
一种金属复合板材成型冲压设备.pdf

Ja****20

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种金属复合板材成型冲压设备.pdf
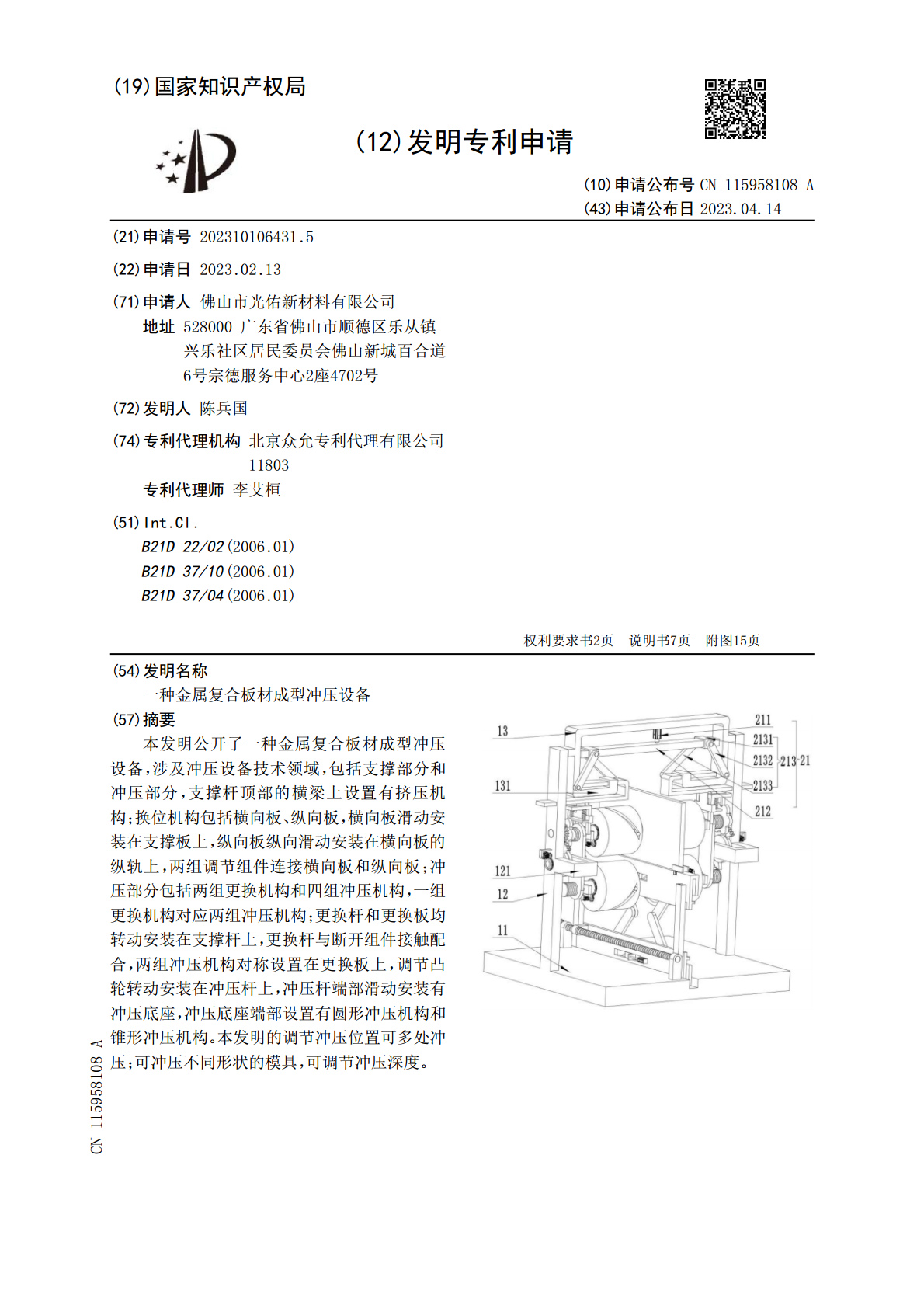
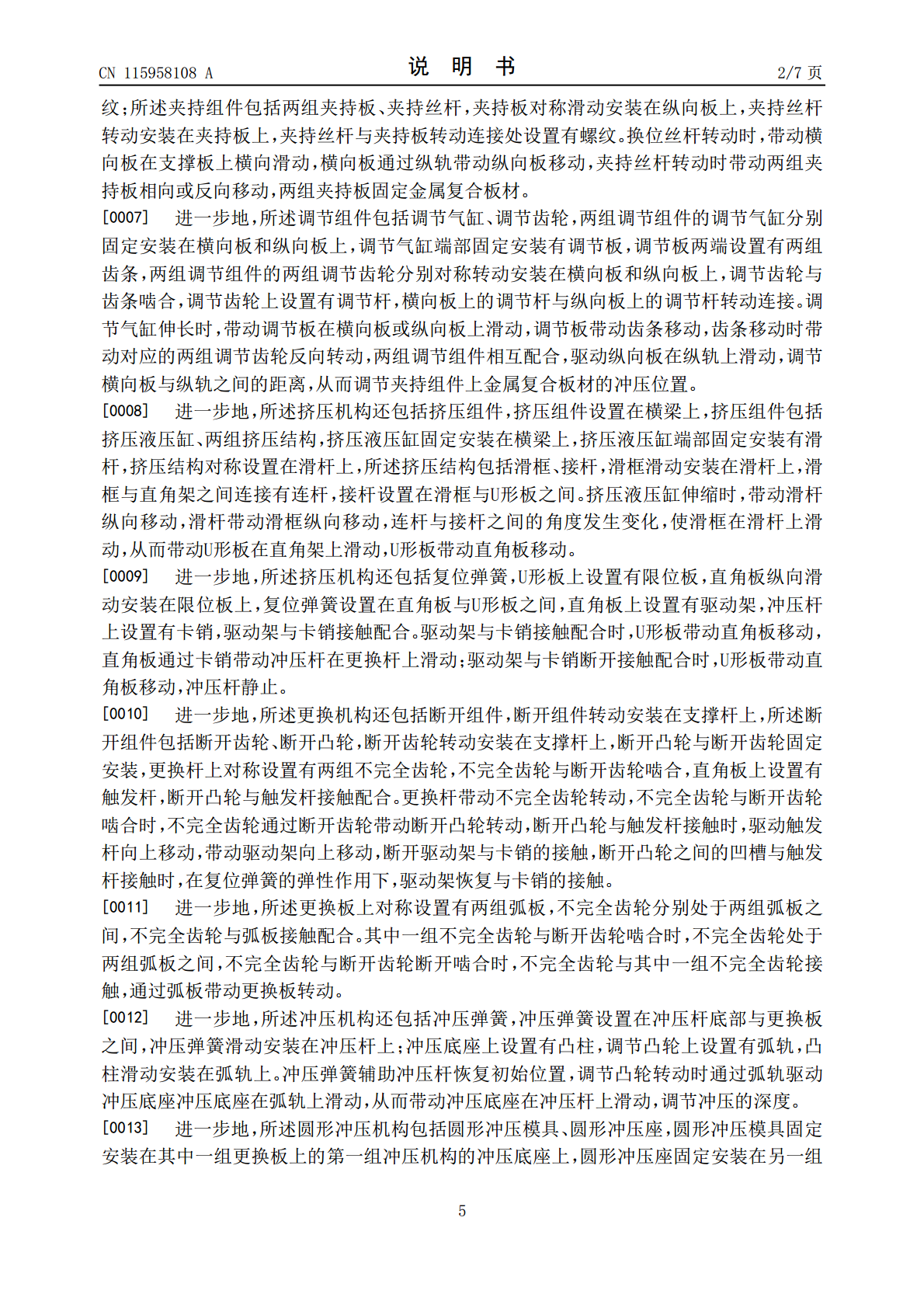
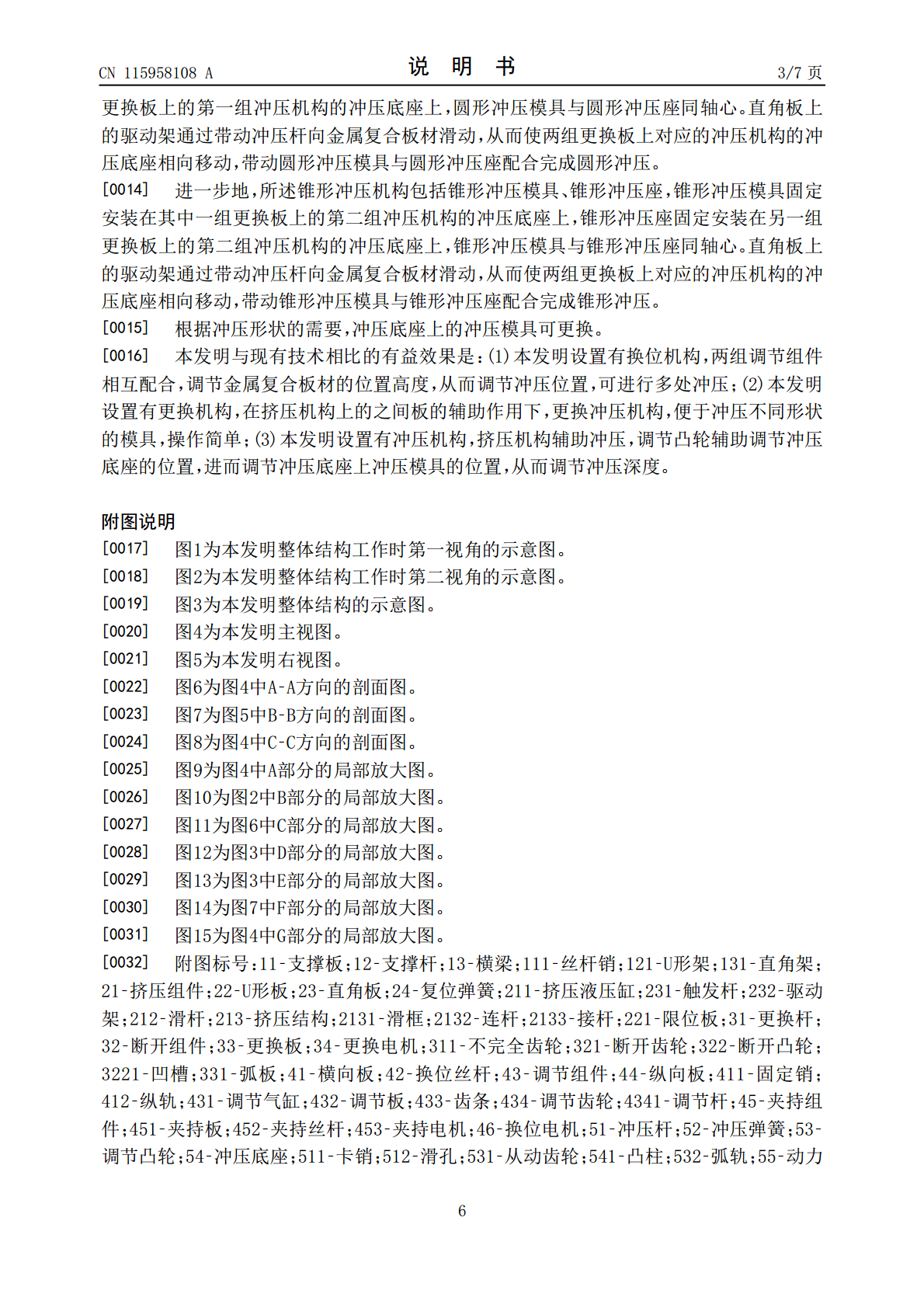
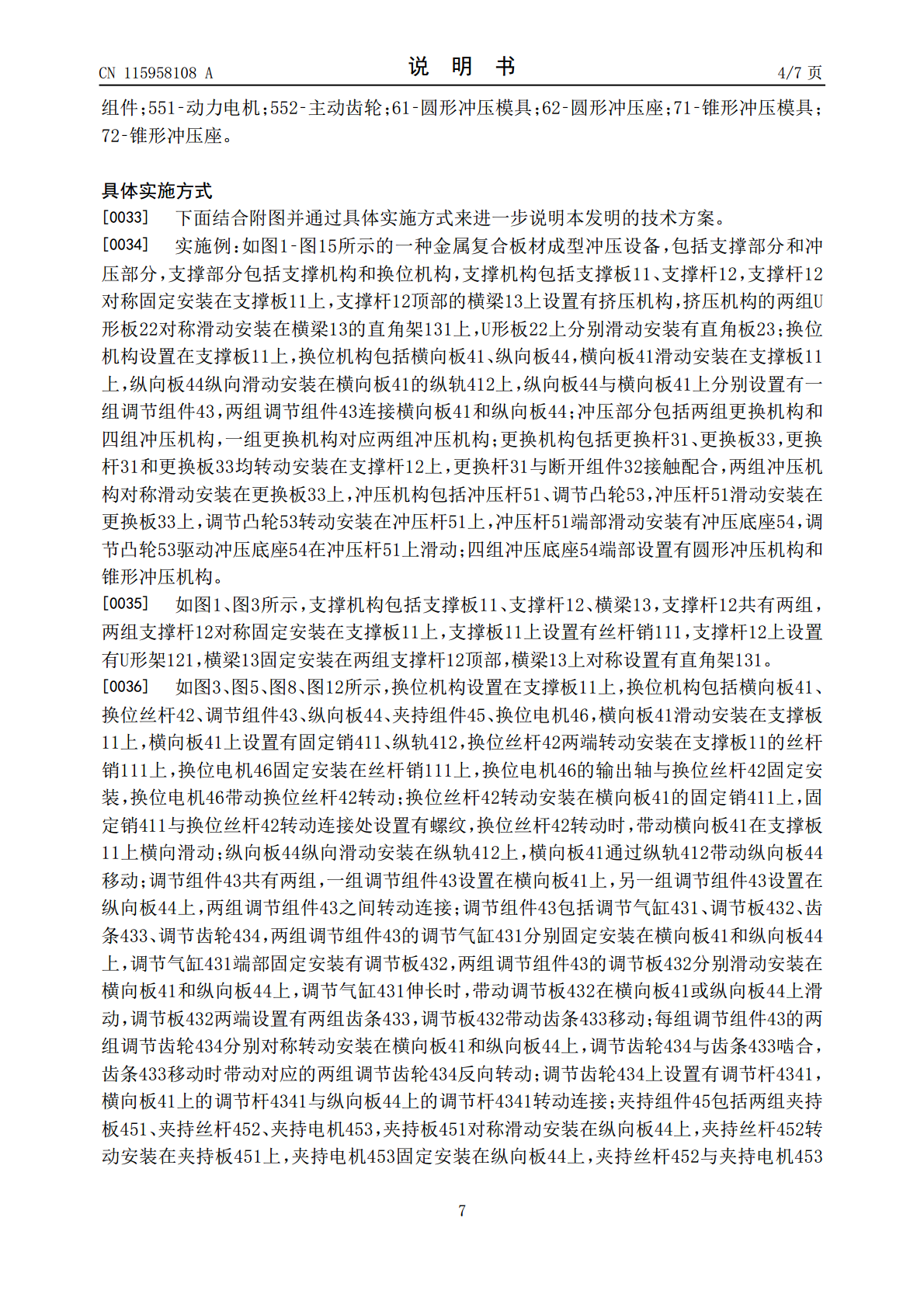
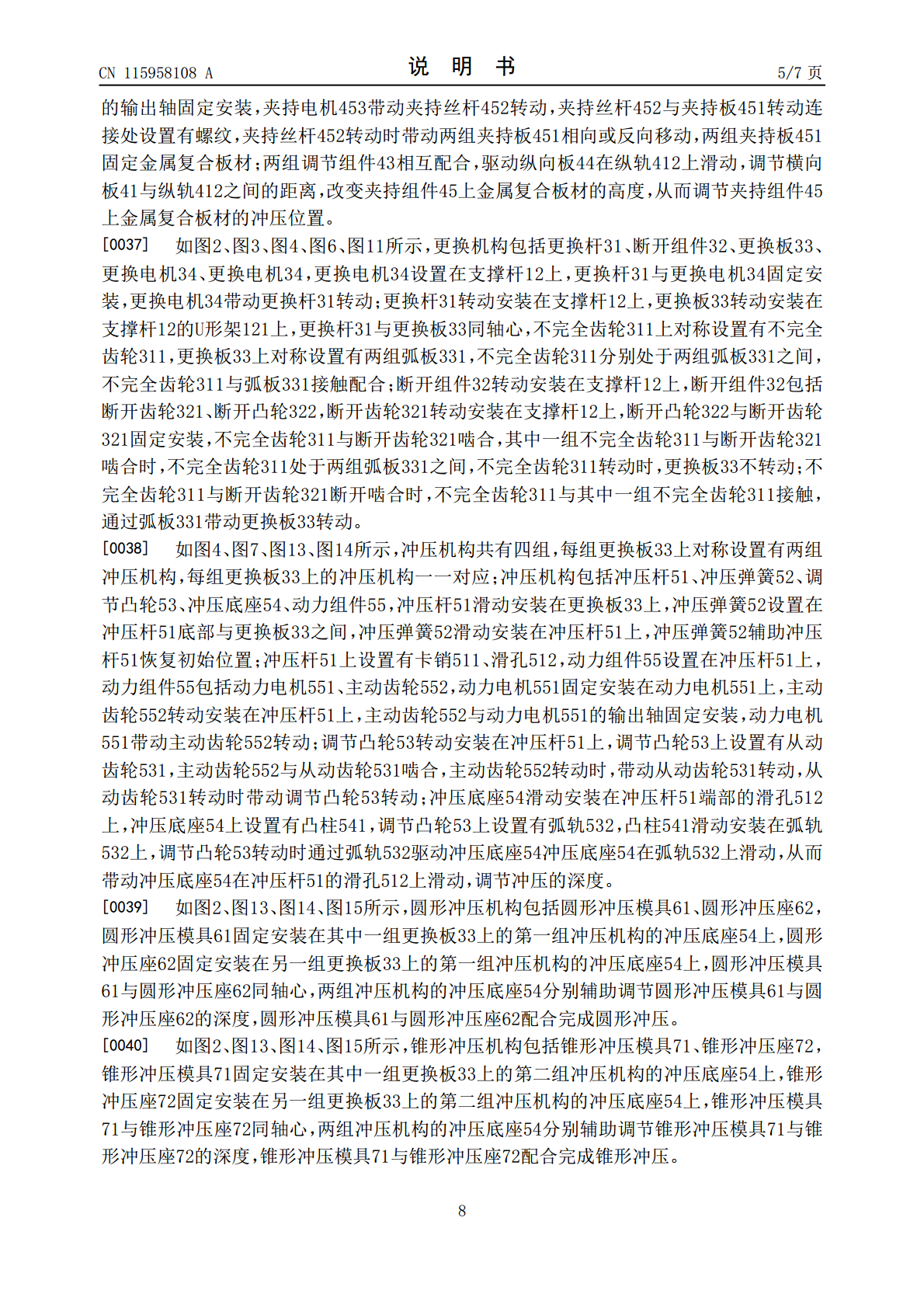
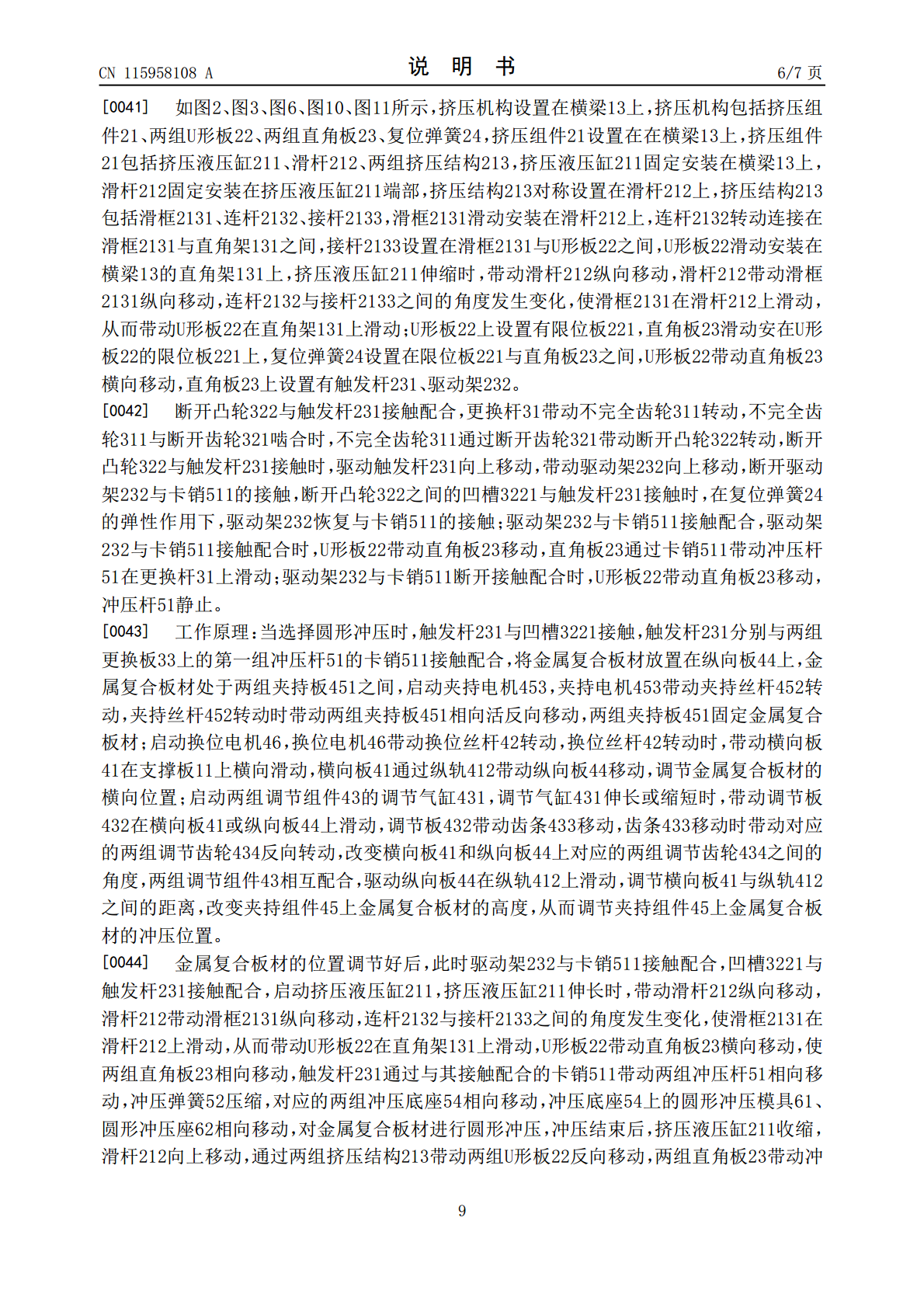
本发明公开了一种金属复合板材成型冲压设备,涉及冲压设备技术领域,包括支撑部分和冲压部分,支撑杆顶部的横梁上设置有挤压机构;换位机构包括横向板、纵向板,横向板滑动安装在支撑板上,纵向板纵向滑动安装在横向板的纵轨上,两组调节组件连接横向板和纵向板;冲压部分包括两组更换机构和四组冲压机构,一组更换机构对应两组冲压机构;更换杆和更换板均转动安装在支撑杆上,更换杆与断开组件接触配合,两组冲压机构对称设置在更换板上,调节凸轮转动安装在冲压杆上,冲压杆端部滑动安装有冲压底座,冲压底座端部设置有圆形冲压机构和锥形冲压机构
一种金属板材加工用冲压成型装置.pdf
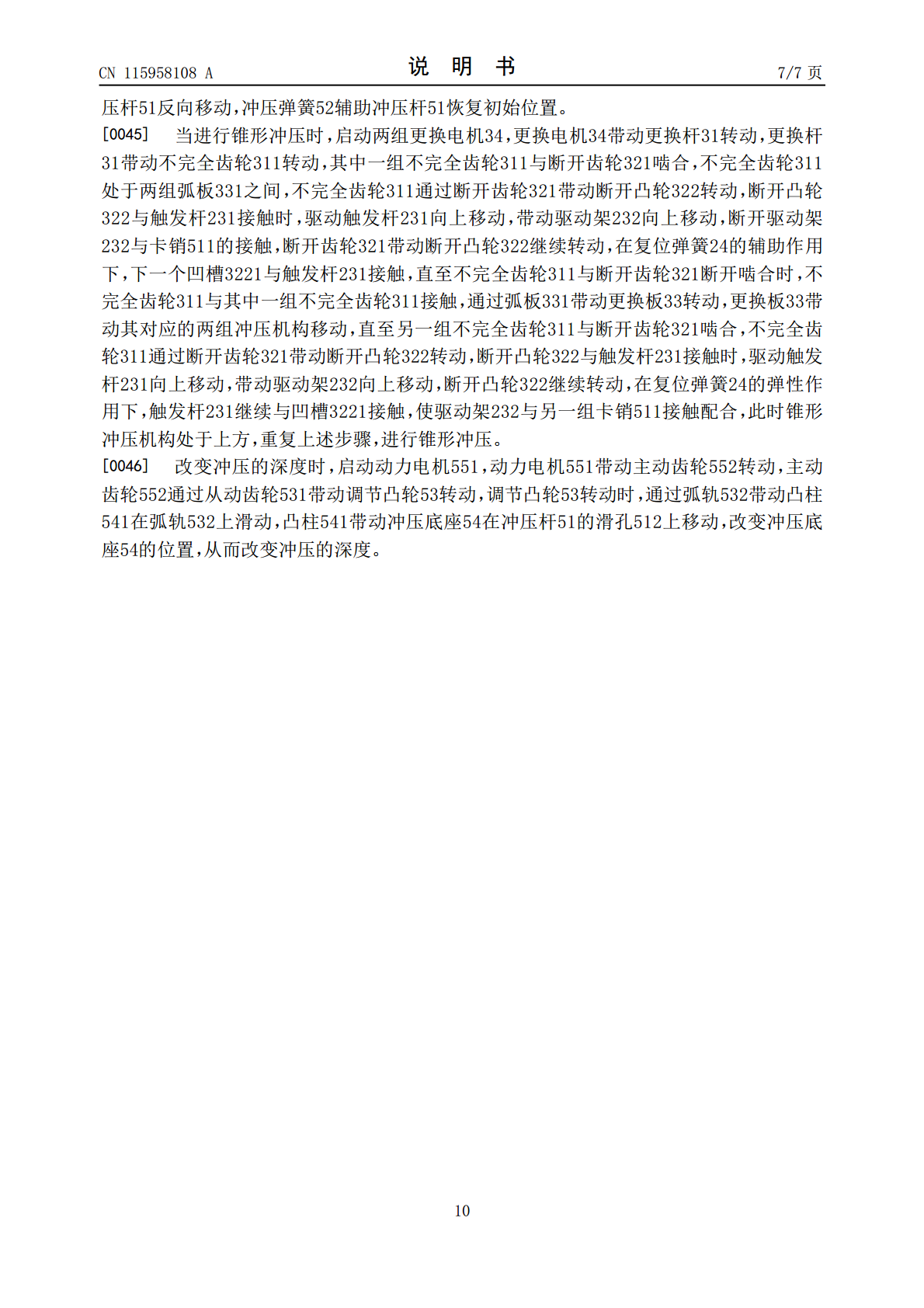
本发明涉及金属板材加工的技术领域,特别是涉及一种金属板材加工用冲压成型装置,其有效提高金属板料在底模槽内的取出便捷性,提高实用性;包括工作台、安装板、液压缸组件、推动板和底模组件,工作台的底端设置有四组支腿,并且四组支腿均对工作台起到支撑作用,工作台的顶端设置有两组导柱,并且两组导柱的底端均与工作台的顶端连接,安装板安装在导柱上,并且两组导柱均对安装板起到支撑作用,液压缸组件安装在安装板的顶端,并且液压缸组件的输出端向下穿过安装板并与推动板的顶端连接,推动板的左右两端滑动安装在两组导柱上,推动板的底端设置
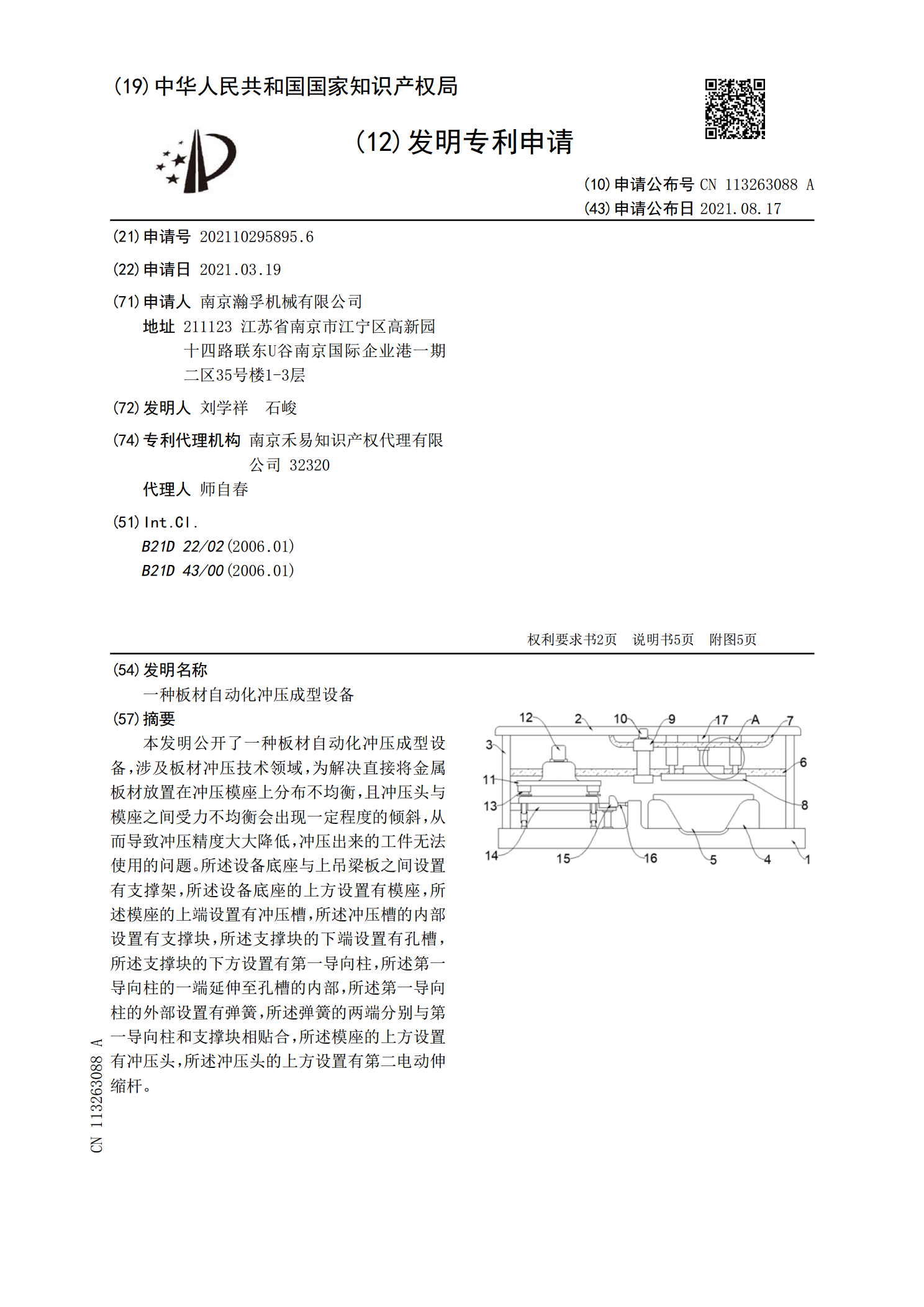
一种板材自动化冲压成型设备.pdf
本发明公开了一种板材自动化冲压成型设备,涉及板材冲压技术领域,为解决直接将金属板材放置在冲压模座上分布不均衡,且冲压头与模座之间受力不均衡会出现一定程度的倾斜,从而导致冲压精度大大降低,冲压出来的工件无法使用的问题。所述设备底座与上吊梁板之间设置有支撑架,所述设备底座的上方设置有模座,所述模座的上端设置有冲压槽,所述冲压槽的内部设置有支撑块,所述支撑块的下端设置有孔槽,所述支撑块的下方设置有第一导向柱,所述第一导向柱的一端延伸至孔槽的内部,所述第一导向柱的外部设置有弹簧,所述弹簧的两端分别与第一导向柱和支
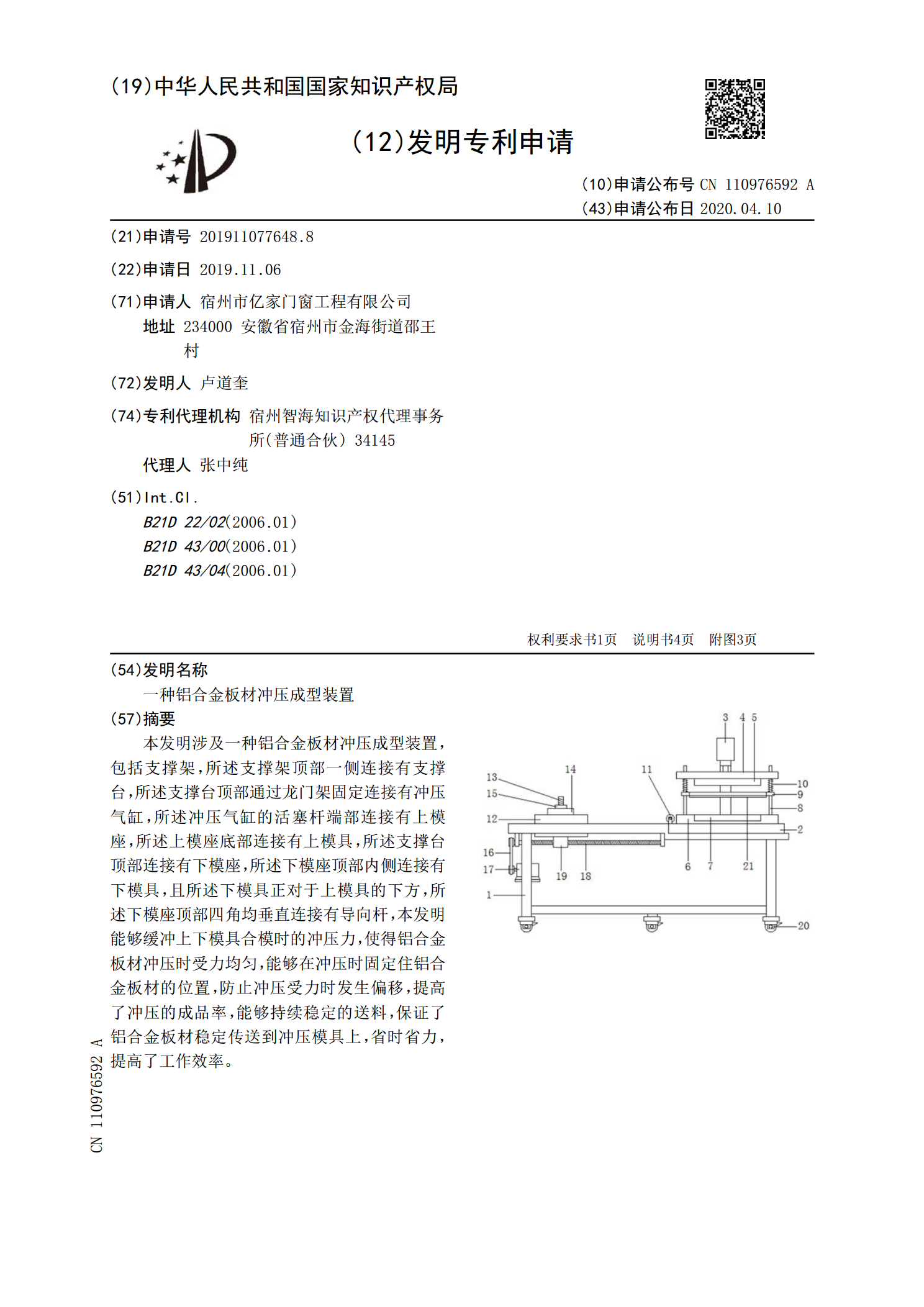
一种铝合金板材冲压成型装置.pdf
本发明涉及一种铝合金板材冲压成型装置,包括支撑架,所述支撑架顶部一侧连接有支撑台,所述支撑台顶部通过龙门架固定连接有冲压气缸,所述冲压气缸的活塞杆端部连接有上模座,所述上模座底部连接有上模具,所述支撑台顶部连接有下模座,所述下模座顶部内侧连接有下模具,且所述下模具正对于上模具的下方,所述下模座顶部四角均垂直连接有导向杆,本发明能够缓冲上下模具合模时的冲压力,使得铝合金板材冲压时受力均匀,能够在冲压时固定住铝合金板材的位置,防止冲压受力时发生偏移,提高了冲压的成品率,能够持续稳定的送料,保证了铝合金板材稳定
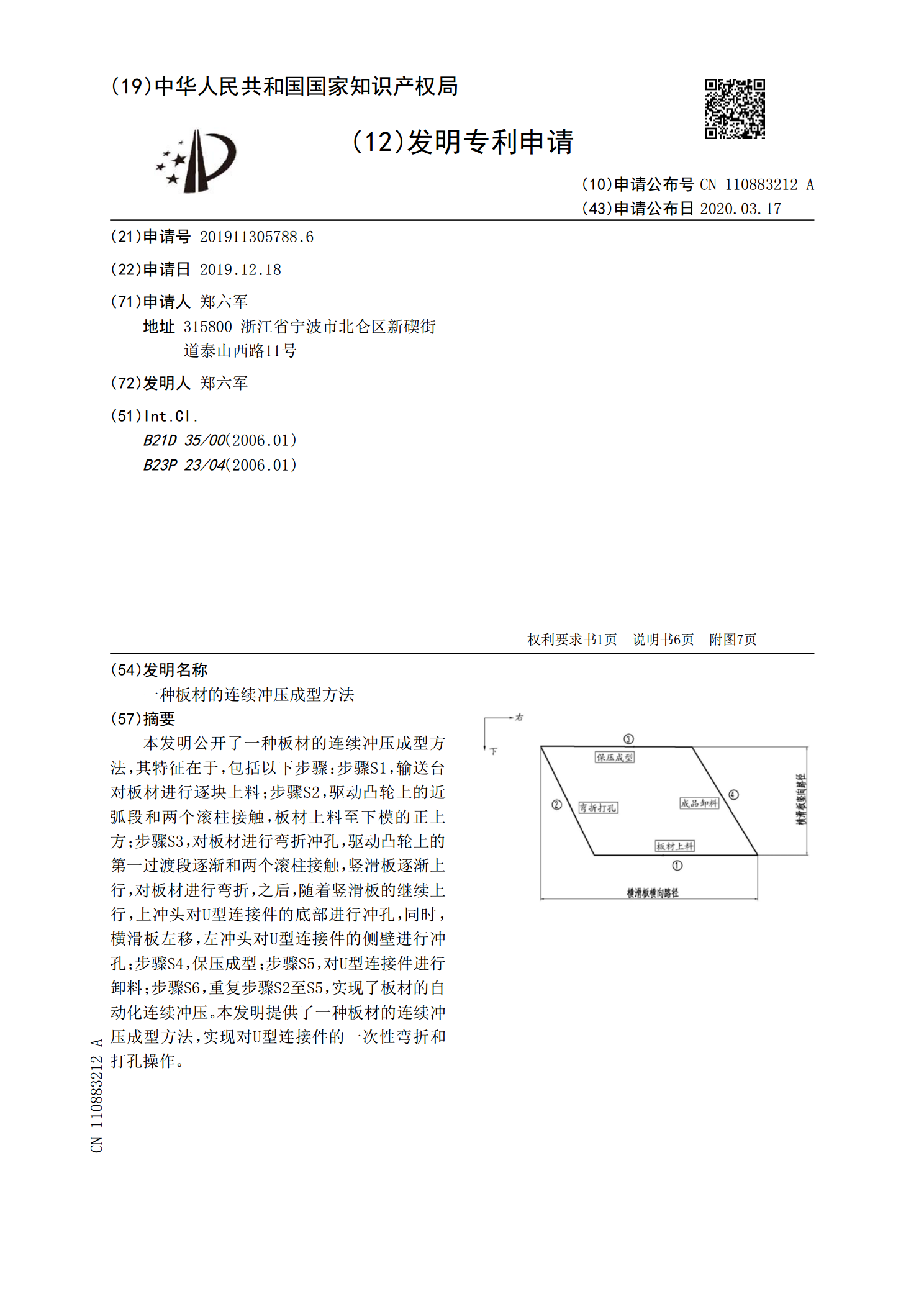
一种板材的连续冲压成型方法.pdf
本发明公开了一种板材的连续冲压成型方法,其特征在于,包括以下步骤:步骤S1,输送台对板材进行逐块上料;步骤S2,驱动凸轮上的近弧段和两个滚柱接触,板材上料至下模的正上方;步骤S3,对板材进行弯折冲孔,驱动凸轮上的第一过渡段逐渐和两个滚柱接触,竖滑板逐渐上行,对板材进行弯折,之后,随着竖滑板的继续上行,上冲头对U型连接件的底部进行冲孔,同时,横滑板左移,左冲头对U型连接件的侧壁进行冲孔;步骤S4,保压成型;步骤S5,对U型连接件进行卸料;步骤S6,重复步骤S2至S5,实现了板材的自动化连续冲压。本发明提供了