
一种用于铝-钢异种板材焊接的电阻点焊装置及焊接方法.pdf

Th****s3

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于铝-钢异种板材焊接的电阻点焊装置及焊接方法.pdf
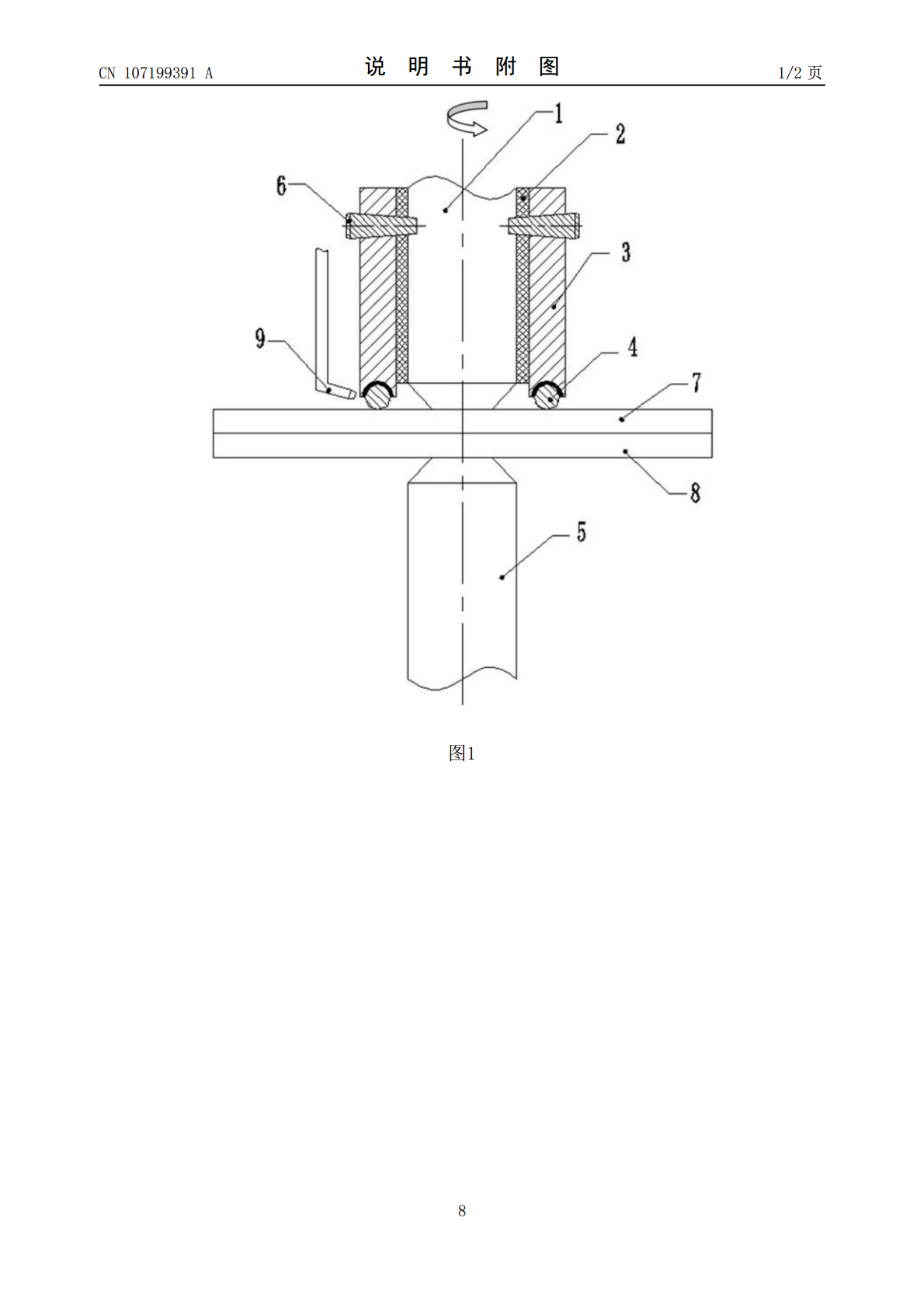
本发明涉及一种用于铝‑钢异种板材焊接的电阻点焊装置及焊接方法,主要解决现有铝‑钢异种板材电阻点焊存在的铝板翘曲变形、焊接质量差、生产效率低和操作不安全的技术问题。本发明电阻点焊装置,包括中心铜电极、绝缘环、钢套、下部铜电极和绝缘销,钢套与中心铜电极同轴,钢套的内壁和中心铜电极之间设有与绝缘环厚度相匹配的间隙,中心铜电极外侧镶套绝缘环,钢套、绝缘环和中心铜电极通过绝缘销固定连接成整体构成复合电极,下部铜电极和中心铜电极同轴,复合电极和下部铜电极周边外置有冷却喷嘴。本发明装置制作成本低,焊接效率高,焊接质量高
一种钢-铝异种金属电阻点焊电极帽及点焊方法.pdf
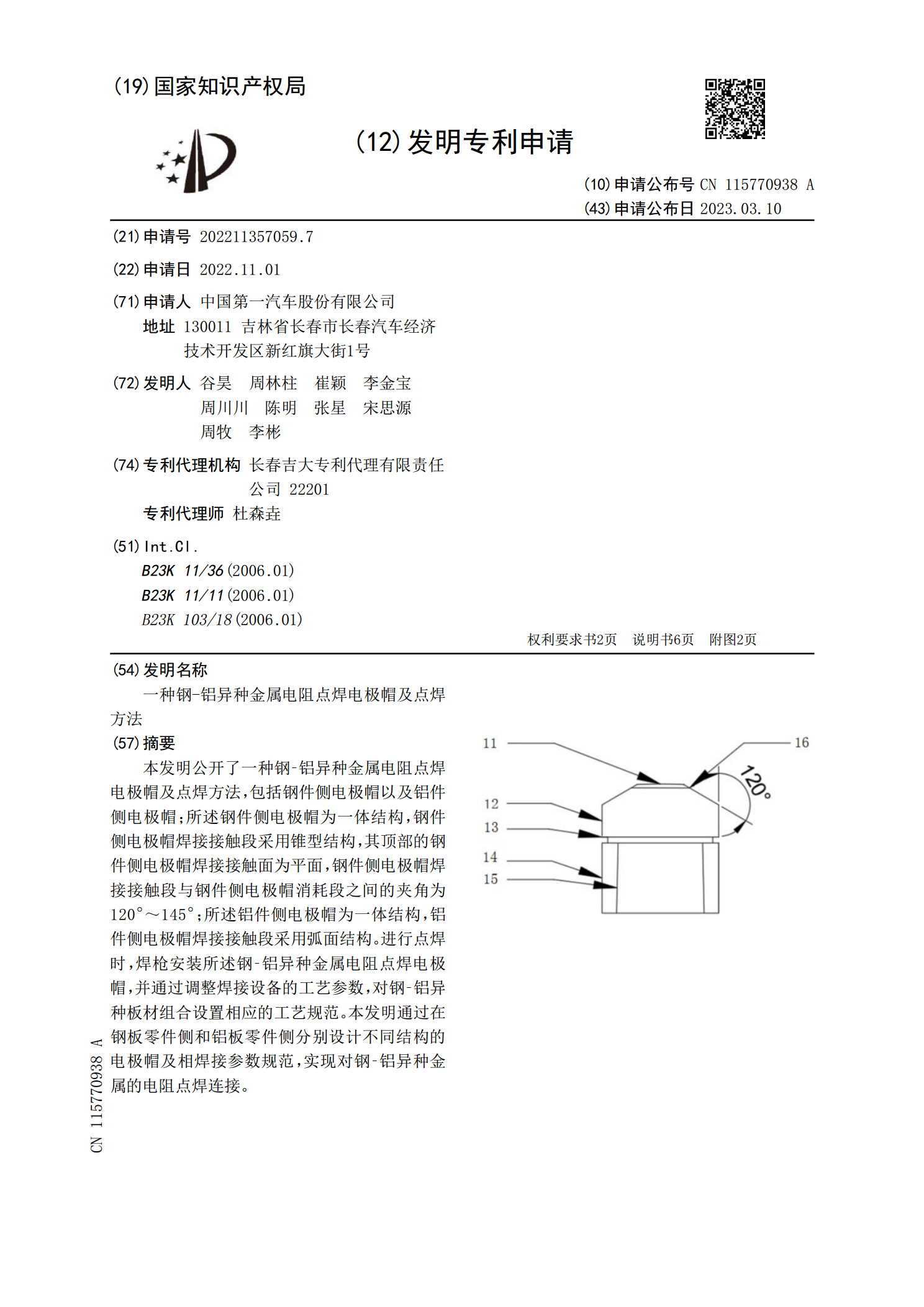
本发明公开了一种钢‑铝异种金属电阻点焊电极帽及点焊方法,包括钢件侧电极帽以及铝件侧电极帽;所述钢件侧电极帽为一体结构,钢件侧电极帽焊接接触段采用锥型结构,其顶部的钢件侧电极帽焊接接触面为平面,钢件侧电极帽焊接接触段与钢件侧电极帽消耗段之间的夹角为120°~145°;所述铝件侧电极帽为一体结构,铝件侧电极帽焊接接触段采用弧面结构。进行点焊时,焊枪安装所述钢‑铝异种金属电阻点焊电极帽,并通过调整焊接设备的工艺参数,对钢‑铝异种板材组合设置相应的工艺规范。本发明通过在钢板零件侧和铝板零件侧分别设计不同结构的电极
电阻点焊部和电阻点焊方法、以及电阻点焊接头和电阻点焊接头的制造方法.pdf
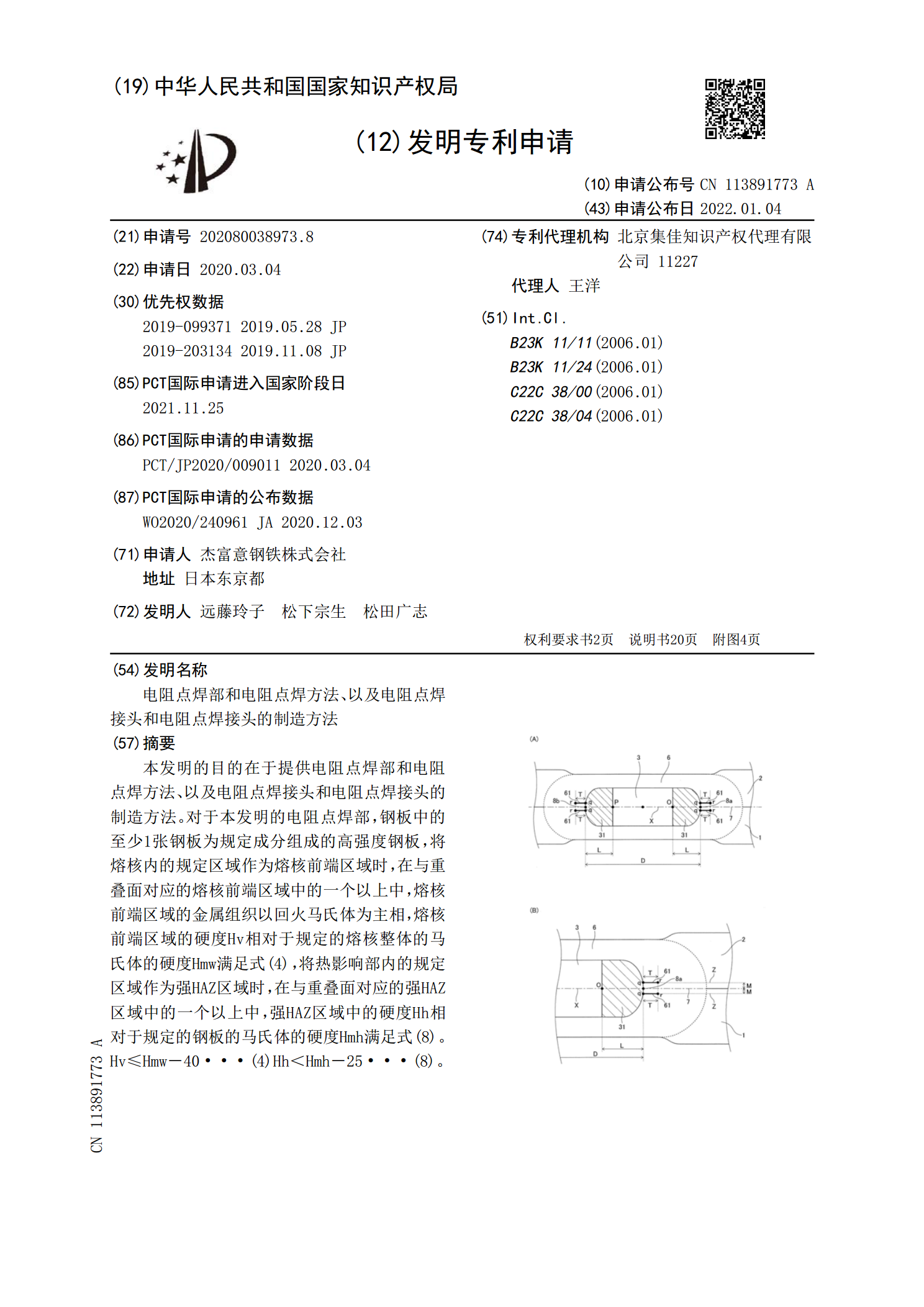
本发明的目的在于提供电阻点焊部和电阻点焊方法、以及电阻点焊接头和电阻点焊接头的制造方法。对于本发明的电阻点焊部,钢板中的至少1张钢板为规定成分组成的高强度钢板,将熔核内的规定区域作为熔核前端区域时,在与重叠面对应的熔核前端区域中的一个以上中,熔核前端区域的金属组织以回火马氏体为主相,熔核前端区域的硬度Hv相对于规定的熔核整体的马氏体的硬度Hmw满足式(4),将热影响部内的规定区域作为强HAZ区域时,在与重叠面对应的强HAZ区域中的一个以上中,强HAZ区域中的硬度Hh相对于规定的钢板的马氏体的硬度Hmh满足

一种镁铝异种合金焊接装置及方法.pdf
本发明公开了一种镁铝异种合金焊接装置及方法,包括机箱和连接在机箱顶部的工作台,工作台顶部设有摩擦焊接机构;摩擦焊接机构通过安装件安装在龙门架上,工作台上安装有用于控制龙门架移动的第一移动机构,龙门架内设有用于带动安装件移动的第二移动机构;安装件一侧连接支撑杆,支撑杆远离安装件一端连接可调节角度的定位机构,用于确定焊接缝的位置;本发明中摩擦焊接机构和定位机构能同步移动,定位机构能确定焊接缝的位置,同时会使摩擦焊接机构的搅拌头对准焊缝,减少后续校准操作,龙门架在带动摩擦焊接机构移动时,定位机构在移动中能对镁合
电阻点焊方法、电阻点焊接头的制造方法.pdf
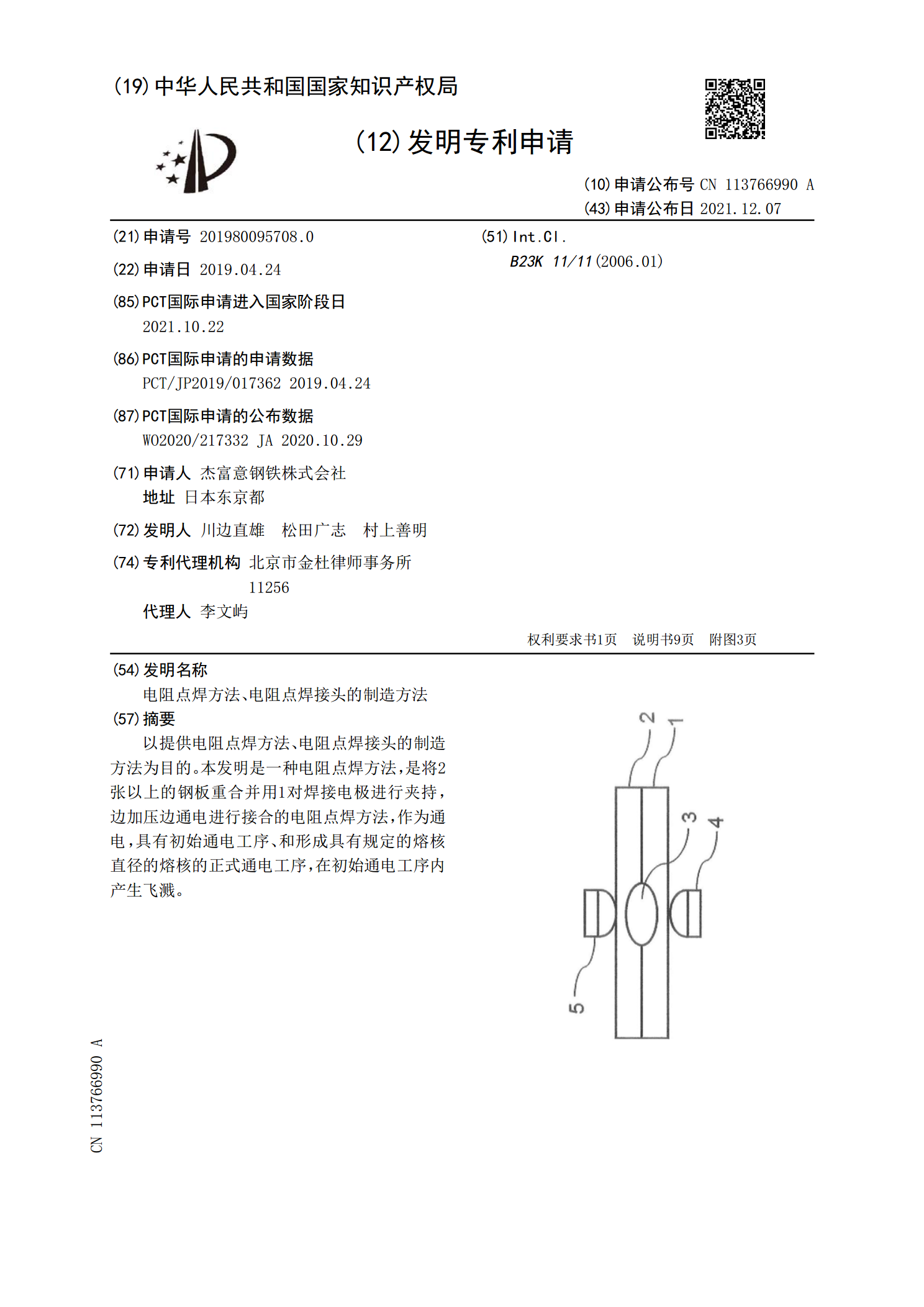
以提供电阻点焊方法、电阻点焊接头的制造方法为目的。本发明是一种电阻点焊方法,是将2张以上的钢板重合并用1对焊接电极进行夹持,边加压边通电进行接合的电阻点焊方法,作为通电,具有初始通电工序、和形成具有规定的熔核直径的熔核的正式通电工序,在初始通电工序内产生飞溅。