
一种不锈钢厨具冲压成型设备及冲压成型方法.pdf

秋花****姐姐


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种不锈钢厨具冲压成型设备及冲压成型方法.pdf
本发明提供了一种不锈钢厨具冲压成型设备及冲压成型方法,包括安装底板、支撑脚、支撑杆、冲压底板、冲压匚型架、冲压机构、定位机构和输送机构,本发明可解决在进行不锈钢厨具冲压成型作业过程中,往往需通过大量的人力来进行不锈钢厨具板材的放置以及取出作业,这增加了工人的劳动强度,且传统的冲压设备难以对不锈钢厨具进行周向的定位支撑,易造成不锈钢厨具在冲压过程中发生晃动和倾斜,降低了冲压作业时定位的准确性,且难以在冲压的过程中对不锈钢厨具的底部进行吸附支撑,增加了冲压结束后不锈钢厨具弹性形变的概率,降低了不锈钢厨具的成型
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
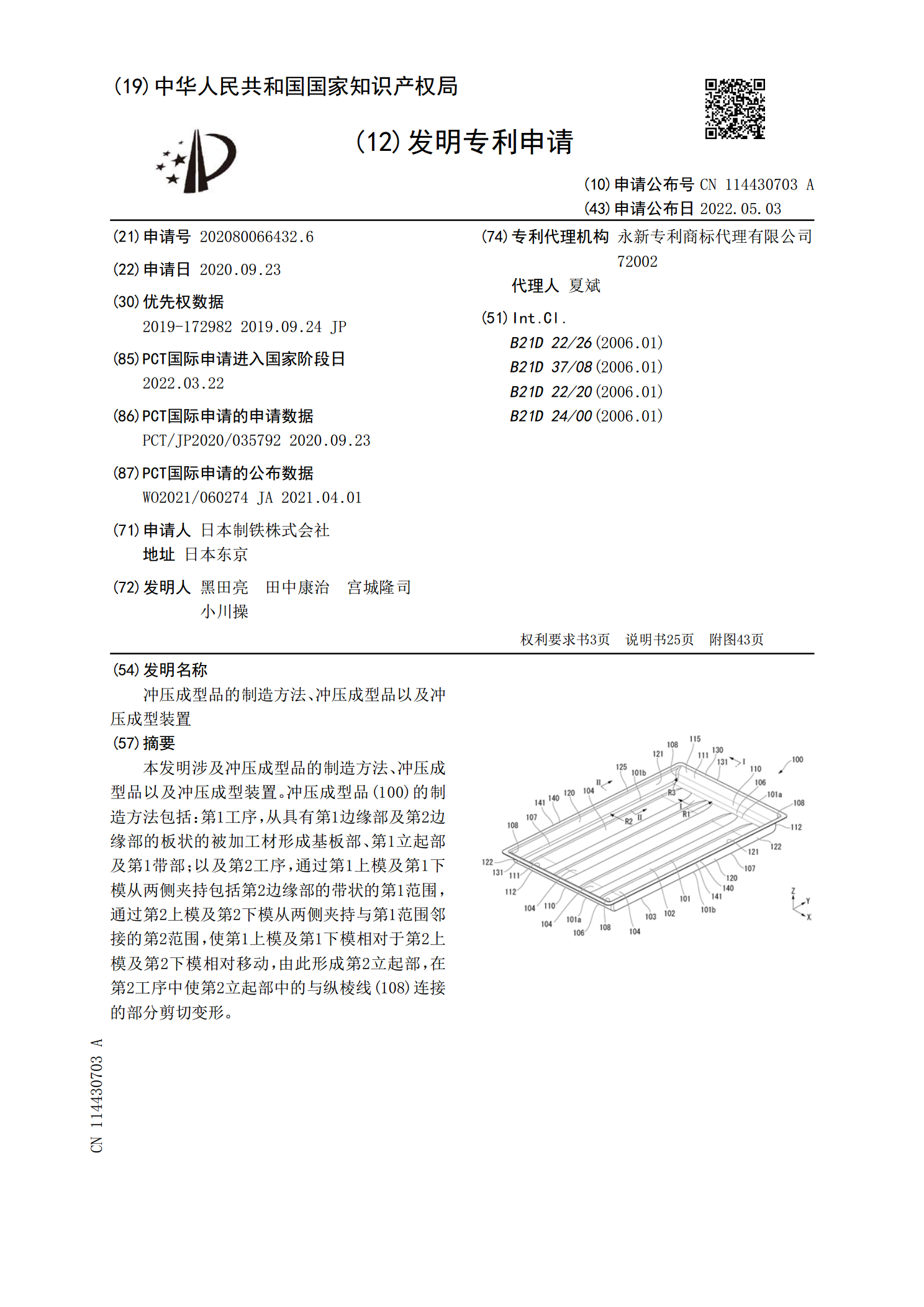
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。
冲压成型方法、冲压模具及冲压系统.pdf
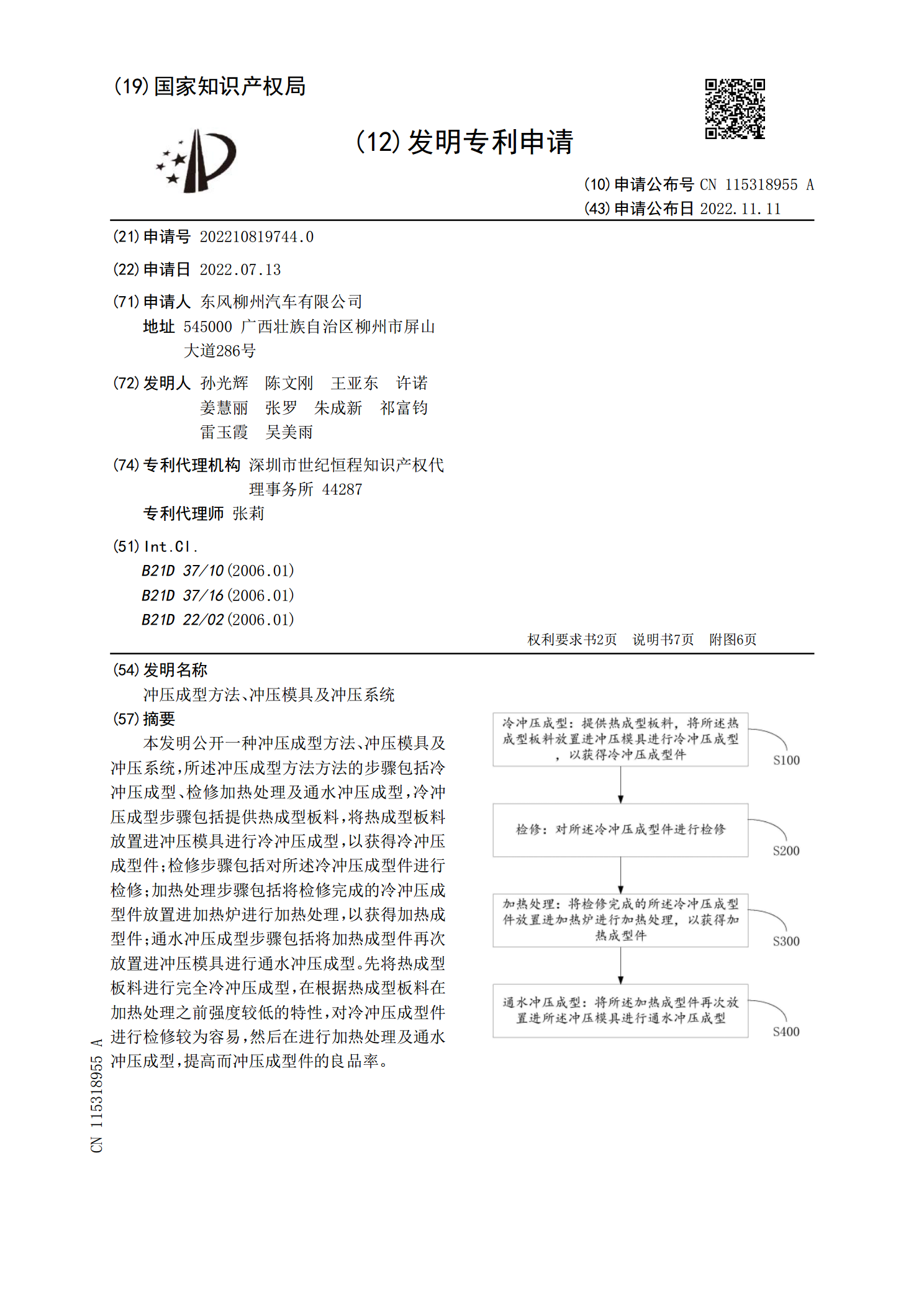
本发明公开一种冲压成型方法、冲压模具及冲压系统,所述冲压成型方法方法的步骤包括冷冲压成型、检修加热处理及通水冲压成型,冷冲压成型步骤包括提供热成型板料,将热成型板料放置进冲压模具进行冷冲压成型,以获得冷冲压成型件;检修步骤包括对所述冷冲压成型件进行检修;加热处理步骤包括将检修完成的冷冲压成型件放置进加热炉进行加热处理,以获得加热成型件;通水冲压成型步骤包括将加热成型件再次放置进冲压模具进行通水冲压成型。先将热成型板料进行完全冷冲压成型,在根据热成型板料在加热处理之前强度较低的特性,对冷冲压成型件进行检修较
冲压成型方法.pdf
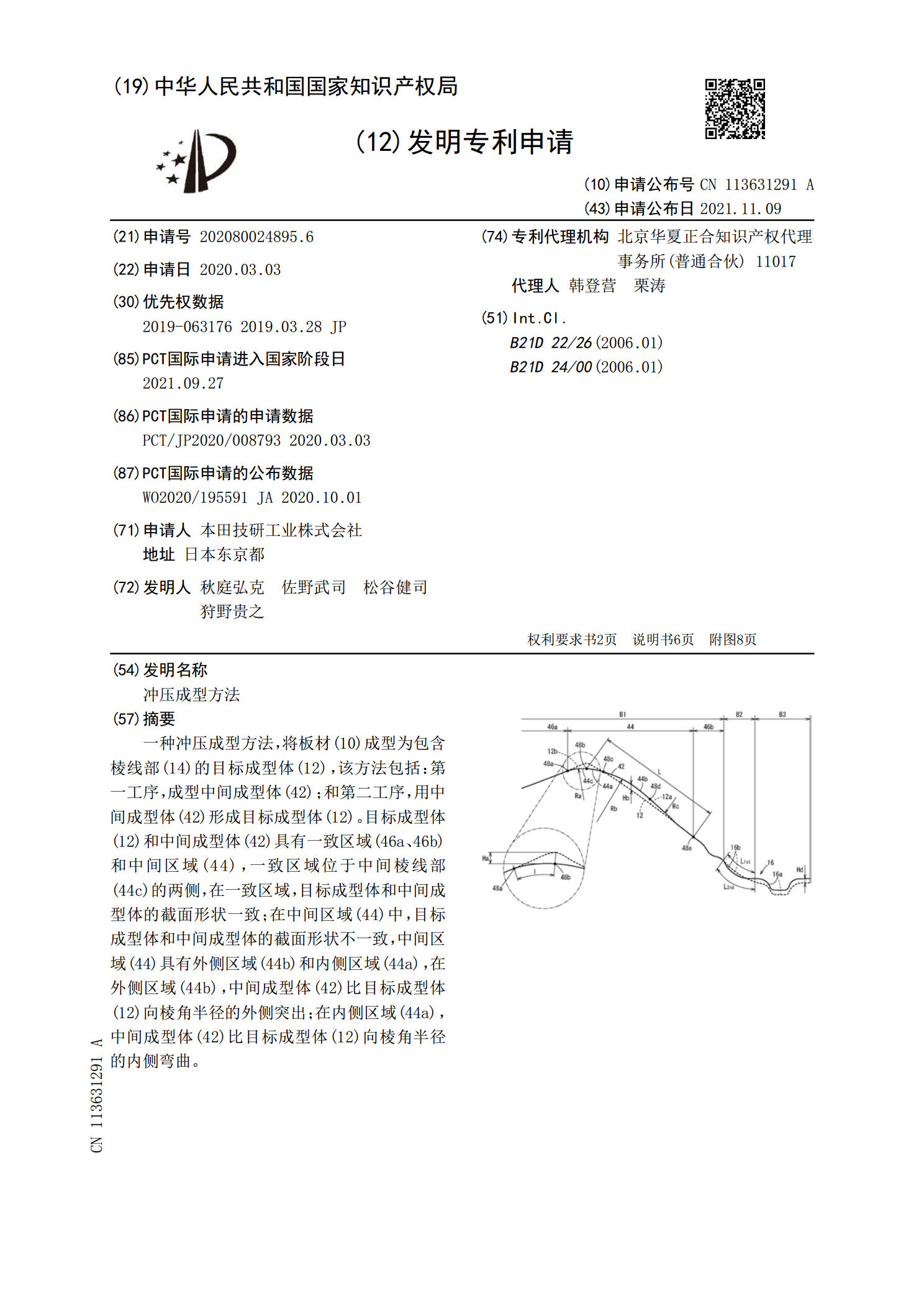
一种冲压成型方法,将板材(10)成型为包含棱线部(14)的目标成型体(12),该方法包括:第一工序,成型中间成型体(42);和第二工序,用中间成型体(42)形成目标成型体(12)。目标成型体(12)和中间成型体(42)具有一致区域(46a、46b)和中间区域(44),一致区域位于中间棱线部(44c)的两侧,在一致区域,目标成型体和中间成型体的截面形状一致;在中间区域(44)中,目标成型体和中间成型体的截面形状不一致,中间区域(44)具有外侧区域(44b)和内侧区域(44a),在外侧区域(44b),中间成型

冲压成型设备.doc
冲压与塑料成型设备第二章1、冲压用的压力机有哪几种类型?各有何特点?答:按工艺用途可分为通用压力机和专用压力机。通用压力机适用于多种工艺用途;专用压力机用途较为单一.按机身结构可分为开式压力机和闭式压力机。开式压力机的机身形状类似于英文字母C;闭式压力机机身左右两侧是封闭的,只能从前后两个方向接近模具操作空间较小,操作不太方便.2、曲柄压力机由哪几部分组成?答:曲柄压力机由以下几个部分组成:1)工作机构:其作用是将传动系统的旋转运动变换为滑块的往复直线运动。2)传动系统3)操作系统4)能源系统5)支承部件