
一种调压充型高压凝固铸造装置与铸造方法.pdf

纪阳****公主


1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种调压充型高压凝固铸造装置与铸造方法.pdf
本发明公开了一种调压充型高压凝固铸造装置及铸造方法,所述装置包括熔炼炉、压射杆、升液管、锤头、料筒、模具、真空管和真空截止阀;通过本装置可以从熔炼炉中铝液中心取优质铝合金熔体,通过计算机控制熔炼炉内和模具型腔的压力差将铝液通过封闭式的升液管和料筒输送到模具型腔内,整个过程铝液液面平稳上升,不仅大大减小了铝液在输送和充型阶段与空气的接触面积,减少氧化渣,同时模具型腔内形成一定的真空条件,降低了铝液的含气量,提高了铝液在模具型腔内充型能力;充型完成后,铸件在高压下凝固,组织致密,晶粒细化,大大降低缩松、缩孔、

一种集成低压充型和挤压凝固的铸造装置及方法.pdf
一种集成低压充型和挤压凝固的铸造装置及方法,用于低压充型的升液管的中心线与浇口的中心线保持一定偏离,设有用于金属液充型的L型浇道并在该L型浇道的水平通道处设有通气孔;充型时金属液沿升液管和L型浇道进入到型腔中,同时通气孔被楔形冲头封堵,充型结束后移动楔形冲头将型腔封闭,同时通气孔和升液管通过L型浇道的水平通道相连通,剩余金属液在重力作用下回流至保温炉中;挤压油缸安装在上支撑板上,在型腔被楔形冲头封闭之后,利用该挤压油缸对型腔内的金属液进行加压凝固;实现了低压充型和挤压凝固的结合,发挥了两者的长处,并根据挤
一种新型的压力铸造装置及其充型方法.pdf
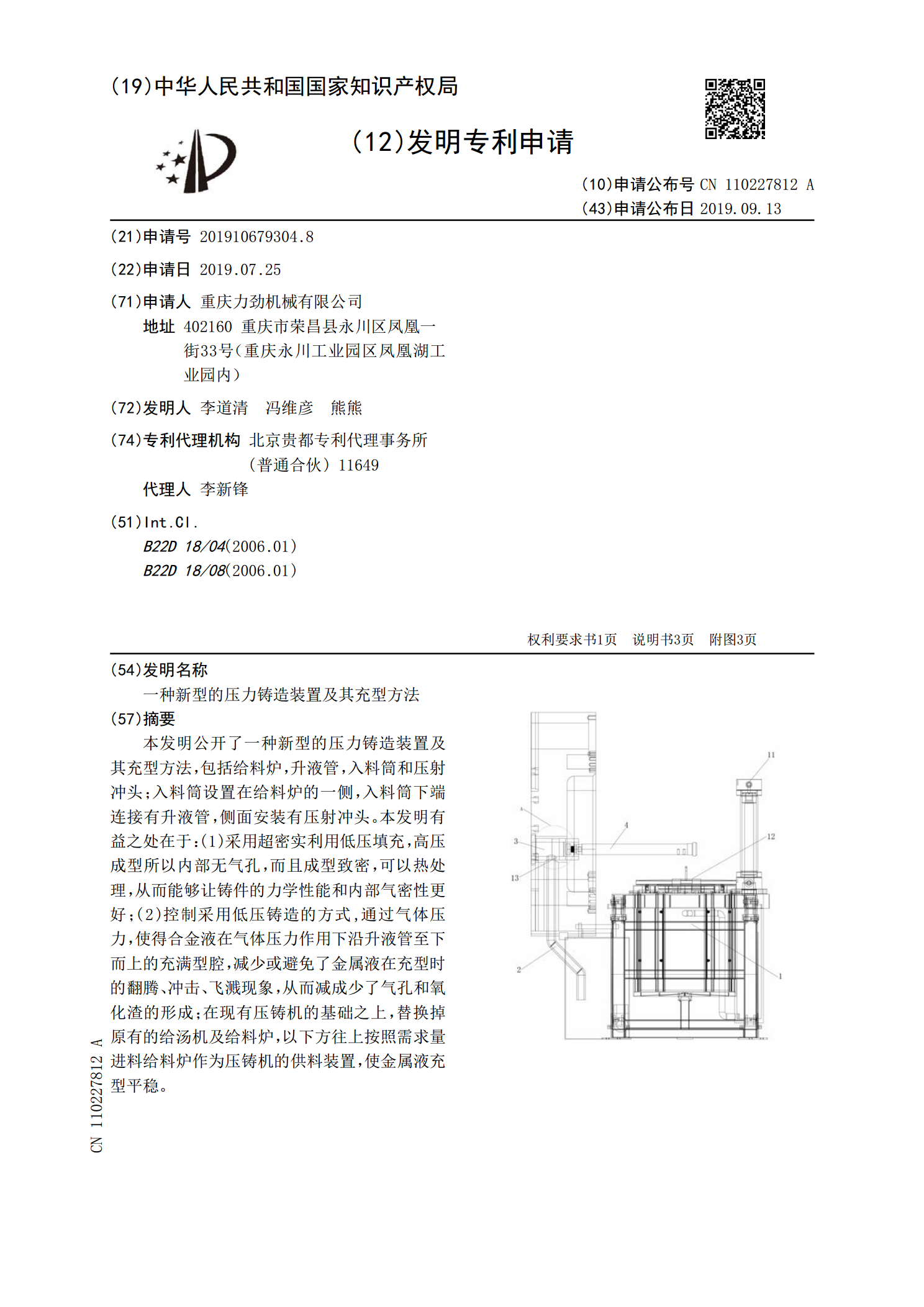
本发明公开了一种新型的压力铸造装置及其充型方法,包括给料炉,升液管,入料筒和压射冲头;入料筒设置在给料炉的一侧,入料筒下端连接有升液管,侧面安装有压射冲头。本发明有益之处在于:(1)采用超密实利用低压填充,高压成型所以内部无气孔,而且成型致密,可以热处理,从而能够让铸件的力学性能和内部气密性更好;(2)控制采用低压铸造的方式,通过气体压力,使得合金液在气体压力作用下沿升液管至下而上的充满型腔,减少或避免了金属液在充型时的翻腾、冲击、飞溅现象,从而减成少了气孔和氧化渣的形成;在现有压铸机的基础之上,替换掉原
一种石膏型真空浇注加压凝固铸造装置.pdf
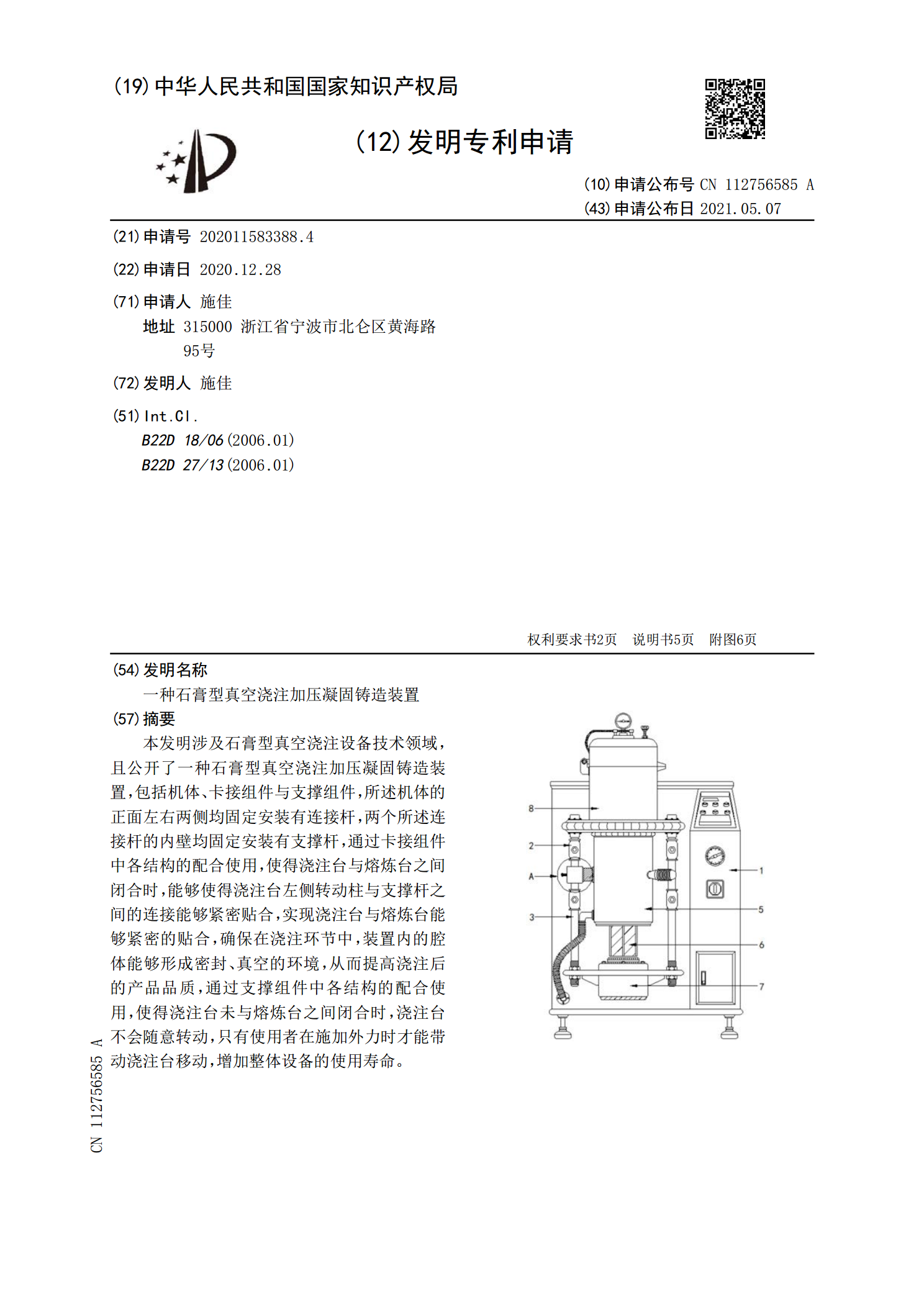
本发明涉及石膏型真空浇注设备技术领域,且公开了一种石膏型真空浇注加压凝固铸造装置,包括机体、卡接组件与支撑组件,所述机体的正面左右两侧均固定安装有连接杆,两个所述连接杆的内壁均固定安装有支撑杆,通过卡接组件中各结构的配合使用,使得浇注台与熔炼台之间闭合时,能够使得浇注台左侧转动柱与支撑杆之间的连接能够紧密贴合,实现浇注台与熔炼台能够紧密的贴合,确保在浇注环节中,装置内的腔体能够形成密封、真空的环境,从而提高浇注后的产品品质,通过支撑组件中各结构的配合使用,使得浇注台未与熔炼台之间闭合时,浇注台不会随意转动

一种合金高压铸造模具、高压铸造装置及浇注方法.pdf
一种高压铸造装置及其合金高压铸造模具,该模具包括:直浇道、横浇道、内浇口、积渣包、集中排气口,彼此垂直连接的直浇道和横浇道设置于铸件中心位置,横浇道横截面积递减地连接于内浇口,积渣包布置于铸件的充型末端或铝液交汇处,在各渣包末端连接有排气道,各排气道之间并联并在交汇位置处串联连接于集中排气口。还相应提供一种浇注方法,包括:当合金熔液通过定量炉添加进压室后,冲头将熔液充填至直浇道,在该过程中对压室和型腔抽真空,然后冲头将熔液进一步充填到U型横浇道并逐步充满,在熔液接近铸件内浇口位置前加快充填速度,同时在这个