
一种与冲床对接的自动上料装置.pdf

是你****晨呀

1/7

2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种与冲床对接的自动上料装置.pdf
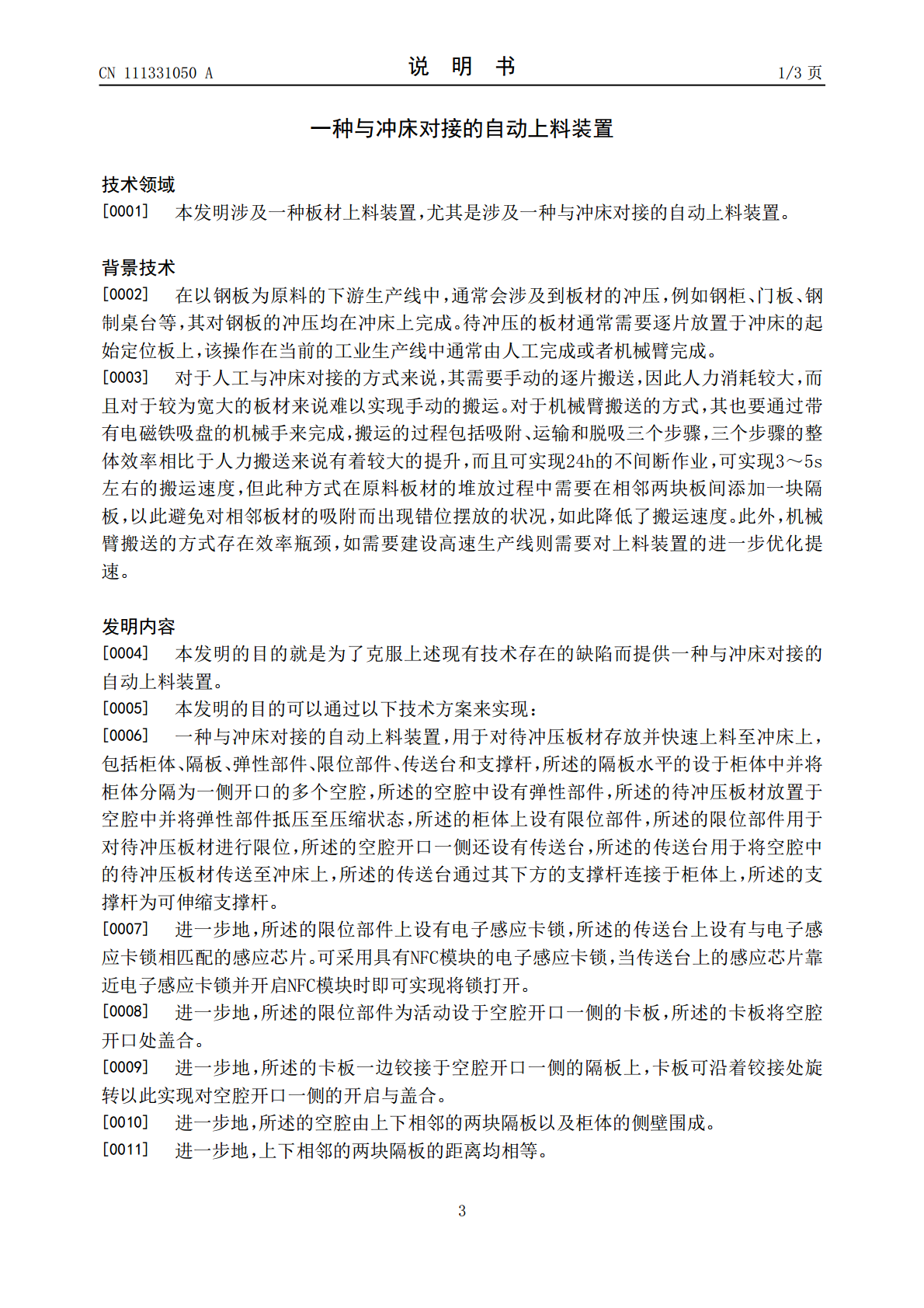
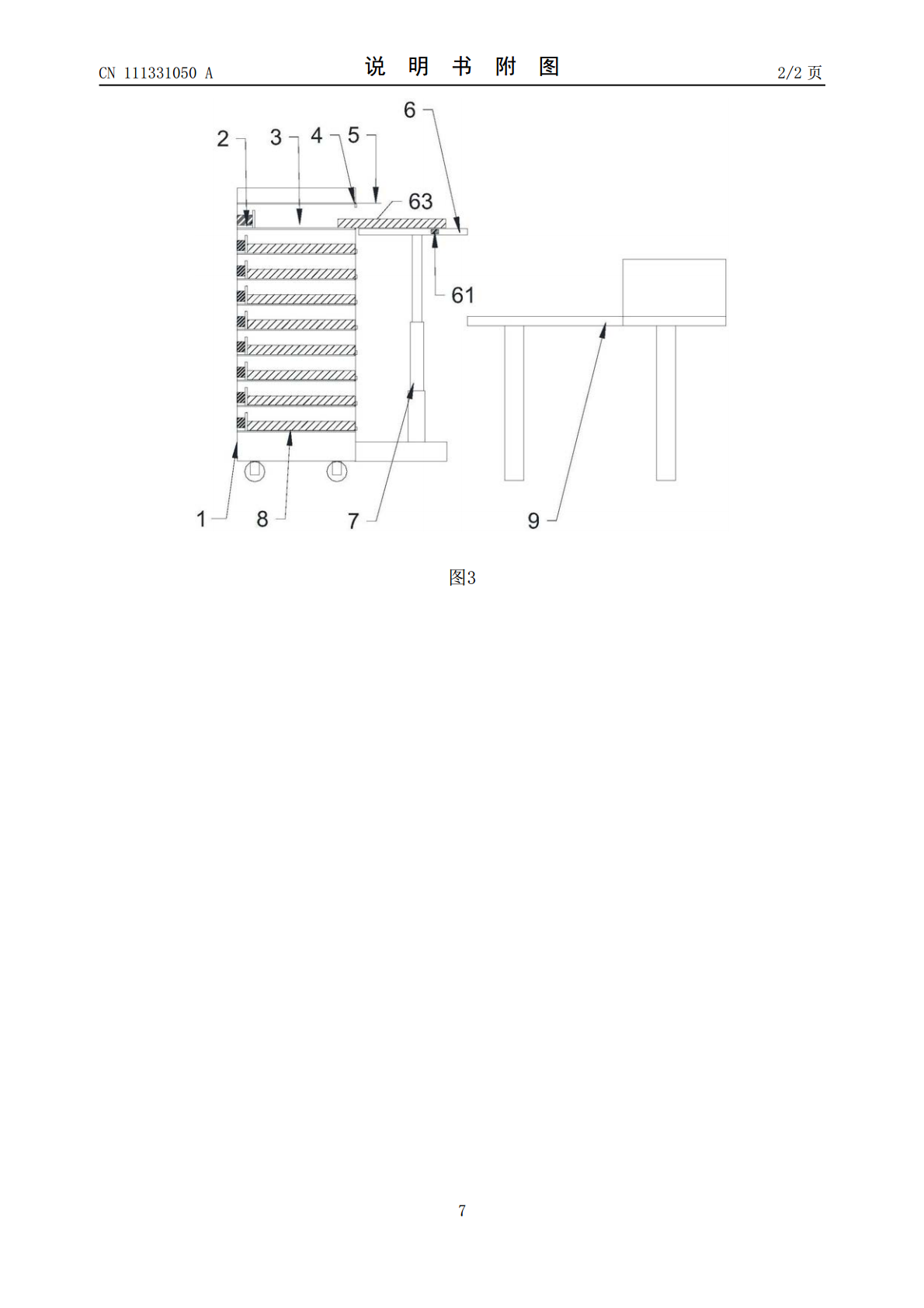
本发明涉及一种与冲床对接的自动上料装置,用于对待冲压板材(3)的存放并快速上料至冲床(9)上,包括柜体(1)、隔板(8)、弹性部件(2)、限位部件(5)、传送台(6)和支撑杆(7),所述的隔板(8)水平的设于柜体(1)中并将柜体(1)分隔为一侧开口的多个空腔(10),所述的空腔(10)中设有弹性部件(2),所述的待冲压板材(3)放置于空腔(10)中并将弹性部件(2)抵压至压缩状态,所述的柜体(1)上设有限位部件(5),所述的空腔(10)开口一侧还设有传送台(6),所述的传送台(6)用于将空腔中的待冲压板材
一种自动上料冲床.pdf
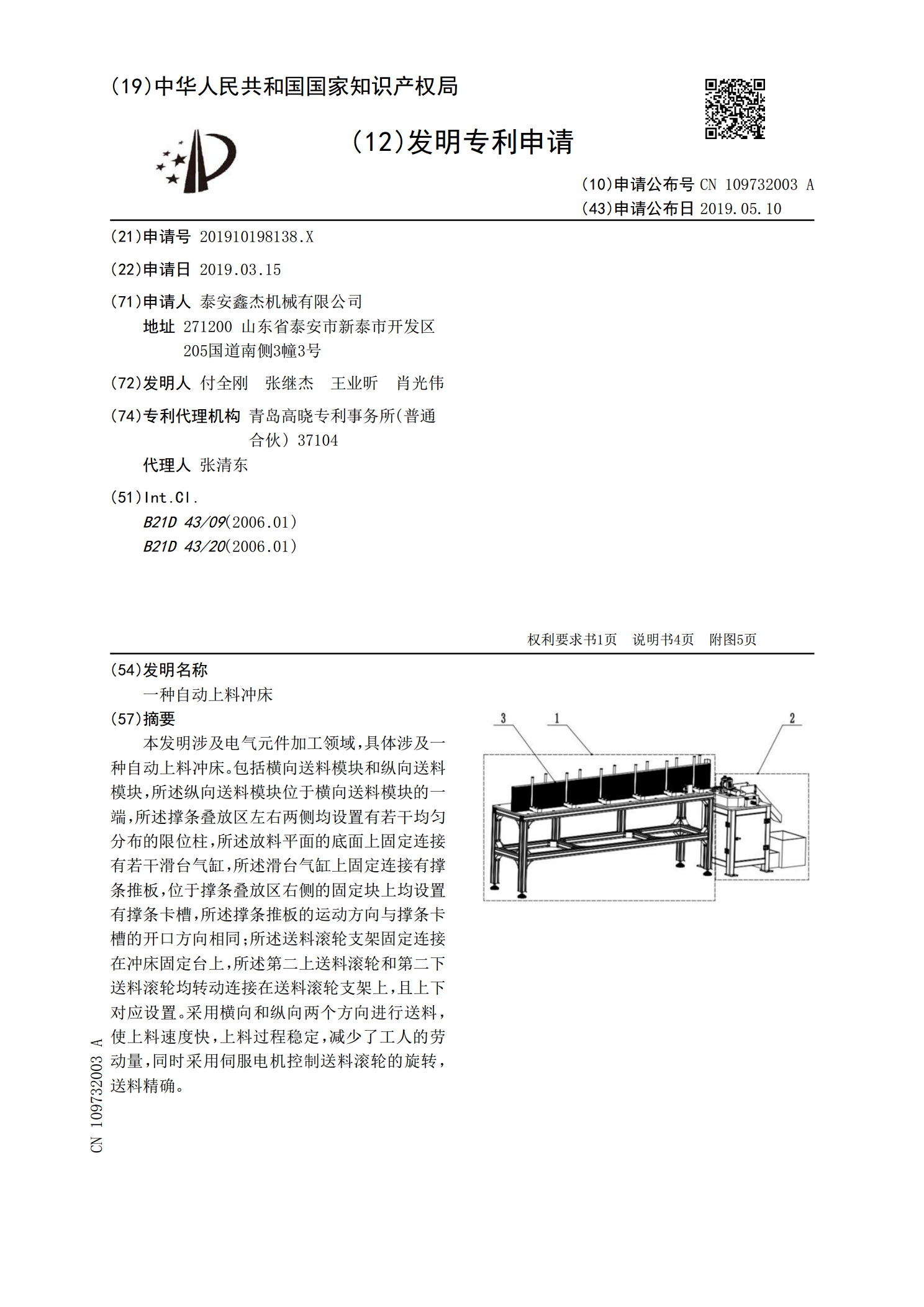
本发明涉及电气元件加工领域,具体涉及一种自动上料冲床。包括横向送料模块和纵向送料模块,所述纵向送料模块位于横向送料模块的一端,所述撑条叠放区左右两侧均设置有若干均匀分布的限位柱,所述放料平面的底面上固定连接有若干滑台气缸,所述滑台气缸上固定连接有撑条推板,位于撑条叠放区右侧的固定块上均设置有撑条卡槽,所述撑条推板的运动方向与撑条卡槽的开口方向相同;所述送料滚轮支架固定连接在冲床固定台上,所述第二上送料滚轮和第二下送料滚轮均转动连接在送料滚轮支架上,且上下对应设置。采用横向和纵向两个方向进行送料,使上料速度
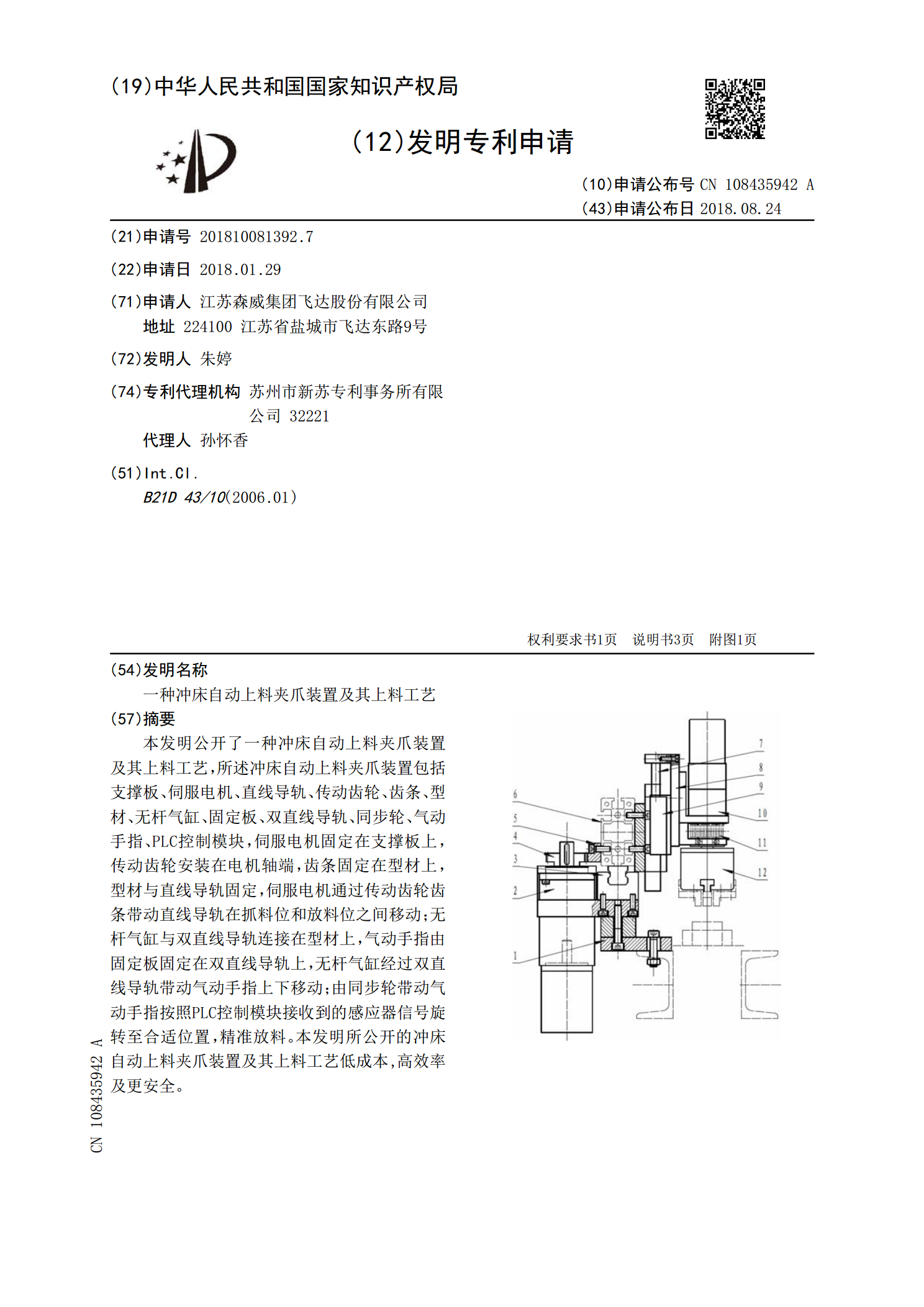
一种冲床自动上料夹爪装置及其上料工艺.pdf
本发明公开了一种冲床自动上料夹爪装置及其上料工艺,所述冲床自动上料夹爪装置包括支撑板、伺服电机、直线导轨、传动齿轮、齿条、型材、无杆气缸、固定板、双直线导轨、同步轮、气动手指、PLC控制模块,伺服电机固定在支撑板上,传动齿轮安装在电机轴端,齿条固定在型材上,型材与直线导轨固定,伺服电机通过传动齿轮齿条带动直线导轨在抓料位和放料位之间移动;无杆气缸与双直线导轨连接在型材上,气动手指由固定板固定在双直线导轨上,无杆气缸经过双直线导轨带动气动手指上下移动;由同步轮带动气动手指按照PLC控制模块接收到的感应器信号
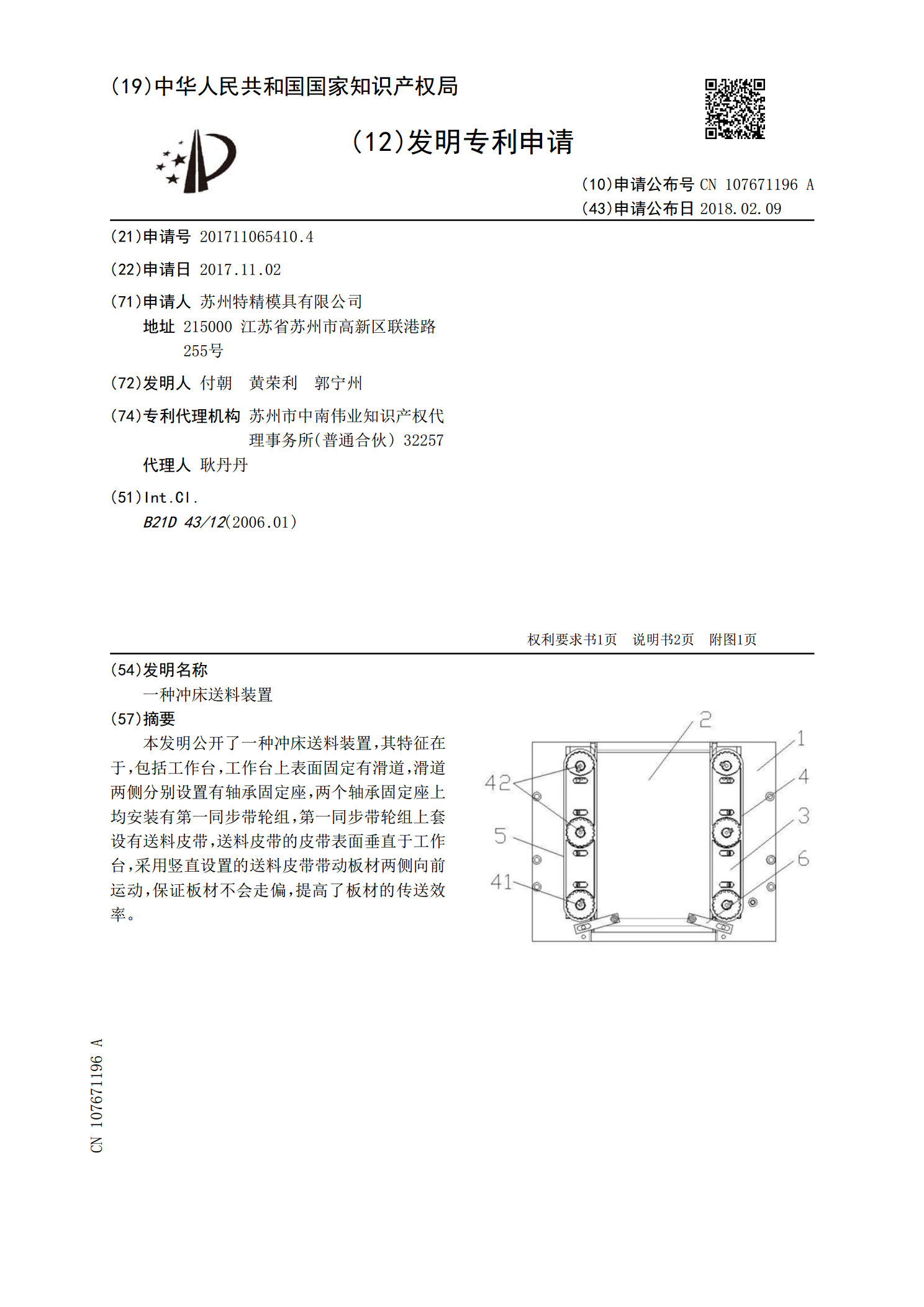
一种冲床送料装置.pdf
本发明公开了一种冲床送料装置,其特征在于,包括工作台,工作台上表面固定有滑道,滑道两侧分别设置有轴承固定座,两个轴承固定座上均安装有第一同步带轮组,第一同步带轮组上套设有送料皮带,送料皮带的皮带表面垂直于工作台,采用竖直设置的送料皮带带动板材两侧向前运动,保证板材不会走偏,提高了板材的传送效率。
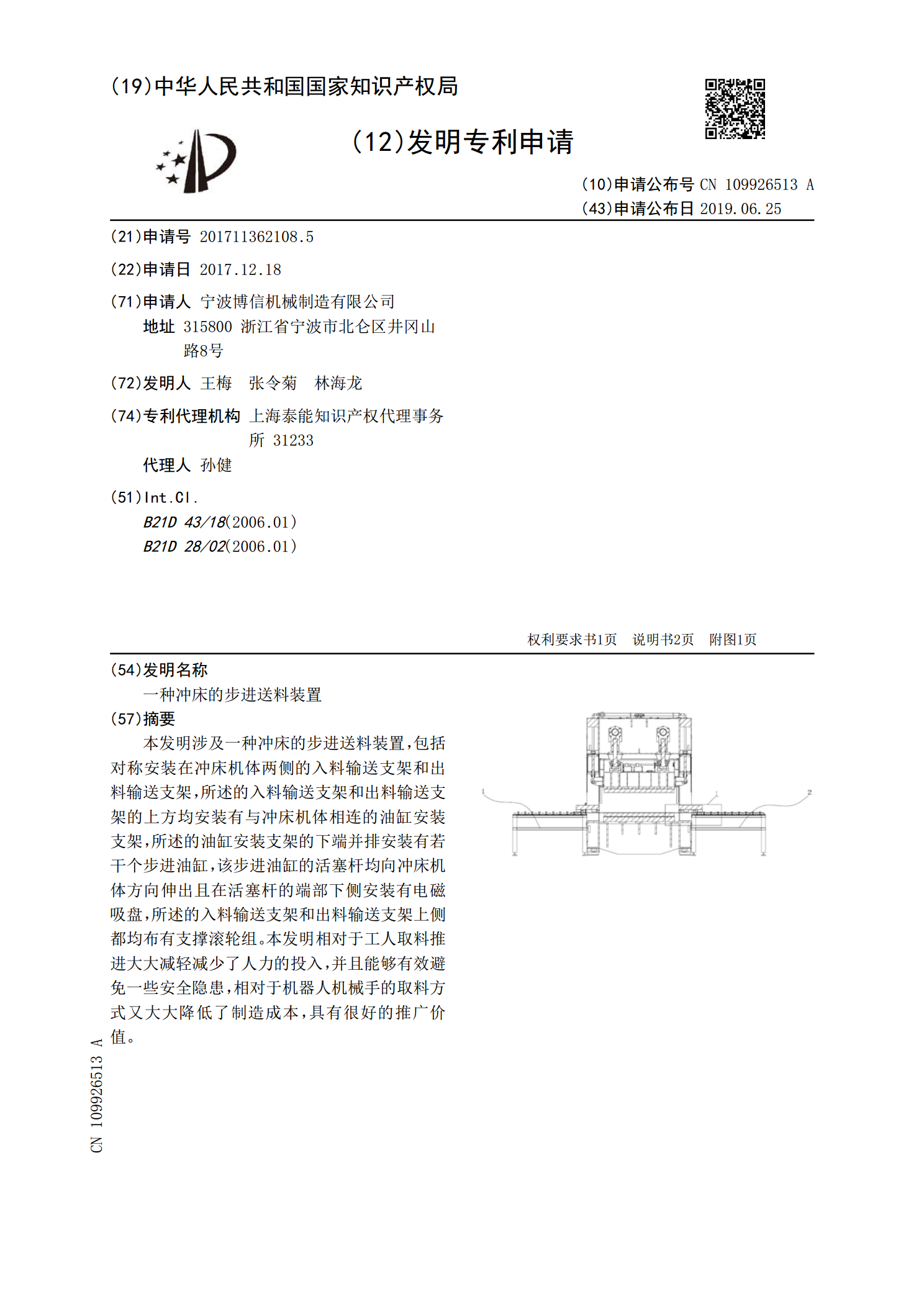
一种冲床的步进送料装置.pdf
本发明涉及一种冲床的步进送料装置,包括对称安装在冲床机体两侧的入料输送支架和出料输送支架,所述的入料输送支架和出料输送支架的上方均安装有与冲床机体相连的油缸安装支架,所述的油缸安装支架的下端并排安装有若干个步进油缸,该步进油缸的活塞杆均向冲床机体方向伸出且在活塞杆的端部下侧安装有电磁吸盘,所述的入料输送支架和出料输送支架上侧都均布有支撑滚轮组。本发明相对于工人取料推进大大减轻减少了人力的投入,并且能够有效避免一些安全隐患,相对于机器人机械手的取料方式又大大降低了制造成本,具有很好的推广价值。