
一种汽车轴承锻造成型工艺.pdf

志信****pp


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车轴承锻造成型工艺.pdf
本发明涉及一种汽车轴承锻造成型工艺,涉及轴承制备的技术领域,其包括汽车轴承锻造成型辅助设备,汽车轴承锻造成型辅助设备包括对加热之后的金属块转移至机械压力机位置处的转移装置,还包括在锻压过程中对金属块位置进行调整的调整装置,所述转移装置包括固定柱、转动杆、双向气缸、固定块、固定筒、滑移杆、滑移块、第一支撑杆、第二支撑杆、支撑块、驱动压簧以及连接钢缆,本发明具有操作方便快捷提高实际工作效率的效果。

一种轴承的锻造工艺.pdf
一种轴承的锻造工艺,该工艺的步骤包括:S1、配备单元,采用水泥和混凝土按照1∶3的比例混合制成轴承的原料;S2、加热单元,将枕料在高温炉中进行一定时间的加热,温度设置在1000摄氏度左右;S3、锻造成型单元,通过第一定型模具进行配料、挤压后得到第一定型轴承,并采用第二定型模具将产品进行产品形状定型和冷却,得到定型轴承;S4、煅烧单元,将定型轴承再次进行高温煅烧,加强轴承的硬度,得到煅烧轴承;S5、定型单元,将煅烧后的煅烧轴承进行冷却,定型得到轴承。本发明的有益效果:本锻造工艺采用其专用锻造模具进行工艺生产
一种轴承钢锻造装置及其锻造工艺.pdf
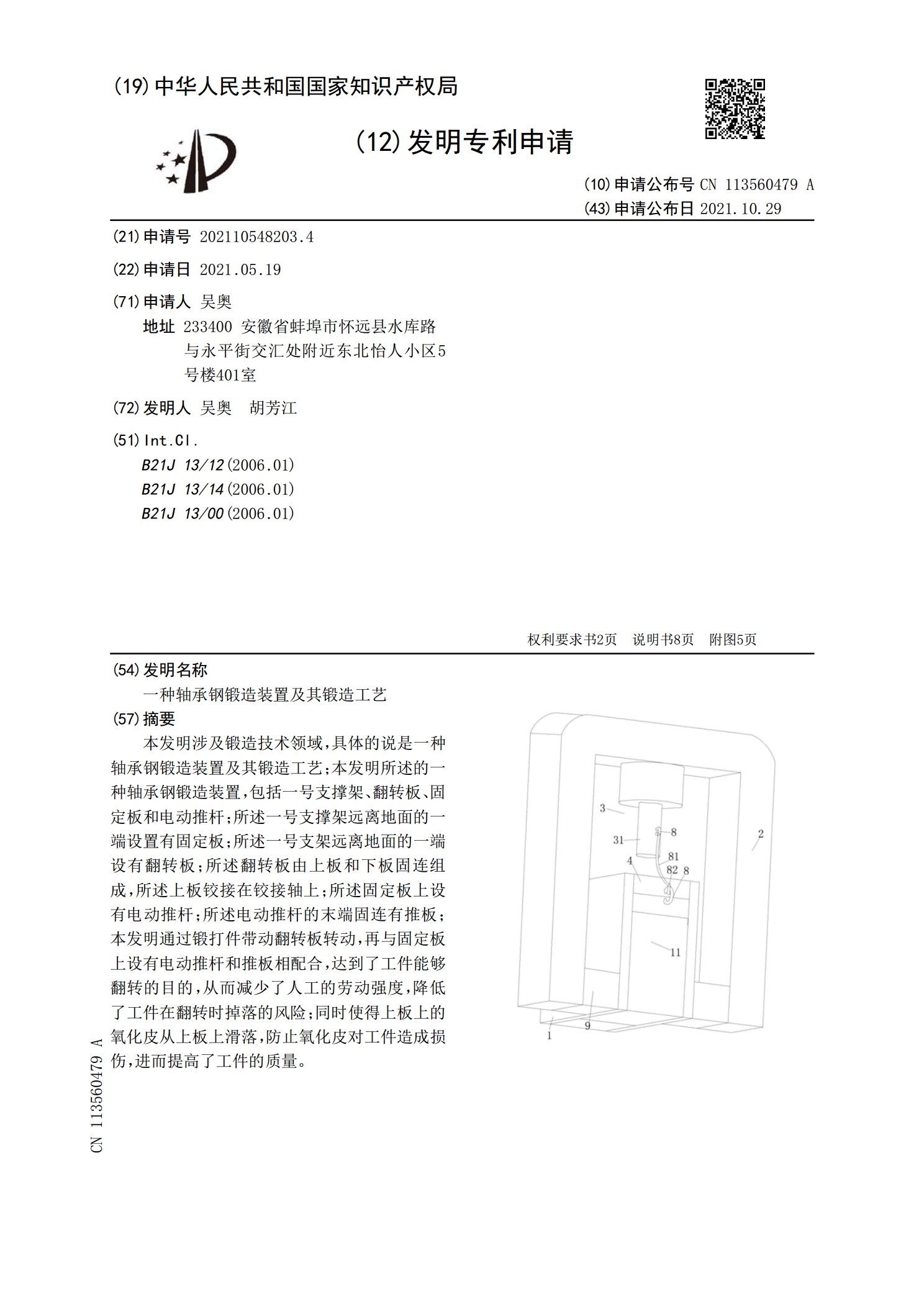
本发明涉及锻造技术领域,具体的说是一种轴承钢锻造装置及其锻造工艺;本发明所述的一种轴承钢锻造装置,包括一号支撑架、翻转板、固定板和电动推杆;所述一号支撑架远离地面的一端设置有固定板;所述一号支架远离地面的一端设有翻转板;所述翻转板由上板和下板固连组成,所述上板铰接在铰接轴上;所述固定板上设有电动推杆;所述电动推杆的末端固连有推板;本发明通过锻打件带动翻转板转动,再与固定板上设有电动推杆和推板相配合,达到了工件能够翻转的目的,从而减少了人工的劳动强度,降低了工件在翻转时掉落的风险;同时使得上板上的氧化皮从上

一种轴承套圈的锻造工艺.pdf
本发明涉及一种轴承套圈的锻造工艺,该工艺包括如下步骤:1)第一火将钢锭采用中频感应加热炉加热温度至1200℃,压钳口,倒棱,错水口;2)第二火再次加热,镦粗,拔长;3)第三火再次加热,镦粗,旋转压平,冲孔,扩孔;4)第四火再次加热,模圈中镦粗至工艺尺寸,出模,扩孔至工艺尺寸,控制总锻造比>5;5)车削沟槽,在闭成型扩孔机上冷辗扩整径,滚道、倒角一次成型,修整,软磨两端面;6)热处理:预热800℃~850℃,探伤检查后,在小于450℃时装炉预热至600~650℃保温后,再放入950~1000℃的炉子内进行快

一种汽车轴承的锻造方法.pdf
本发明公开了一种汽车轴承的锻造方法,制造方法包括如下步骤:按照风机变速轴承内外圈的所需重量下料,制成坯料;第一火次加热:将加热炉内的坯料加热到1260±10℃,保温;将炉内坯料取出,使用锻造砧对坯料进行一次整体镦粗,取出锻坯对其进行拔长直至工艺尺寸,使用锻造砧进行二次整体镦粗,然后用冲头进行冲孔制成环坯,并对环坯进行整形;该步骤中的冲头包括同轴设置的固定件、连接件和冲头件,本发明避免了常规生产工艺添加新的冷却装置,使用该简便方法,使汽车轴承在短时间内快速冷却,并且不至于温度过低产生开裂,最终有效控制了网状