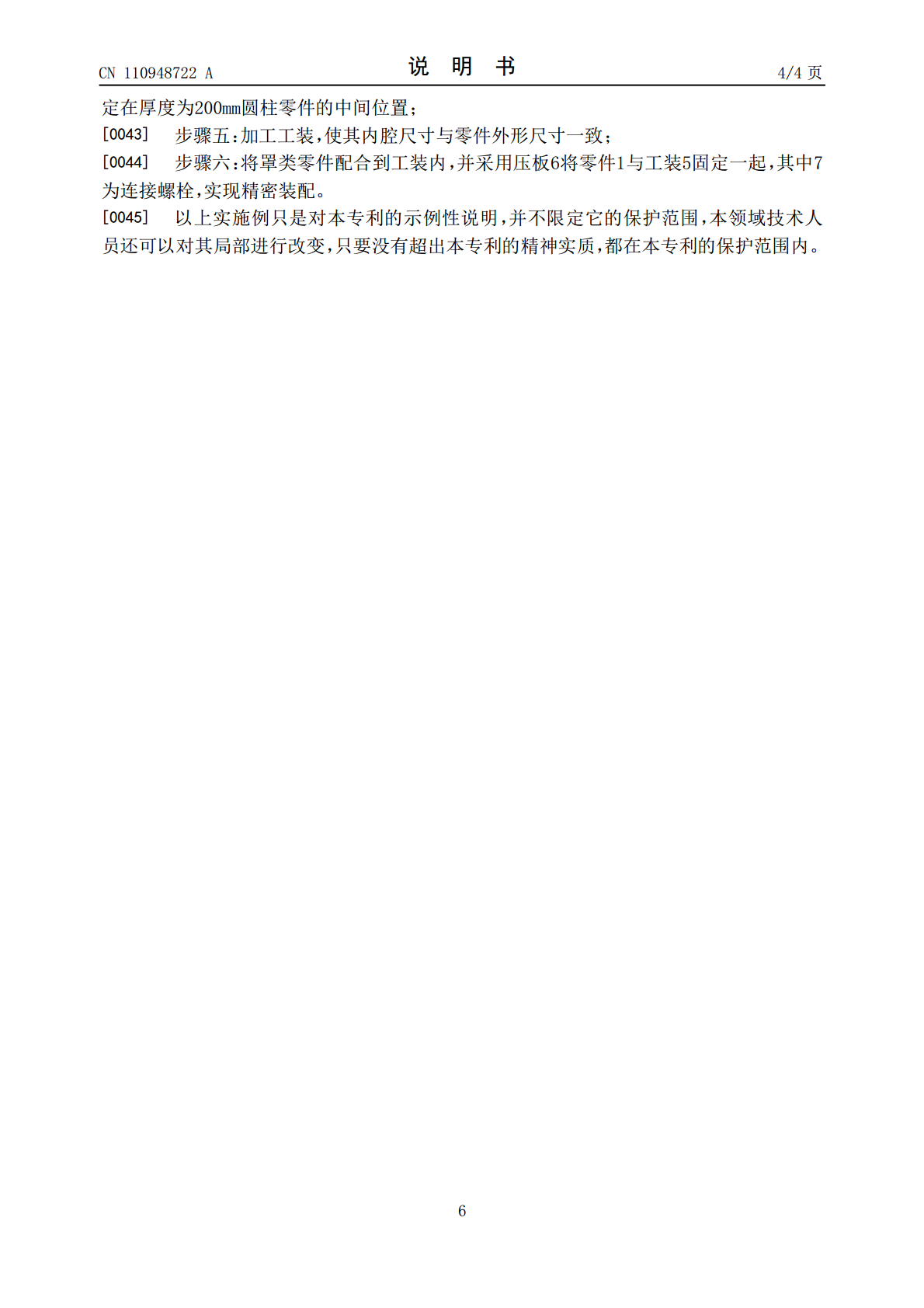
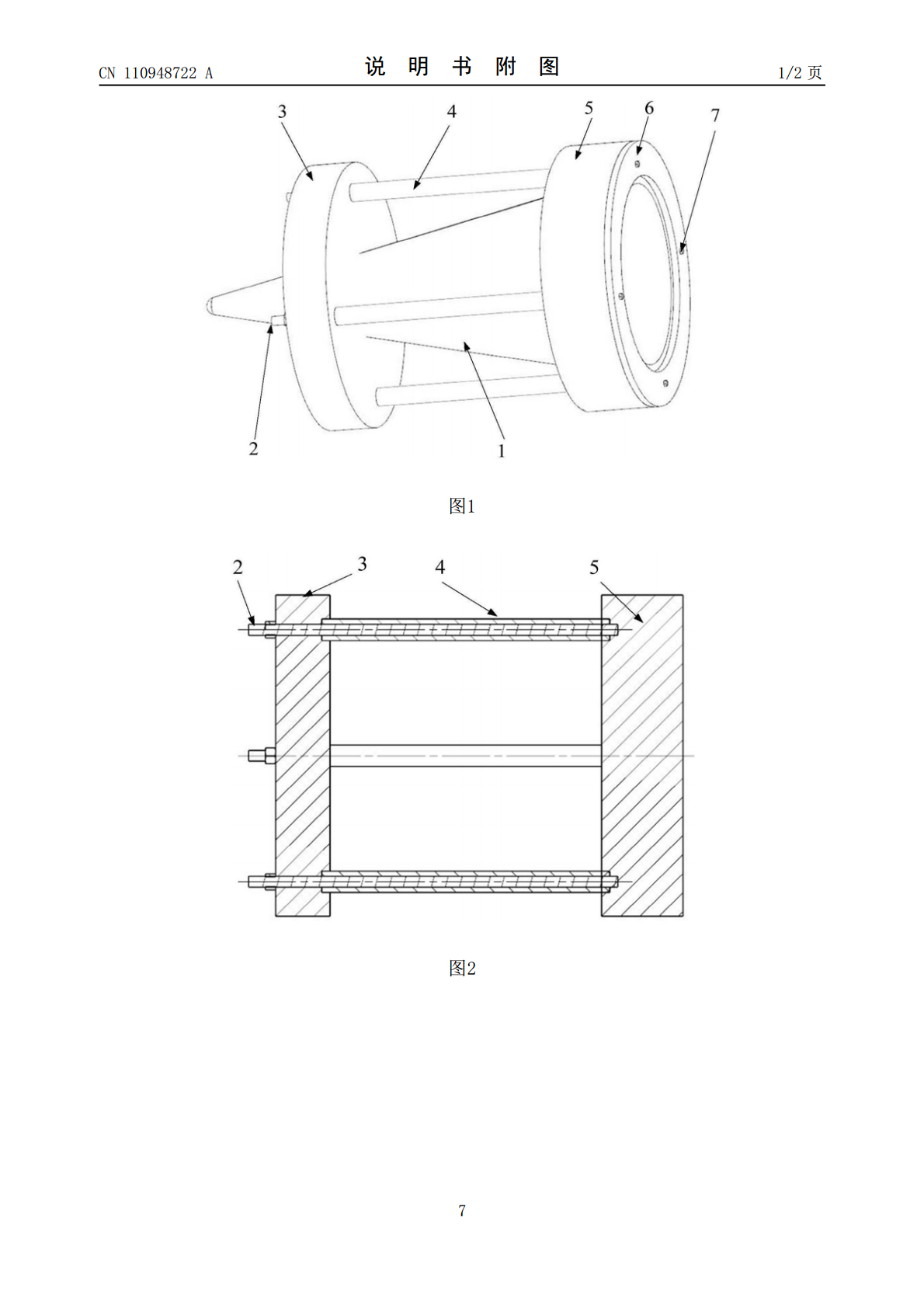
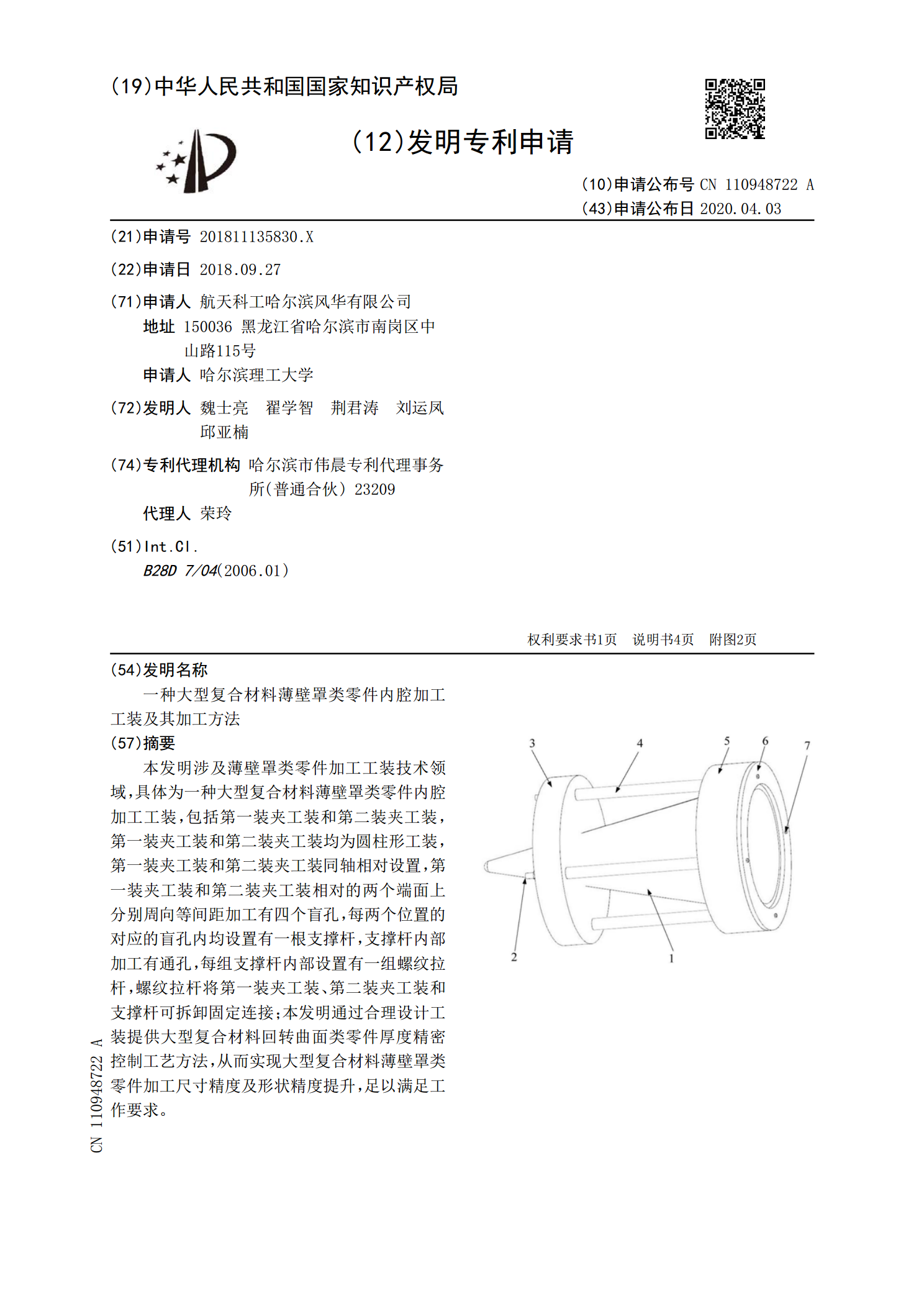
本发明涉及薄壁罩类零件加工工装技术领域,具体为一种大型复合材料薄壁罩类零件内腔加工工装,包括第一装夹工装和第二装夹工装,第一装夹工装和第二装夹工装均为圆柱形工装,第一装夹工装和第二装夹工装同轴相对设置,第一装夹工装和第二装夹工装相对的两个端面上分别周向等间距加工有四个盲孔,每两个位置的对应的盲孔内均设置有一根支撑杆,支撑杆内部加工有通孔,每组支撑杆内部设置有一组螺纹拉杆,螺纹拉杆将第一装夹工装、第二装夹工装和支撑杆可拆卸固定连接;本发明通过合理设计工装提供大型复合材料回转曲面类零件厚度精密控制工艺方法,从

一种大型客机用复合材料内饰的加工装置及其加工方法.pdf
本发明属于客机加工装置技术领域,尤其是一种大型客机用复合材料内饰的加工装置及其加工方法,针对现有的切削复合材料产生的废屑易在加工装置积留以及对复合材料长度的定位不够准确问题,现提出如下方案,其包括安装箱,所述安装箱的顶部开设有通孔,所述通孔内贯穿滑动连接有固定杆,所述固定杆的顶端固定连接有安装座,所述安装座为空心结构,本发明中,启动电机可以带动安装座移动,并在安装座移动的同时通过夹板对复合板材进行夹持,通过复合板材与抵板一侧抵触,固定复合板材前端伸出的长度,启动切割刀可以对复合板材进行切割,通过第一旋转板

内腔式薄壁缩孔的加工方法.pdf
本发明公开了一种内腔式薄壁缩孔的加工方法,首先用常规钻孔、铰孔方式加工内孔,同时,内孔的口部车出一个待旋压环;在车床上,对待旋压环用带角度的滚轮刀具角度旋压成形,预压角度α为90°~91°;最后,更换成形旋压刀,内孔孔口形状再次旋压成形得到缩孔。该方法可解决薄壁缩孔加工难度高,效率低的问题。打破传统的采用镗削的工艺方法,根据金属的塑性变形特性,实现无屑加工,具有简单易行、成本低廉、经济性好,效率高等优点,适用于大批量生产。

一种风电轮毂内腔斜孔加工工装及其加工方法.pdf
本发明涉及一种风电轮毂内腔斜孔加工工装及其加工方法,包括工作平台、圆柱支承、长条支承和钻孔模板;工作平台上部围绕其中心均布设置有三个扇形块,扇形块确定一个圆形止口并与轮毂主轴孔间隙配合定位于轮毂放置中心;圆柱支承与工作平台同心,长条支承另一端为楔形面,并与钻孔模板滑动配合;钻孔模板上设置有定位孔。其方法包括:1.将定位块通过螺栓与轮毂轴面法兰一圈螺纹孔中与所要加工部位正对的螺纹孔配合;2.将长条支承一端嵌入圆柱支承上端的任意一个方形槽中,并通过螺栓固定;3.旋转120°安装在圆柱支承上端的另一个方形槽中进
一种薄壁零件定位加工工装及方法.pdf
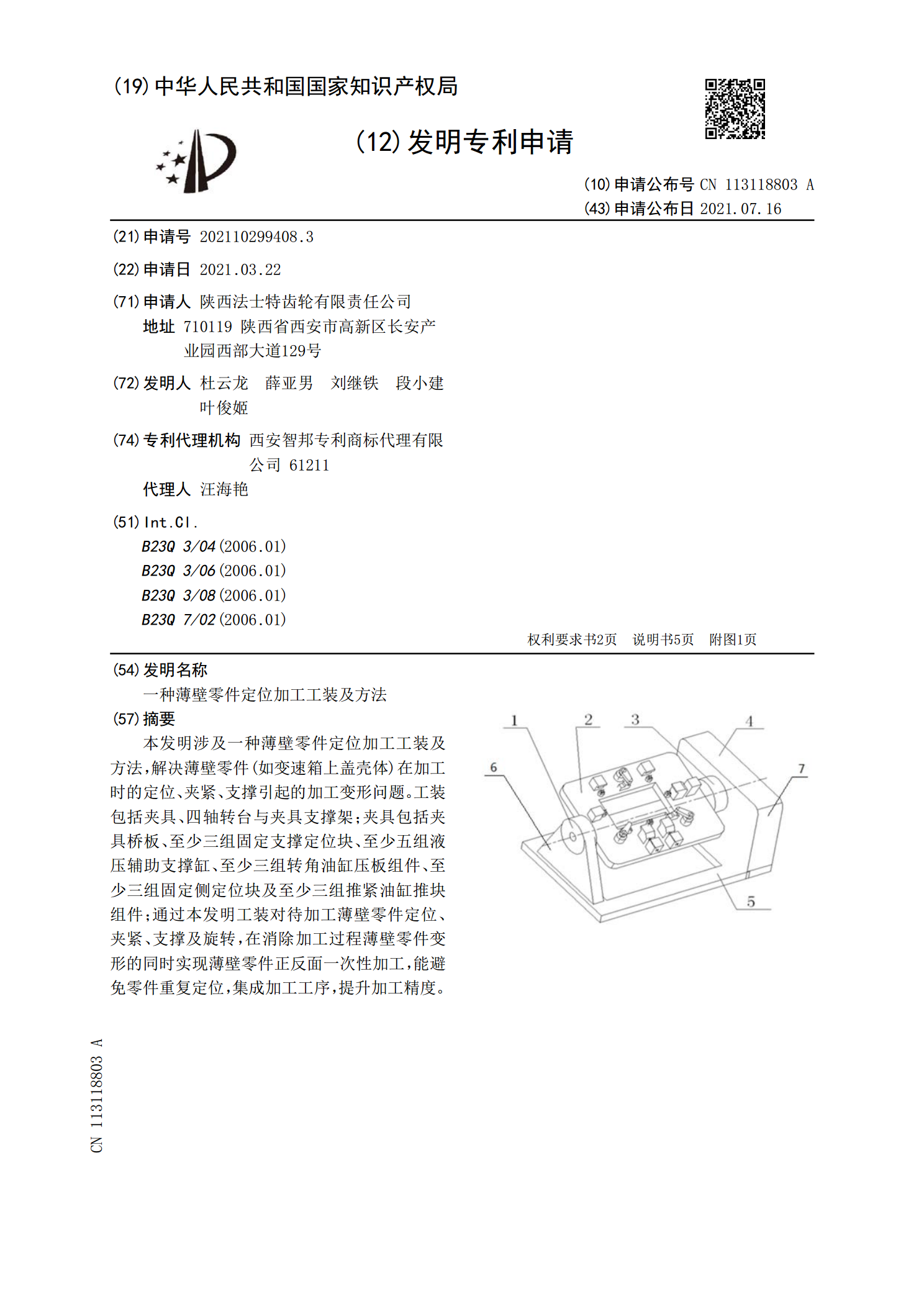
本发明涉及一种薄壁零件定位加工工装及方法,解决薄壁零件(如变速箱上盖壳体)在加工时的定位、夹紧、支撑引起的加工变形问题。工装包括夹具、四轴转台与夹具支撑架;夹具包括夹具桥板、至少三组固定支撑定位块、至少五组液压辅助支撑缸、至少三组转角油缸压板组件、至少三组固定侧定位块及至少三组推紧油缸推块组件;通过本发明工装对待加工薄壁零件定位、夹紧、支撑及旋转,在消除加工过程薄壁零件变形的同时实现薄壁零件正反面一次性加工,能避免零件重复定位,集成加工工序,提升加工精度。