
一种气缸盖毛坯高精度铸造基准及快速加工的工艺方法.pdf

绮兰****文章


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种气缸盖毛坯高精度铸造基准及快速加工的工艺方法.pdf
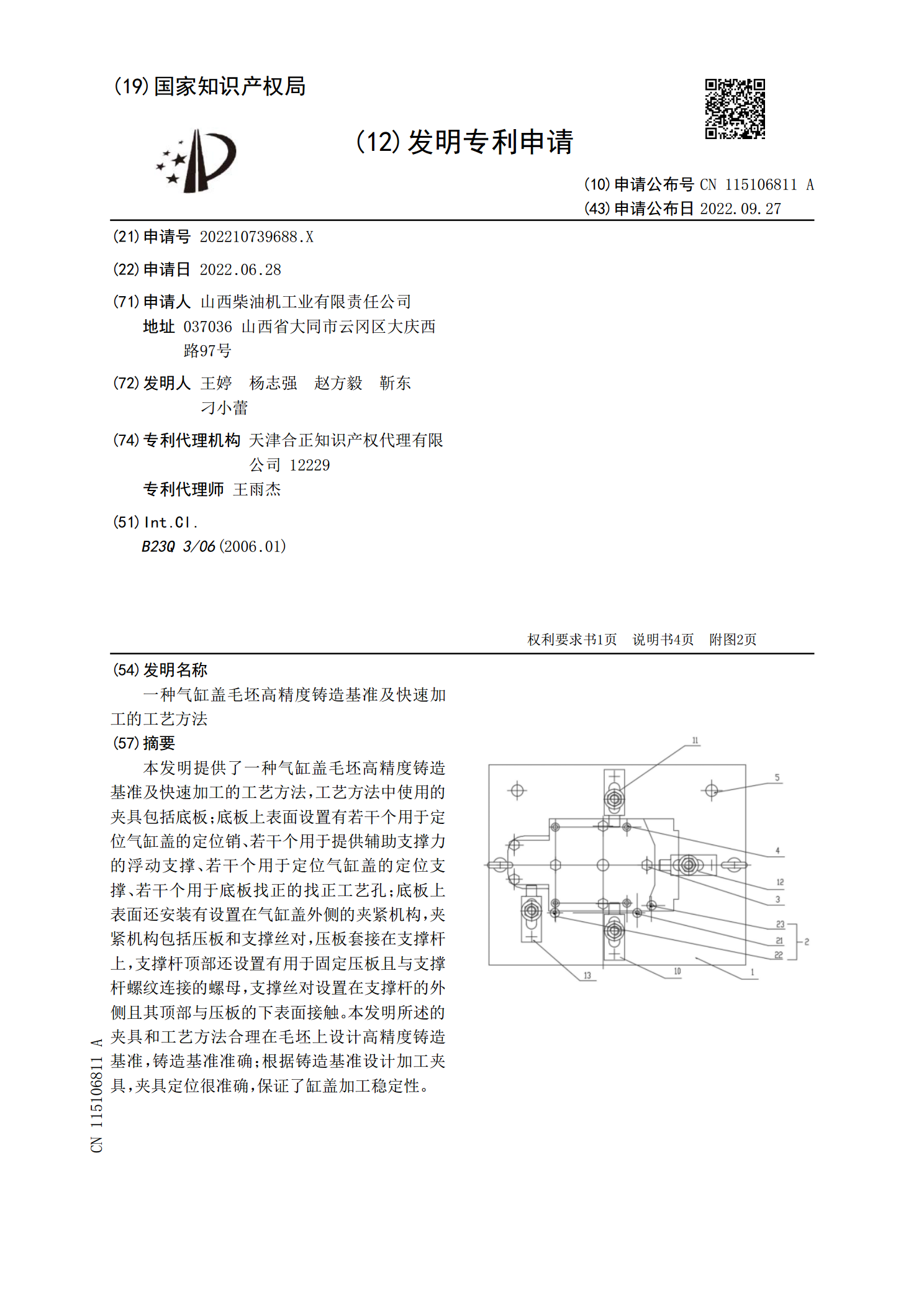
本发明提供了一种气缸盖毛坯高精度铸造基准及快速加工的工艺方法,工艺方法中使用的夹具包括底板;底板上表面设置有若干个用于定位气缸盖的定位销、若干个用于提供辅助支撑力的浮动支撑、若干个用于定位气缸盖的定位支撑、若干个用于底板找正的找正工艺孔;底板上表面还安装有设置在气缸盖外侧的夹紧机构,夹紧机构包括压板和支撑丝对,压板套接在支撑杆上,支撑杆顶部还设置有用于固定压板且与支撑杆螺纹连接的螺母,支撑丝对设置在支撑杆的外侧且其顶部与压板的下表面接触。本发明所述的夹具和工艺方法合理在毛坯上设计高精度铸造基准,铸造基准准

一种气缸盖铸造加工后处理工艺.pdf
本发明公开一种气缸盖铸造加工后处理工艺,该气缸盖铸造加工后处理工艺采用如下气缸盖铸造加工后处理装置,该气缸盖铸造加工后处理装置包括底座、往复活动夹持工作台、侧面打磨机构、棱角打磨机构以及循环动力机构,往复活动夹持工作台活动安装在底座上,往复活动夹持工作台的两侧安装有侧面打磨机构,棱角打磨机构活动安装在往复活动夹持工作台的两侧底座上,循环动力机构固定安装在底座上,该气缸盖铸造加工后处理工艺包括以下步骤:上料;夹持固定;侧面打磨清理;棱角打磨清理;调整气缸盖毛坯件放置方向。本发明可以解决现有机器处理气缸盖留有
一种船用气缸缸盖铸造工艺.pdf
本发明公开了一种船用气缸缸盖铸造工艺,其特征在于,选用国标为RuT420-1,抗拉强度为≥440N/mm2,延伸率≥1%的铸铁材料,至于熔断炉内熔炼成铁水;选用含有树脂的砂型作为缸盖的外模,并将缸盖外模内清理干净;用Mog涂料将缸盖外模内涂抹均匀,合型,将铁水浇铸到涂抹过后的缸盖外模内,保温,取出工件。本发明效解决缸盖爆发面CV异化问题,提高了产品质量,大大减少了铸件的废品损失。
一种多尺寸铸造齿轮毛坯件的加工方法.pdf
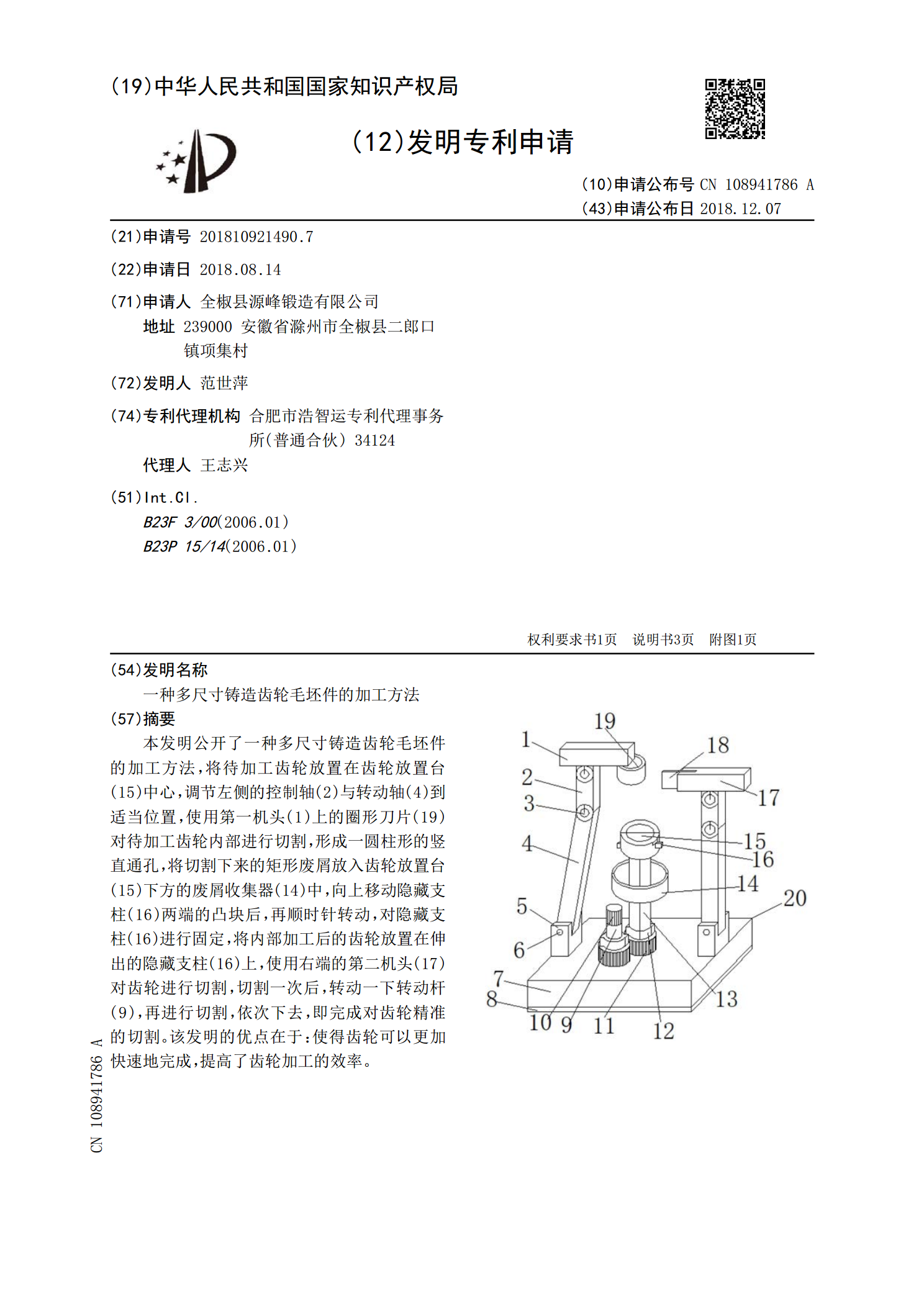
本发明公开了一种多尺寸铸造齿轮毛坯件的加工方法,将待加工齿轮放置在齿轮放置台(15)中心,调节左侧的控制轴(2)与转动轴(4)到适当位置,使用第一机头(1)上的圈形刀片(19)对待加工齿轮内部进行切割,形成一圆柱形的竖直通孔,将切割下来的矩形废屑放入齿轮放置台(15)下方的废屑收集器(14)中,向上移动隐藏支柱(16)两端的凸块后,再顺时针转动,对隐藏支柱(16)进行固定,将内部加工后的齿轮放置在伸出的隐藏支柱(16)上,使用右端的第二机头(17)对齿轮进行切割,切割一次后,转动一下转动杆(9),再进行切

一种高精度截止阀门的熔模铸造设备及其加工工艺.pdf
本发明公开了一种高精度截止阀门的熔模铸造设备及其加工工艺,包括底座,所述底座的一侧固定安装有气缸一,所述气缸一的活塞杆端部通过垂直设置的连接板与齿条连接,所述齿条的一侧与滑轨滑动连接,所述滑轨固定安装在底座顶部,且与气缸一平行设置,所述底座的顶部中心处转动连接有大齿轮,所述大齿轮的外径与齿条啮合连接,所述大齿轮的内部中心处为中空结构,所述大齿轮的内径设置有内齿牙,所述内齿牙与小齿轮啮合连接,本发明通过上下模具设置,以及导向孔的设置,可以避免截止阀门表面凹凸不平,可以使得制备的截止阀门精度高,更加美观。