
一种适用于深腔型材的加工方法.pdf

猫巷****忠娟

1/7
2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于深腔型材的加工方法.pdf
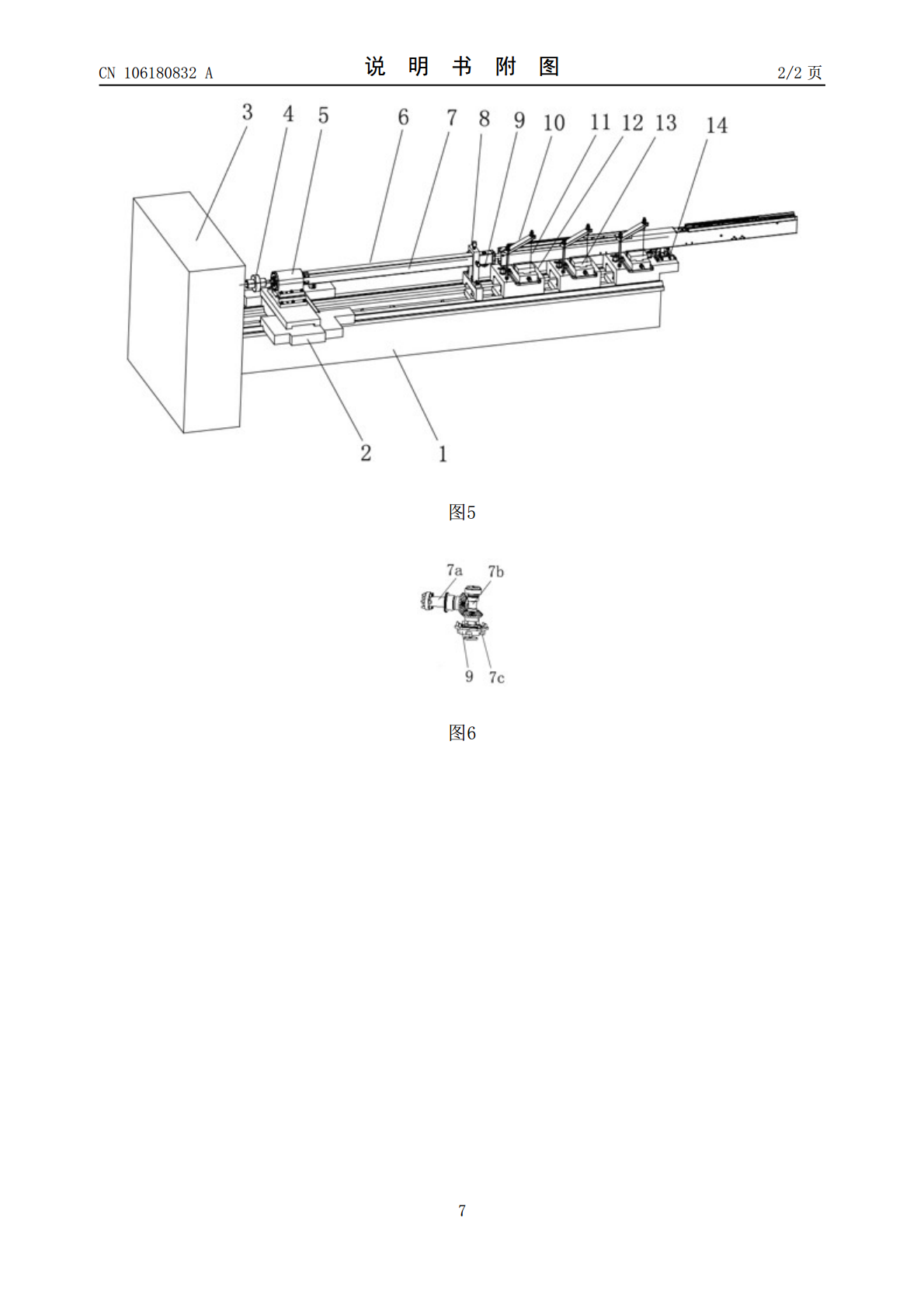
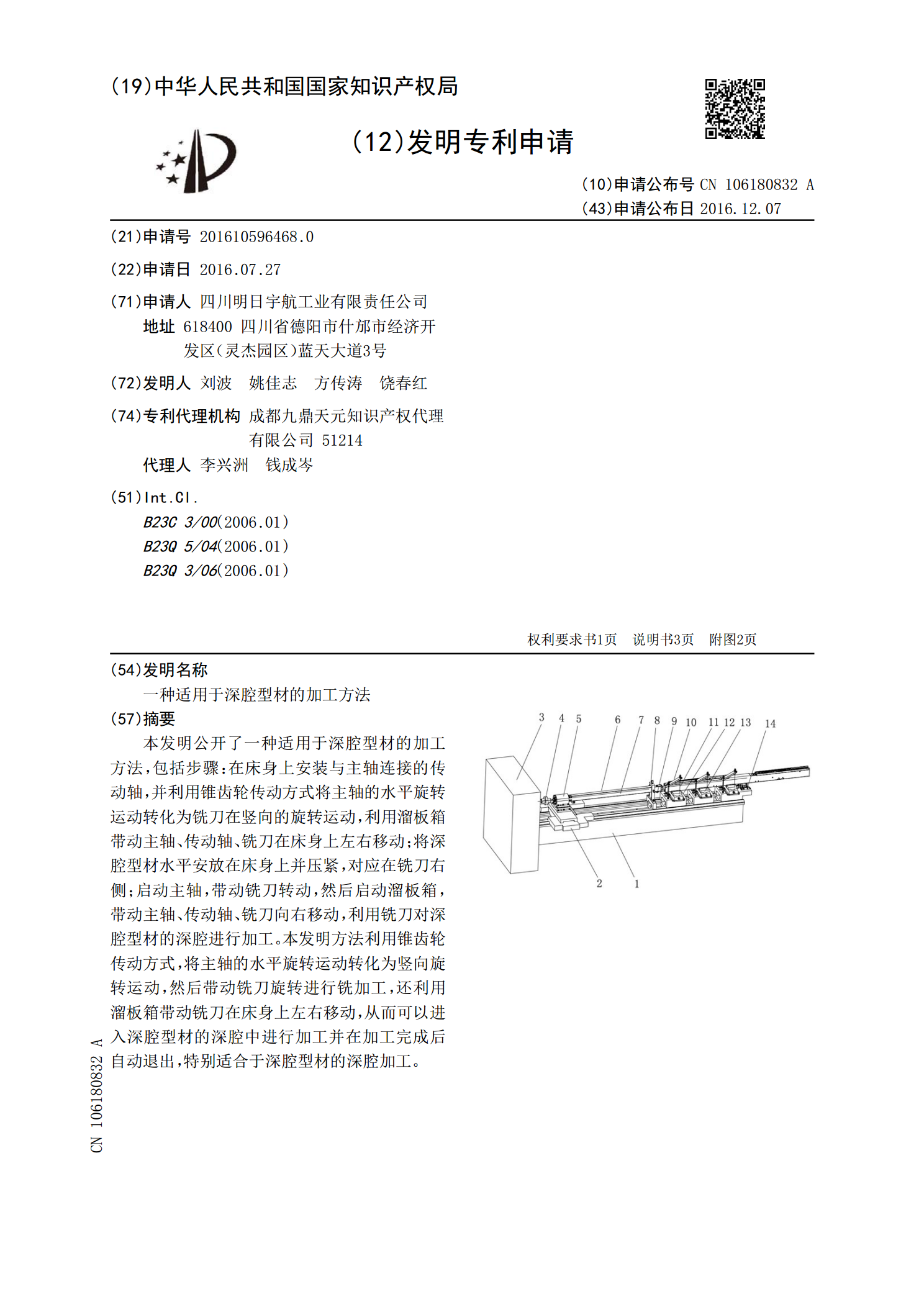
本发明公开了一种适用于深腔型材的加工方法,包括步骤:在床身上安装与主轴连接的传动轴,并利用锥齿轮传动方式将主轴的水平旋转运动转化为铣刀在竖向的旋转运动,利用溜板箱带动主轴、传动轴、铣刀在床身上左右移动;将深腔型材水平安放在床身上并压紧,对应在铣刀右侧;启动主轴,带动铣刀转动,然后启动溜板箱,带动主轴、传动轴、铣刀向右移动,利用铣刀对深腔型材的深腔进行加工。本发明方法利用锥齿轮传动方式,将主轴的水平旋转运动转化为竖向旋转运动,然后带动铣刀旋转进行铣加工,还利用溜板箱带动铣刀在床身上左右移动,从而可以进入深腔

一种适用于硬脆材料的深腔加工系统.pdf
本发明公开了一种适用于硬脆材料的深腔加工系统,包括安装在机床主轴上的超声振动磨削装置,振动磨削装置下方设置有升降式夹紧装置,升降式夹紧装置两侧还分别设置有自动化外冷却装置和自动化砂轮修整装置。本发明能够克服现有零部件深腔加工方法的缺点,高效精准的完成异形、深腔硬脆材料构件的加工工作。
一种深腔孔加工刀具.pdf
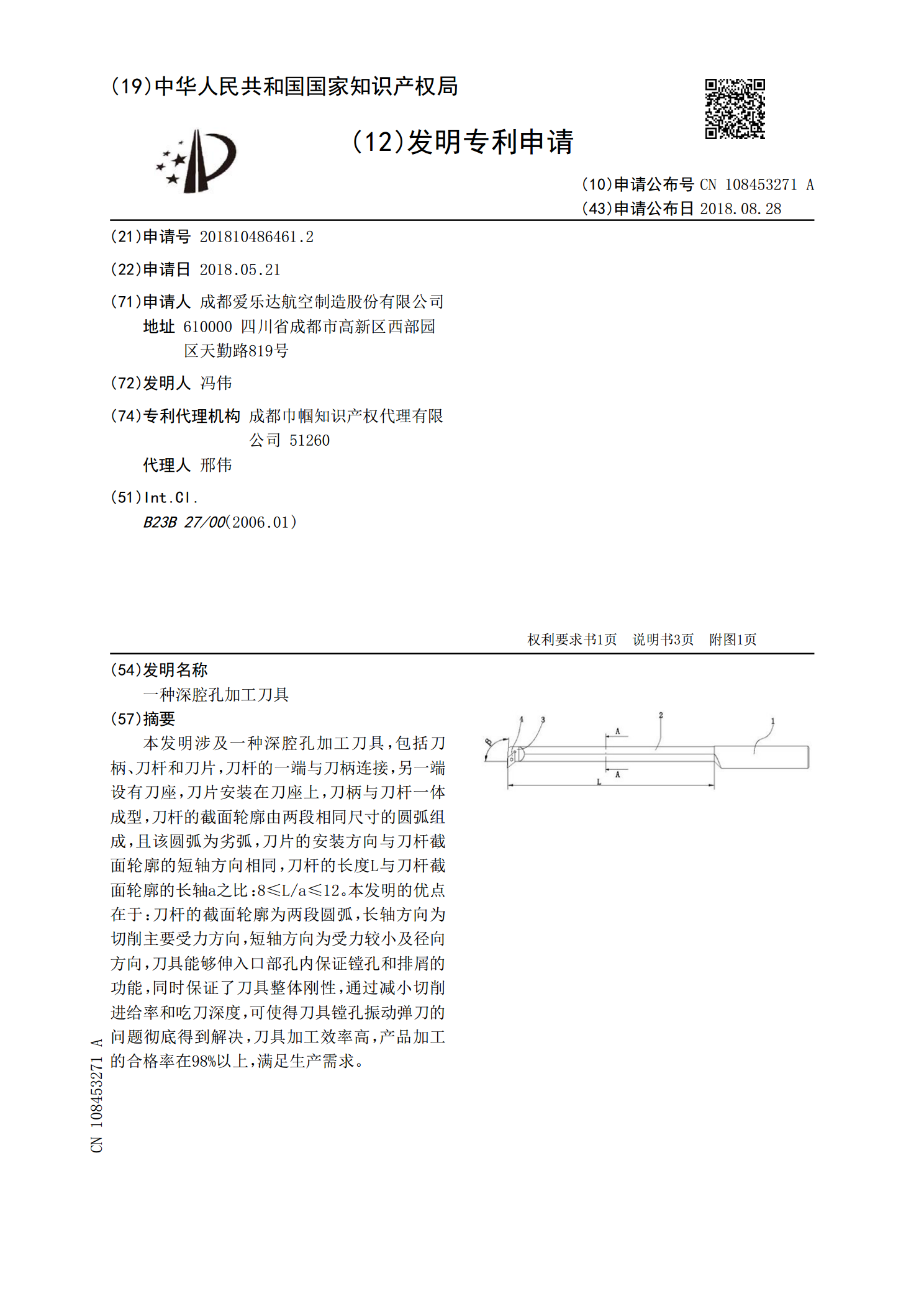
本发明涉及一种深腔孔加工刀具,包括刀柄、刀杆和刀片,刀杆的一端与刀柄连接,另一端设有刀座,刀片安装在刀座上,刀柄与刀杆一体成型,刀杆的截面轮廓由两段相同尺寸的圆弧组成,且该圆弧为劣弧,刀片的安装方向与刀杆截面轮廓的短轴方向相同,刀杆的长度L与刀杆截面轮廓的长轴a之比:8≤L/a≤12。本发明的优点在于:刀杆的截面轮廓为两段圆弧,长轴方向为切削主要受力方向,短轴方向为受力较小及径向方向,刀具能够伸入口部孔内保证镗孔和排屑的功能,同时保证了刀具整体刚性,通过减小切削进给率和吃刀深度,可使得刀具镗孔振动弹刀的问

一种整体叶轮窄深腔数控铣加工方法.pdf
一种整体叶轮窄深腔数控铣加工方法,腔体均匀分成四段铣削,半精铣用球头直径为16毫米,锥度为4°,柄为直径为20毫米球头四刃铣刀;精铣加工采用6刃直径为10毫米锥度4°直径为16毫米柄球头铣刀;切削最大深度180毫米,加工区域分为4个部分,刀具最大悬伸182毫米,最大长径比为9。在选定的切削区域中建立并生成刀具轨迹,在加工整体叶轮叶片自由曲面的加工区域能参数化,加工线速度为110~130米/分钟;选用四轴数控加工中心,X轴及Z轴加工坐标原点,设在零件旋转中心,Y轴加工坐标原点设在叶片积叠轴上。本发明的优点:
一种适用于深腔玻璃缓冲材导向结构及其导向方法.pdf
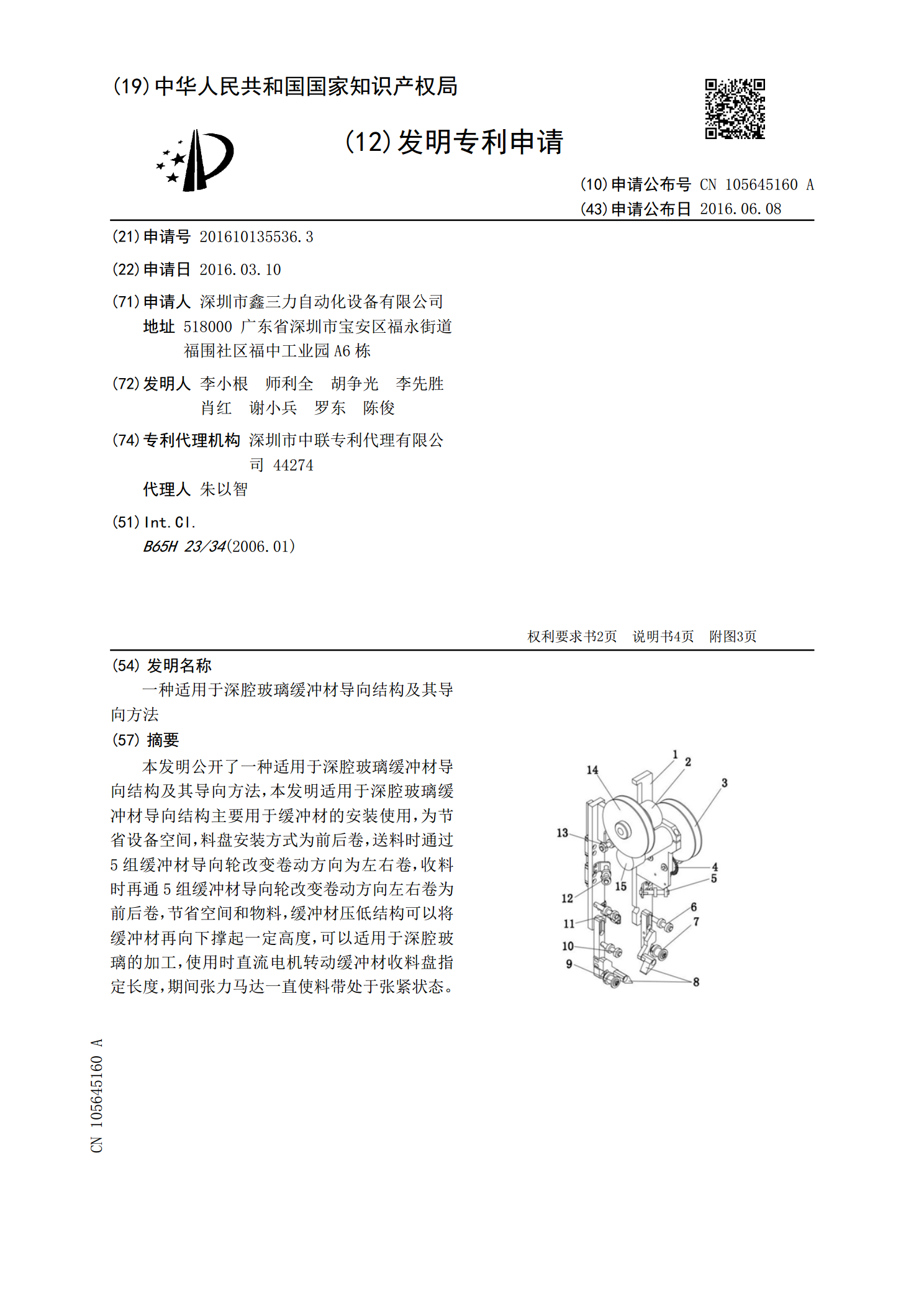
本发明公开了一种适用于深腔玻璃缓冲材导向结构及其导向方法,本发明适用于深腔玻璃缓冲材导向结构主要用于缓冲材的安装使用,为节省设备空间,料盘安装方式为前后卷,送料时通过5组缓冲材导向轮改变卷动方向为左右卷,收料时再通5组缓冲材导向轮改变卷动方向左右卷为前后卷,节省空间和物料,缓冲材压低结构可以将缓冲材再向下撑起一定高度,可以适用于深腔玻璃的加工,使用时直流电机转动缓冲材收料盘指定长度,期间张力马达一直使料带处于张紧状态。