
一种锥形件液态挤压成型工艺.pdf

努力****亚捷


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锥形件液态挤压成型工艺.pdf
本发明公开了一种锥形件液态挤压成型工艺,包括以下步骤:(1)选料;(2)材料检验;(3)校直;(4)去毛刺与淬火;(5)粗加工:对材料在锯床上固定和切割,并进行抛光处理,留1.0mm的精加工余量;(6)精加工:先采用对粗加工后的材料进行表面浸渍,酸浸渍后进行电镀,随后在熔炉内熔化,待凝固时进行增压,压强为200MPa,并进行冲压扭转;(7)成品:研磨后的锥形件进行热处理,冷却后加入保护油浸溶。本发明所述加工工艺得到的锥形件达到相关国家标准。
一种管件挤压成型设备及挤压成型工艺.pdf
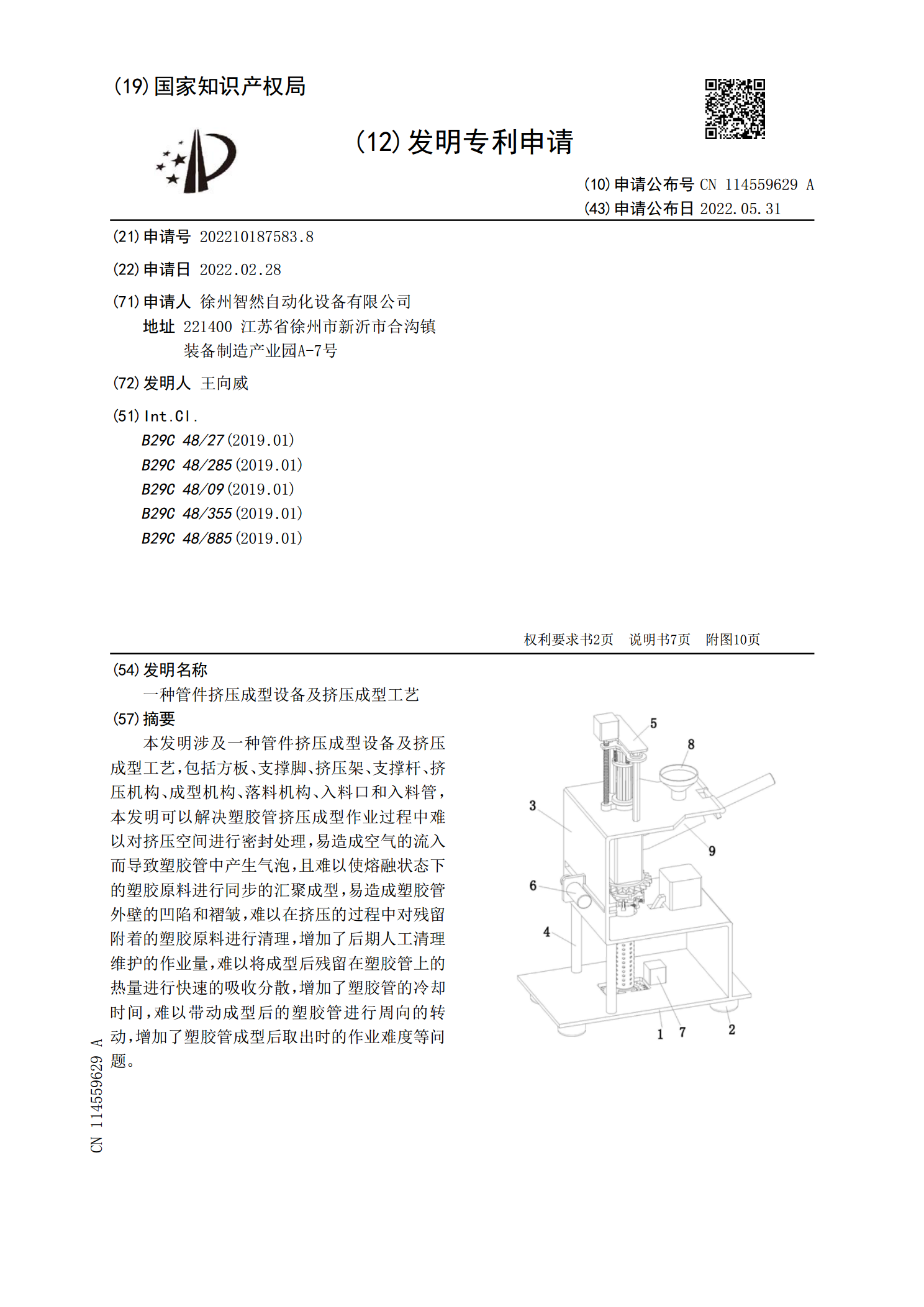
本发明涉及一种管件挤压成型设备及挤压成型工艺,包括方板、支撑脚、挤压架、支撑杆、挤压机构、成型机构、落料机构、入料口和入料管,本发明可以解决塑胶管挤压成型作业过程中难以对挤压空间进行密封处理,易造成空气的流入而导致塑胶管中产生气泡,且难以使熔融状态下的塑胶原料进行同步的汇聚成型,易造成塑胶管外壁的凹陷和褶皱,难以在挤压的过程中对残留附着的塑胶原料进行清理,增加了后期人工清理维护的作业量,难以将成型后残留在塑胶管上的热量进行快速的吸收分散,增加了塑胶管的冷却时间,难以带动成型后的塑胶管进行周向的转动,增加了

变壁厚锥形件挤压工艺优化.docx
变壁厚锥形件挤压工艺优化近年来,由于社会经济日益发展,对机械设备精度的要求也越来越高。而变壁厚锥形件作为机械零件的一种,其形状和精度要求较高,对于其挤压加工工艺的优化也越来越引起人们的关注。本文将从变壁厚锥形件挤压工艺优化的角度出发,探讨其在各方面的研究和应用。一、变壁厚锥形件的挤压加工工艺变壁厚锥形件又称锥桶、锥形机身等,是由圆锥面和柱面组成的一种零件。它广泛应用于制造各种机械设备,如挖掘机、铲运机、发动机、船舶等。其加工过程一般是先通过拉拔、冲压等方法将金属带加工成长形材料,再通过挤压机对其进行挤压成

薄壁深锥形件的冲压成型工艺.docx
薄壁深锥形件的冲压成型工艺薄壁深锥形件的冲压成型工艺摘要:薄壁深锥形件是一种常用的工程零件,具有在汽车、航空航天、家电等领域广泛应用的特点。其制造工艺对产品质量和成本具有重要影响。本文以薄壁深锥形件的冲压成型工艺为研究对象,探讨了其成型过程、工艺参数以及优化策略,旨在提高制造效率和产品质量。1.引言薄壁深锥形件在现代制造业中具有广泛应用。它具有结构紧凑、轻量化、高刚度等特点,适用于汽车车身、飞机机身、家电外壳等领域。薄壁深锥形件的制造工艺与产品性能密切相关,因此研究其冲压成型工艺具有重要意义。2.薄壁深锥

某铝合金圆锥形壳体的温挤压成型工艺.docx
某铝合金圆锥形壳体的温挤压成型工艺温挤压成型是一种重要的金属成型工艺,在铝合金材料的加工中得到广泛应用。本文将对某铝合金圆锥形壳体的温挤压成型工艺进行探讨和分析。第一部分:引言铝合金具有密度低、强度高、导电性好、导热性好等优点,被广泛应用于各种工业领域。温挤压成型是一种将金属料坯在一定温度下进行挤压成型的工艺。相比于常温挤压成型,温挤压成型可以提高合金的塑性、降低工件的变形阻力和表面质量,从而得到更高质量的产品。第二部分:温挤压成型工艺的特点温挤压成型工艺是一种结合了热挤压和冷挤压工艺的方法。在温挤压过程