
一种用于回字型深腔薄壁水冷板的工艺方法.pdf

王秋****哥哥


1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于回字型深腔薄壁水冷板的工艺方法.pdf
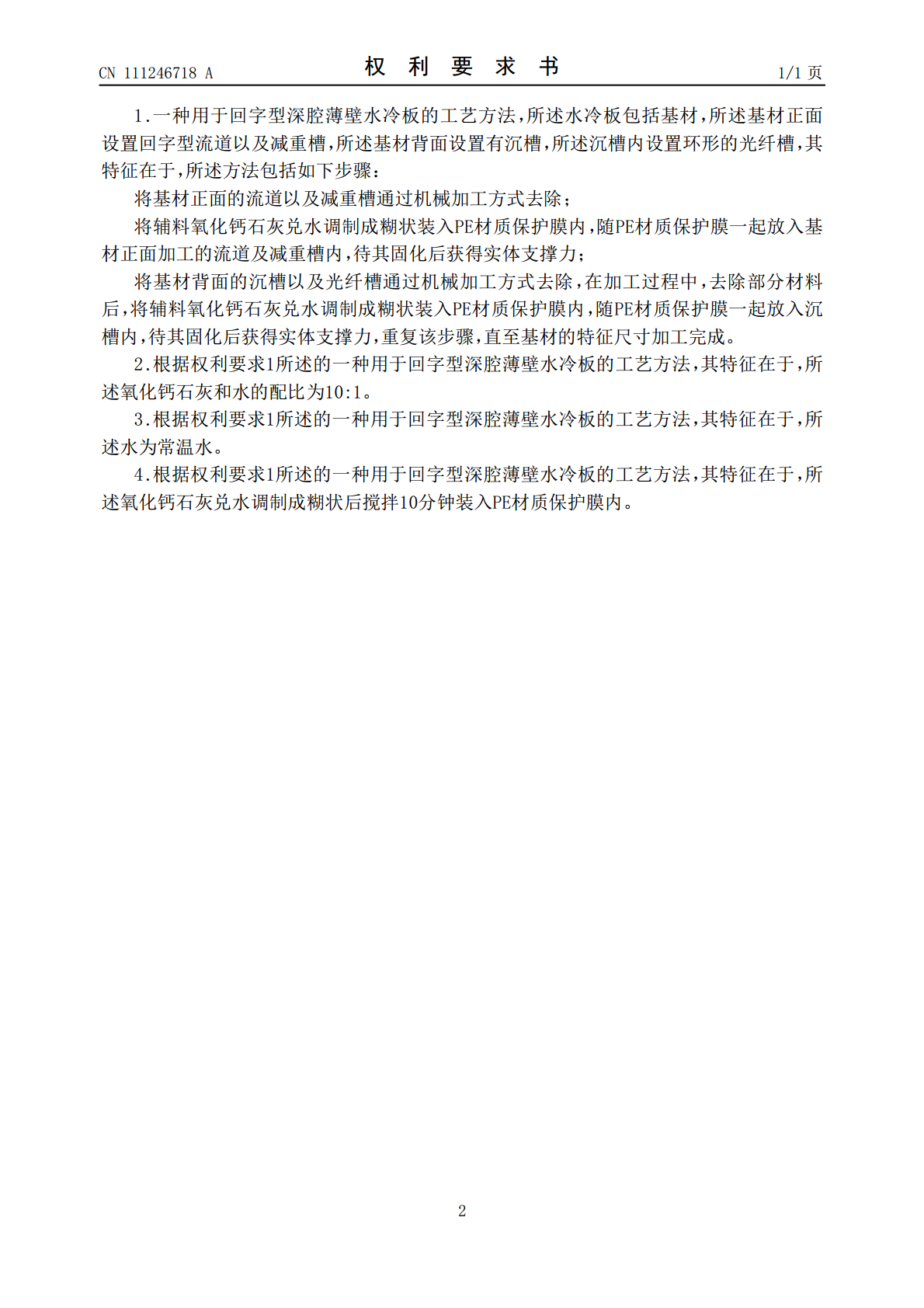
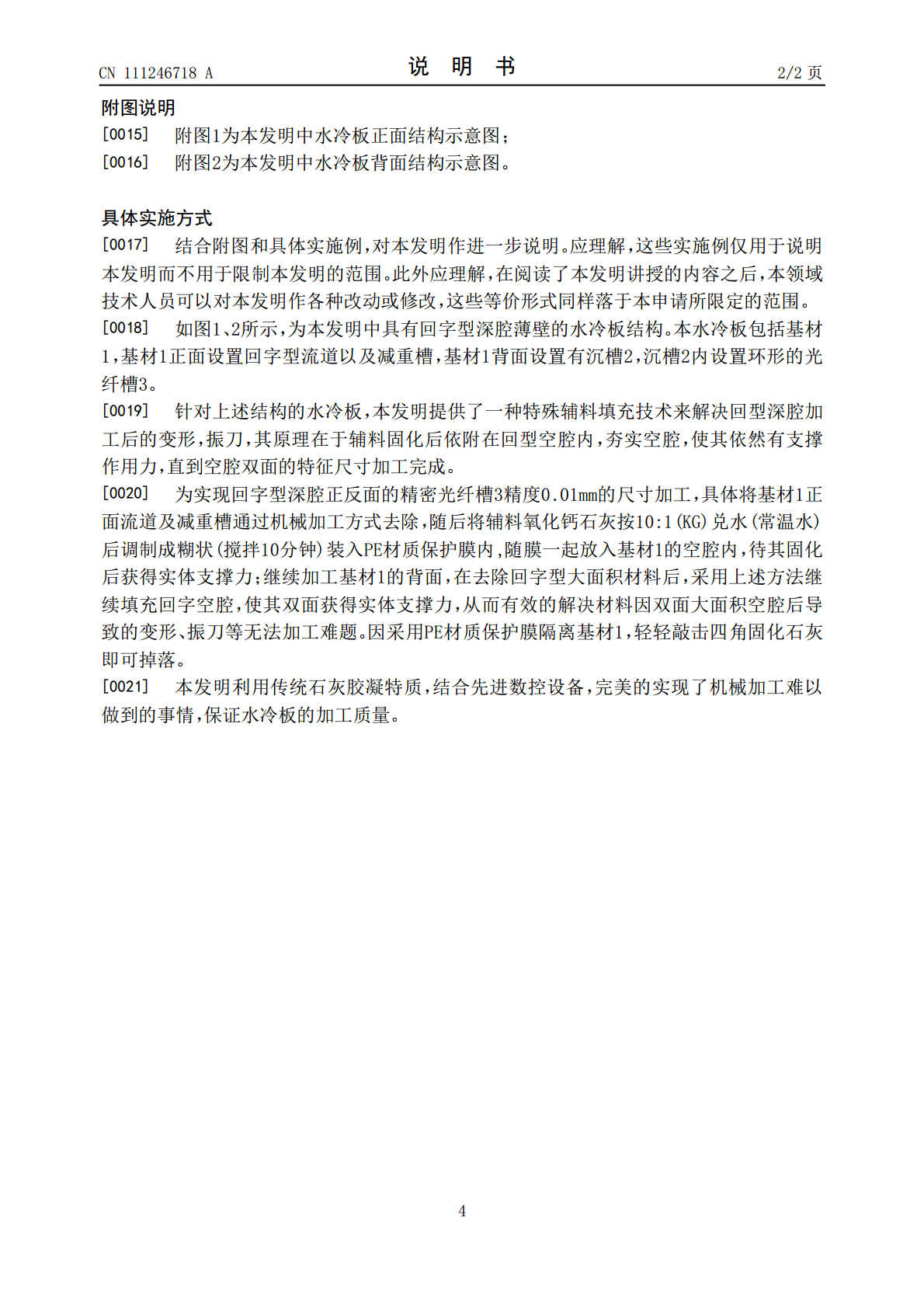
本发明提供一种用于回字型深腔薄壁水冷板的工艺方法,所述方法包括如下步骤:将基材正面的流道以及减重槽通过机械加工方式去除;将辅料氧化钙石灰兑水调制成糊状装入PE材质保护膜内,随PE材质保护膜一起放入基材正面加工的流道及减重槽内,待其固化后获得实体支撑力;将基材背面的沉槽以及光纤槽通过机械加工方式去除,在加工过程中,去除部分材料后,将辅料氧化钙石灰兑水调制成糊状装入PE材质保护膜内,随PE材质保护膜一起放入沉槽内,待其固化后获得实体支撑力,重复该步骤,直至基材的特征尺寸加工完成。本发明能够解决该种结构的水冷板

一种深腔薄壁法兰件复合锻造成型方法.pdf
本发明公开了一种深腔薄壁法兰件复合锻造成型方法,将镦粗后的坯料采用闭式锻造模具锻造出锻件的底部形状,再采用正挤压的模具将锻造出底部形状的坯料挤压成型,最后采用热态冲除内孔连皮,得到最终锻件,实现深腔薄壁法兰锻件无飞边、正挤压成型,不仅可消除传统开式锻造中的厚大飞边;而且避免现有闭式锻造中会出现的冲头太长模具寿命极低,或者缩短冲头延长模具寿命但却需要钻孔等问题。本发明可减少加工余量及加工工序,降低单件锻件材料消耗,有效降低生产成本。

一种深腔薄壁构件热挤压模具.pdf
本发明提供了一种深腔薄壁构件热挤压模具,该热挤压模具包括从上到下依次分布的上模模架(1)、卸料环(5)、和下模模架(7);该上模模架(1)的下方中心固定有挤压凸模(2);下模模架(7)的上方中心具有凹模型腔(15);卸料环(5)位于上模模架(1)和下模模架(7)之间,通过左卸料环(12)和右卸料环(14)对接组合而成;卸料环中固定可滑动的卸料挡板,用于接触挤压后构件上缘将构件与挤压凸模(2)脱离,落入凹模型腔(15)中。本发明挤压成形的深腔薄壁构件通过卸料环作用留在凹模型腔内部,能够获得表面无明显变形的挤
一种适用于深腔型材的加工方法.pdf
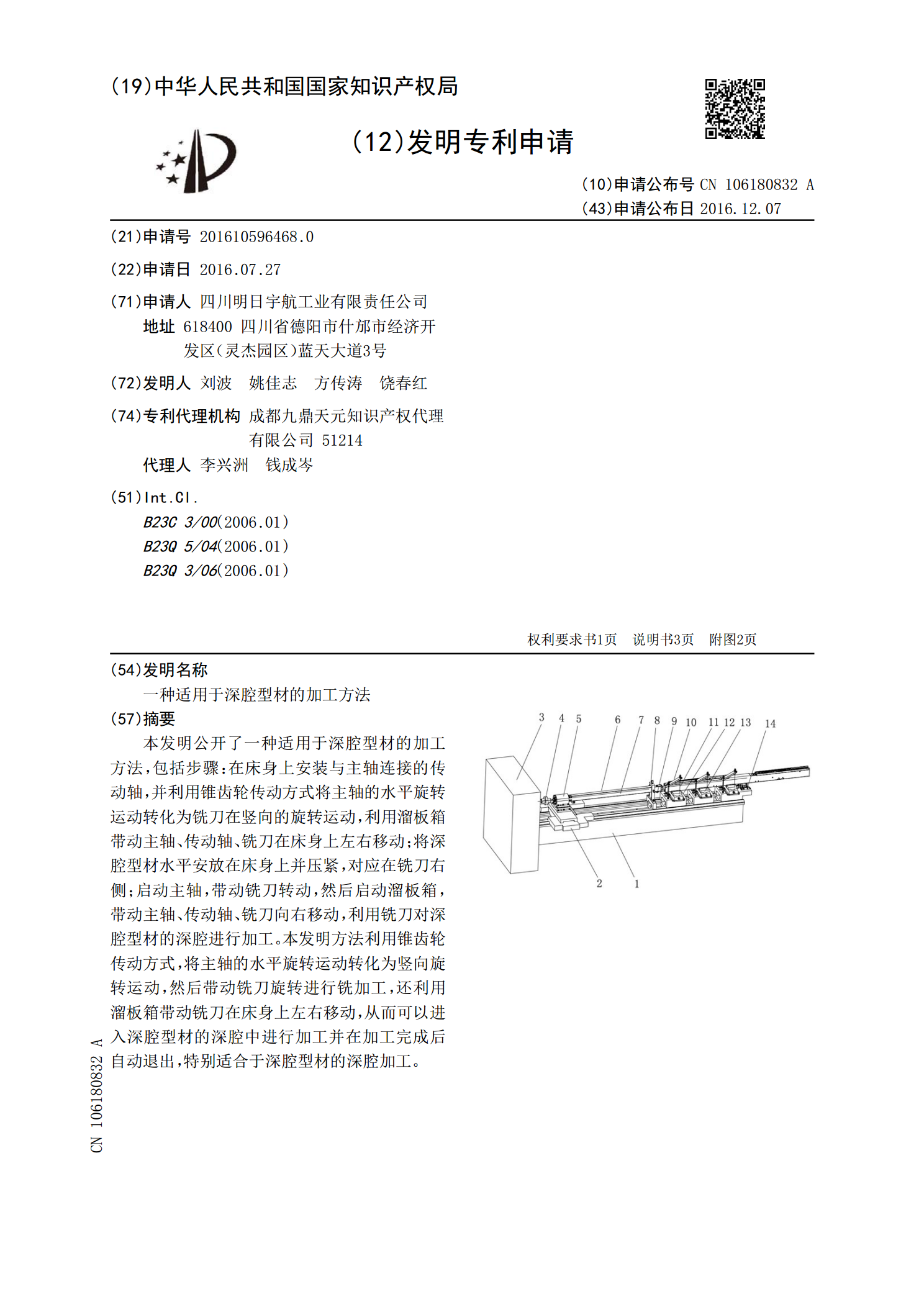
本发明公开了一种适用于深腔型材的加工方法,包括步骤:在床身上安装与主轴连接的传动轴,并利用锥齿轮传动方式将主轴的水平旋转运动转化为铣刀在竖向的旋转运动,利用溜板箱带动主轴、传动轴、铣刀在床身上左右移动;将深腔型材水平安放在床身上并压紧,对应在铣刀右侧;启动主轴,带动铣刀转动,然后启动溜板箱,带动主轴、传动轴、铣刀向右移动,利用铣刀对深腔型材的深腔进行加工。本发明方法利用锥齿轮传动方式,将主轴的水平旋转运动转化为竖向旋转运动,然后带动铣刀旋转进行铣加工,还利用溜板箱带动铣刀在床身上左右移动,从而可以进入深腔

一种薄壁深腔飞机轮毂模锻件的锻造方法.pdf
本发明公开了一种薄壁深腔飞机轮毂模锻件的锻造方法,包括预锻方法和终锻方法。预锻方法中采用的预锻模具包括预锻上凸模和预锻下凹模,所述预锻下凹模的深度与薄壁深腔飞机轮毂终锻模具的下凹模的深度相同,所述预锻下凹模的底面为由下向上缩径的凸台结构,所述预锻上凸模的下表面开设圆形凹槽,所述圆形凹槽底面边缘开设环形凹槽,所述预锻上凸模模膛外侧开设环形凹坑,环形凹坑和环形凹槽的底表面均为弧状,所述预锻上凸模的外壁的倾斜角度与薄壁深腔飞机轮毂终锻模具的上凸模的外壁的倾斜角度相同,所述预锻下凹模内壁的倾斜角度与薄壁深腔飞机轮