
一种深腔薄壁法兰件复合锻造成型方法.pdf

飞飙****ng


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种深腔薄壁法兰件复合锻造成型方法.pdf
本发明公开了一种深腔薄壁法兰件复合锻造成型方法,将镦粗后的坯料采用闭式锻造模具锻造出锻件的底部形状,再采用正挤压的模具将锻造出底部形状的坯料挤压成型,最后采用热态冲除内孔连皮,得到最终锻件,实现深腔薄壁法兰锻件无飞边、正挤压成型,不仅可消除传统开式锻造中的厚大飞边;而且避免现有闭式锻造中会出现的冲头太长模具寿命极低,或者缩短冲头延长模具寿命但却需要钻孔等问题。本发明可减少加工余量及加工工序,降低单件锻件材料消耗,有效降低生产成本。

一种薄壁深腔飞机轮毂模锻件的锻造方法.pdf
本发明公开了一种薄壁深腔飞机轮毂模锻件的锻造方法,包括预锻方法和终锻方法。预锻方法中采用的预锻模具包括预锻上凸模和预锻下凹模,所述预锻下凹模的深度与薄壁深腔飞机轮毂终锻模具的下凹模的深度相同,所述预锻下凹模的底面为由下向上缩径的凸台结构,所述预锻上凸模的下表面开设圆形凹槽,所述圆形凹槽底面边缘开设环形凹槽,所述预锻上凸模模膛外侧开设环形凹坑,环形凹坑和环形凹槽的底表面均为弧状,所述预锻上凸模的外壁的倾斜角度与薄壁深腔飞机轮毂终锻模具的上凸模的外壁的倾斜角度相同,所述预锻下凹模内壁的倾斜角度与薄壁深腔飞机轮

一种法兰锻造用成型模具及锻造方法.pdf
本发明提供了一种法兰锻造用成型模具,包括成型上模和成型下模,成型下模上方开有成型仓,成型上模活动安装在成型仓内,成型仓底部开有下安装槽,下安装槽贯穿至成型下模下表面,下安装槽内嵌入安装有下模芯,成型上模上贯穿开有上安装槽,上安装槽内安装有上模芯,上模芯下表面开有上凹槽,下模芯上表面开有下凹槽,上凹槽和下凹槽均是一种球形弧槽,上凹槽的弧面和下凹槽的弧面曲率相同,成型上模、成型下模、上模芯和下模芯共同合模后形成成型腔,成型腔位于上凹槽和下凹槽处组成球面圆柱结构。本发明解决了现有成型模具因法兰体型过大,材料流动
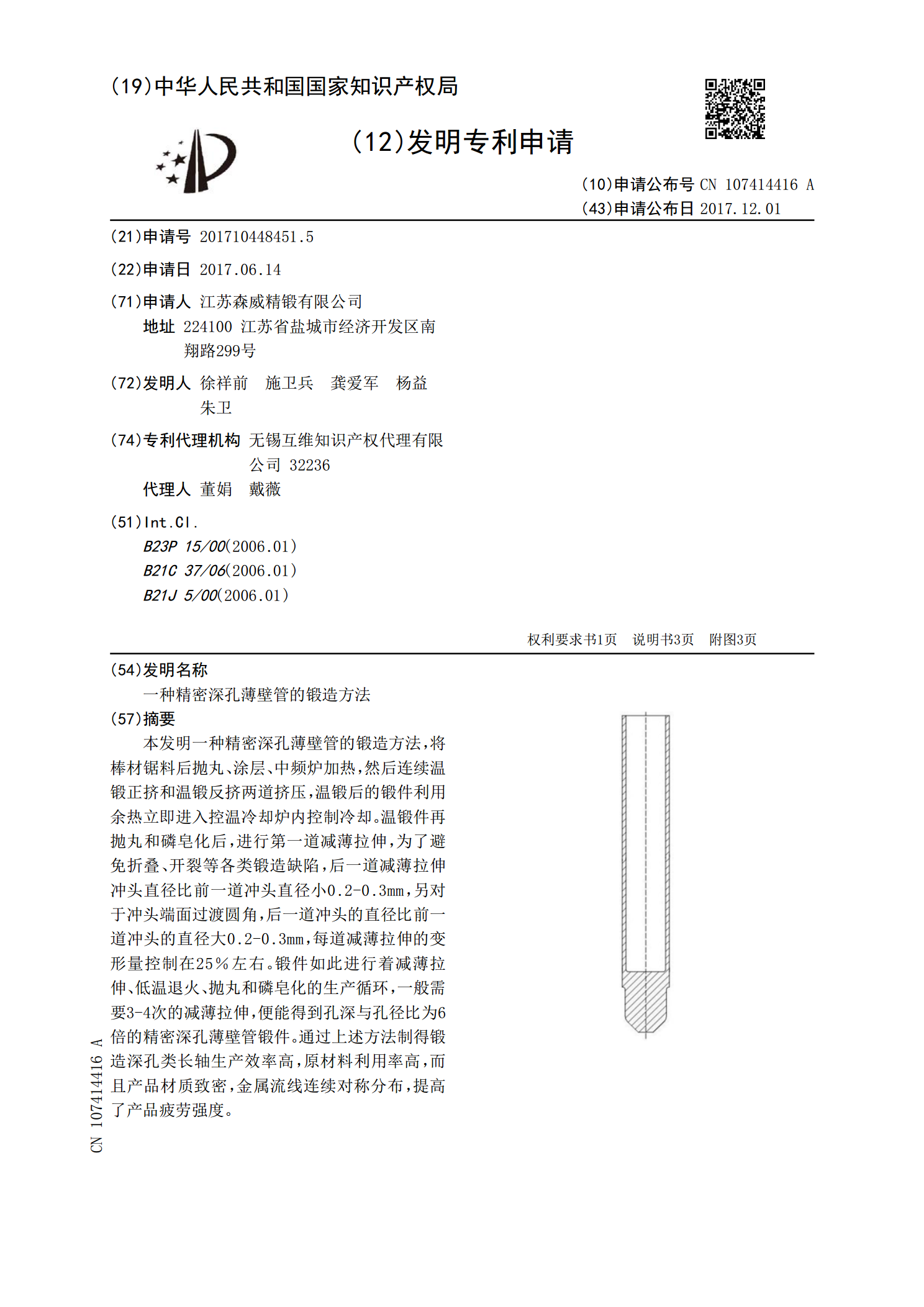
一种精密深孔薄壁管的锻造方法.pdf
本发明一种精密深孔薄壁管的锻造方法,将棒材锯料后抛丸、涂层、中频炉加热,然后连续温锻正挤和温锻反挤两道挤压,温锻后的锻件利用余热立即进入控温冷却炉内控制冷却。温锻件再抛丸和磷皂化后,进行第一道减薄拉伸,为了避免折叠、开裂等各类锻造缺陷,后一道减薄拉伸冲头直径比前一道冲头直径小0.2‑0.3mm,另对于冲头端面过渡圆角,后一道冲头的直径比前一道冲头的直径大0.2‑0.3mm,每道减薄拉伸的变形量控制在25%左右。锻件如此进行着减薄拉伸、低温退火、抛丸和磷皂化的生产循环,一般需要3‑4次的减薄拉伸,便能得到孔
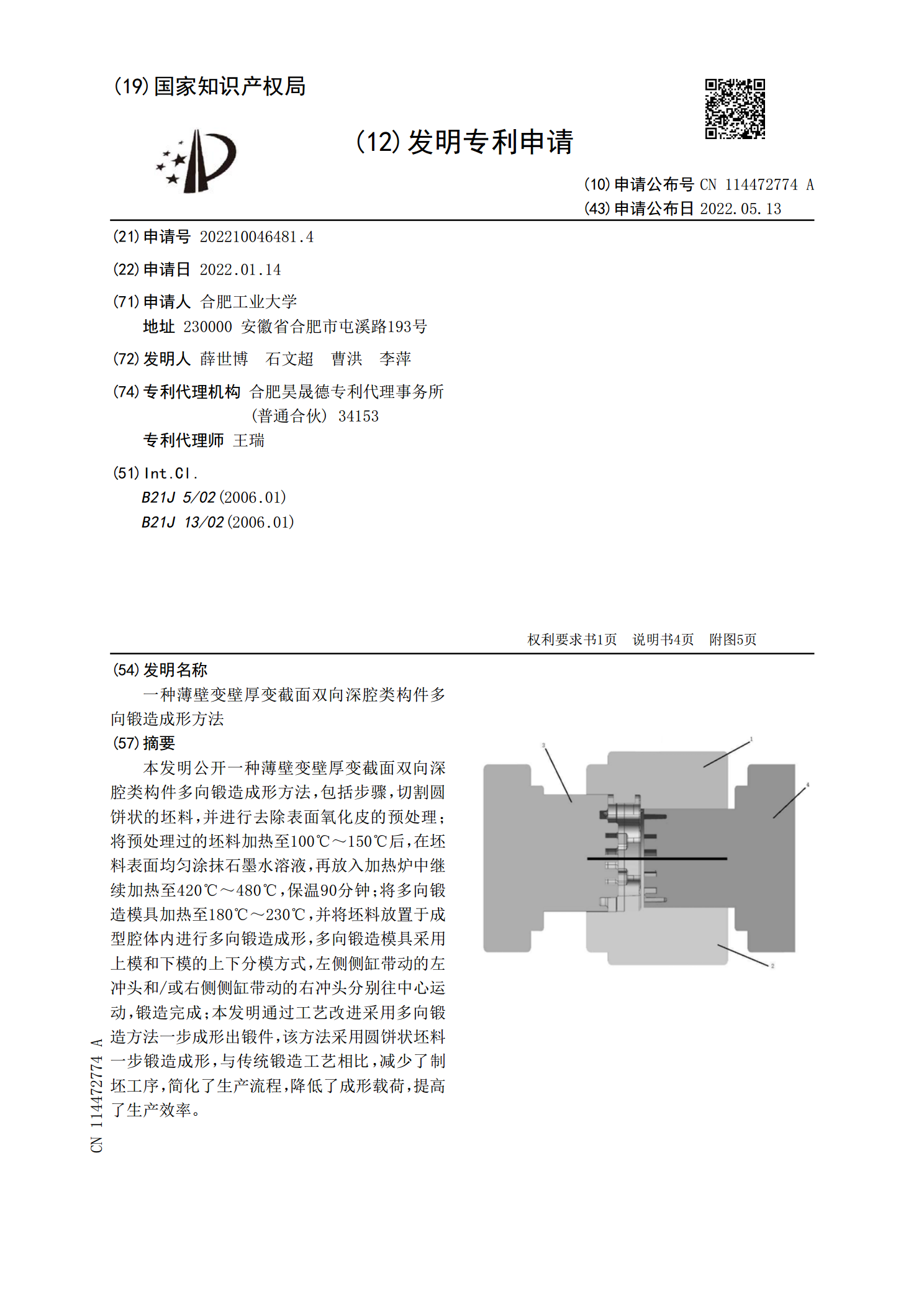
一种薄壁变壁厚变截面双向深腔类构件多向锻造成形方法.pdf
本发明公开一种薄壁变壁厚变截面双向深腔类构件多向锻造成形方法,包括步骤,切割圆饼状的坯料,并进行去除表面氧化皮的预处理;将预处理过的坯料加热至100℃~150℃后,在坯料表面均匀涂抹石墨水溶液,再放入加热炉中继续加热至420℃~480℃,保温90分钟;将多向锻造模具加热至180℃~230℃,并将坯料放置于成型腔体内进行多向锻造成形,多向锻造模具采用上模和下模的上下分模方式,左侧侧缸带动的左冲头和/或右侧侧缸带动的右冲头分别往中心运动,锻造完成;本发明通过工艺改进采用多向锻造方法一步成形出锻件,该方法采用圆