
实心轮胎加工方法及由该方法加工出的实心轮胎.pdf

志玉****爱啊


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
实心轮胎加工方法及由该方法加工出的实心轮胎.pdf
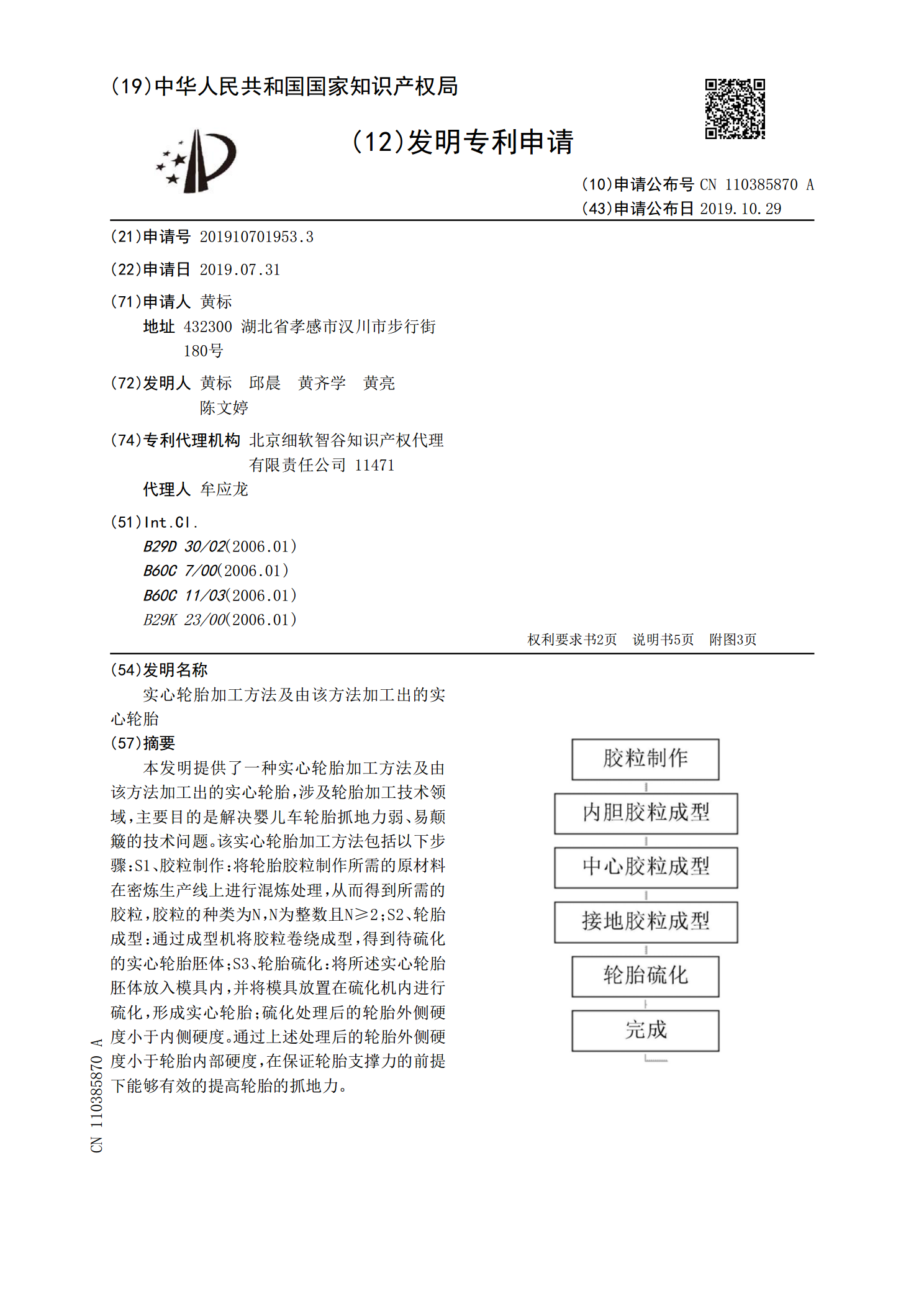
本发明提供了一种实心轮胎加工方法及由该方法加工出的实心轮胎,涉及轮胎加工技术领域,主要目的是解决婴儿车轮胎抓地力弱、易颠簸的技术问题。该实心轮胎加工方法包括以下步骤:S1、胶粒制作:将轮胎胶粒制作所需的原材料在密炼生产线上进行混炼处理,从而得到所需的胶粒,胶粒的种类为N,N为整数且N≥2;S2、轮胎成型:通过成型机将胶粒卷绕成型,得到待硫化的实心轮胎胚体;S3、轮胎硫化:将所述实心轮胎胚体放入模具内,并将模具放置在硫化机内进行硫化,形成实心轮胎;硫化处理后的轮胎外侧硬度小于内侧硬度。通过上述处理后的轮胎外

聚氨酯实心轮胎的模具及其加工方法.pdf
聚氨酯实心轮胎的模具及其加工方法,属于实心轮胎的加工技术领域。下花纹模块由多个下花纹块(5)沿圆周方向拼接构成,且下花纹块(5)通过下花纹块导向机构滑动设置在下固定座(6)内,下花纹块导向机构使下花纹块(5)在向上滑动的同时产生向径向外侧的位移。在开模时,下花纹块在向上滑动的同时产生向径向外侧的位移,从而使下花纹块相互分离并脱离轮胎,便于将轮胎从轮胎模腔中取出,聚氨酯实心轮胎的加工方法,可以将原材料中的气泡挤出,并采用两次硫化,生产的聚氨酯低速实心轮胎,耐磨性能是普通橡胶的5~10倍。承载大,解决了橡胶实

制造实心橡胶轮胎的方法、根据该方法制造的实心橡胶轮胎、以及用于实心橡胶轮胎的基体.pdf
一种用于制造用于移动工作机械的实心橡胶轮胎的方法,该全橡胶轮胎包括基体(1),该基体由径向内部基部部分(2)和径向外部弹性部分(3)制成,该径向内部基部部分与轮辋发生接触,并且该基体包括胎面元件(5)和两个侧向轮胎侧部(6),这两个侧向轮胎侧部侧向覆盖至少弹性部分(3),其中,该基部部分(2)和该弹性部分(3)各自通过多层缠绕压延橡胶混合物构造而成,并且其中该胎面部分(5)和这两个侧向轮胎侧部(6)同样地由橡胶混合物形成,实心橡胶轮胎以两阶段构造方法生产,其中,在该第一阶段,该基体(1)被构建并且硫化,并

实心轮胎的生产方法.pdf
本发明公开了实心轮胎的生产方法,涉及实心轮胎生产技术领域。聚氨酯内层(1)是形如实心轮胎的实体结构,纤维骨架层(2)附着在聚氨酯内层(1)的外环胎冠面上,天然胶外层包裹在纤维骨架层(2)和聚氨酯内层(1)的外侧;S1、浇注出聚氨酯内层(1);S2、纤维骨架层(2)沿着圆周方向紧紧贴在聚氨酯内层(1)的外环胎冠面上,形成预制体(10);S3、预制体(10)置于实心轮胎模具(4)的型腔中;S4、浇注液态橡胶,得到实心轮胎。与现有技术相比,本发明中的有益效果:在聚氨酯内层的外侧加设纤维骨架层,有效防止聚氨酯内层

免充气实心轮胎及其制造方法及用于制造实心轮胎的压顶.pdf
本发明涉及一种免充气实心轮胎,包括套装在钢圈上的外胎和容纳在外胎中的内胎,所述内胎为实心内胎,所述免充气实心轮胎还包括使得外胎压紧内胎而产生胎压的胎压保持装置,所述胎压保持装置设置在钢圈上。本发明还公开了相应的免充气实心轮胎制造方法和用于制造实心轮胎的压顶。采用本发明技术方案的免充气实心轮胎,可以克服漏气和爆胎的缺点,保障人们的生命和财产安全;由于预先产生了胎压,其弹性可与现有充气轮胎相当,具有弹性良好、省力,还不会漏气、爆胎。此外,本发明的免充气轮胎结构简单,其实心内胎可重复使用,不产生废物