
一种多尺寸铸造齿轮毛坯件的加工方法.pdf

一条****发啊


1/6

2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多尺寸铸造齿轮毛坯件的加工方法.pdf
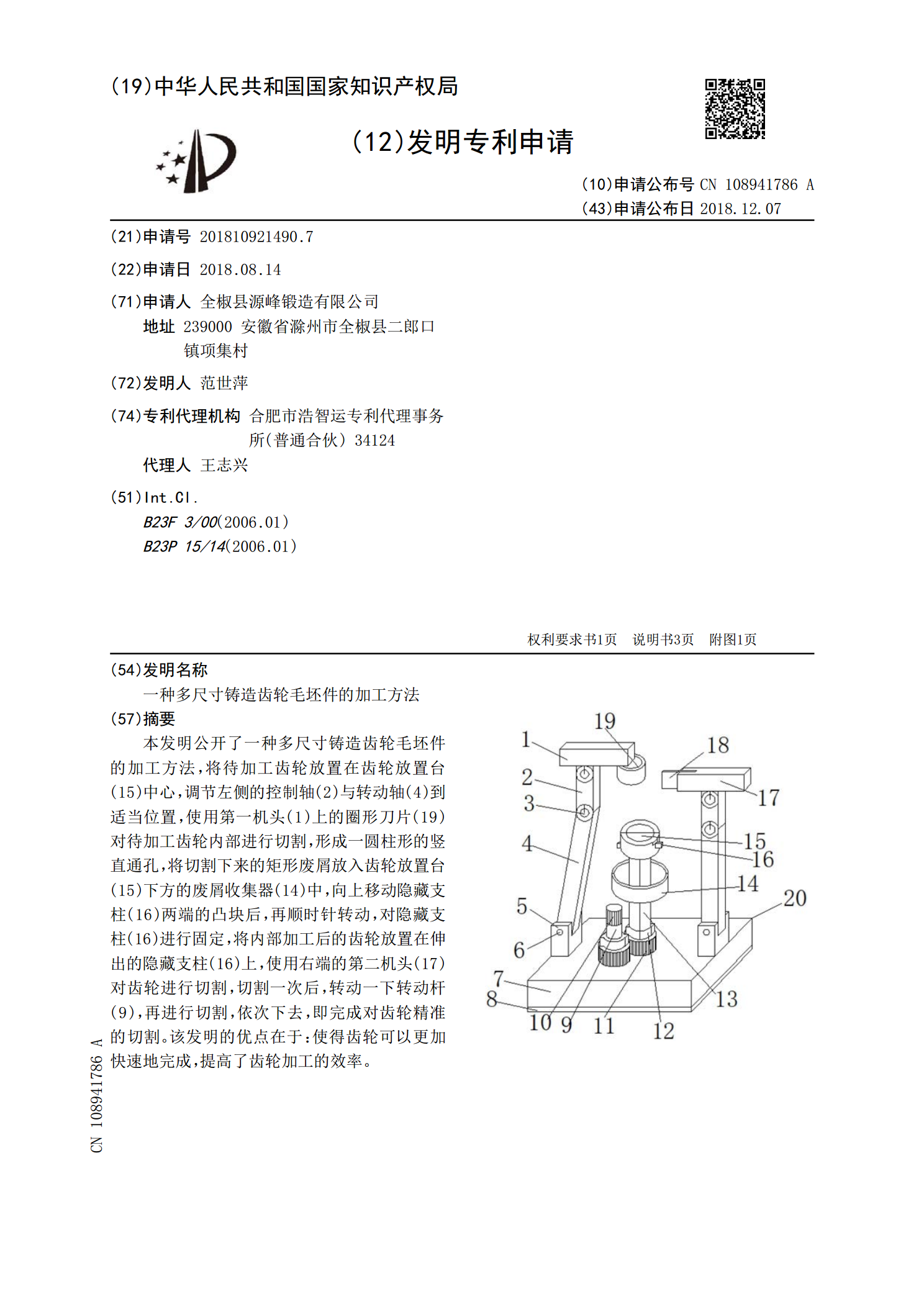
本发明公开了一种多尺寸铸造齿轮毛坯件的加工方法,将待加工齿轮放置在齿轮放置台(15)中心,调节左侧的控制轴(2)与转动轴(4)到适当位置,使用第一机头(1)上的圈形刀片(19)对待加工齿轮内部进行切割,形成一圆柱形的竖直通孔,将切割下来的矩形废屑放入齿轮放置台(15)下方的废屑收集器(14)中,向上移动隐藏支柱(16)两端的凸块后,再顺时针转动,对隐藏支柱(16)进行固定,将内部加工后的齿轮放置在伸出的隐藏支柱(16)上,使用右端的第二机头(17)对齿轮进行切割,切割一次后,转动一下转动杆(9),再进行切
一种多尺寸铸造齿轮毛坯件的加工装置.pdf
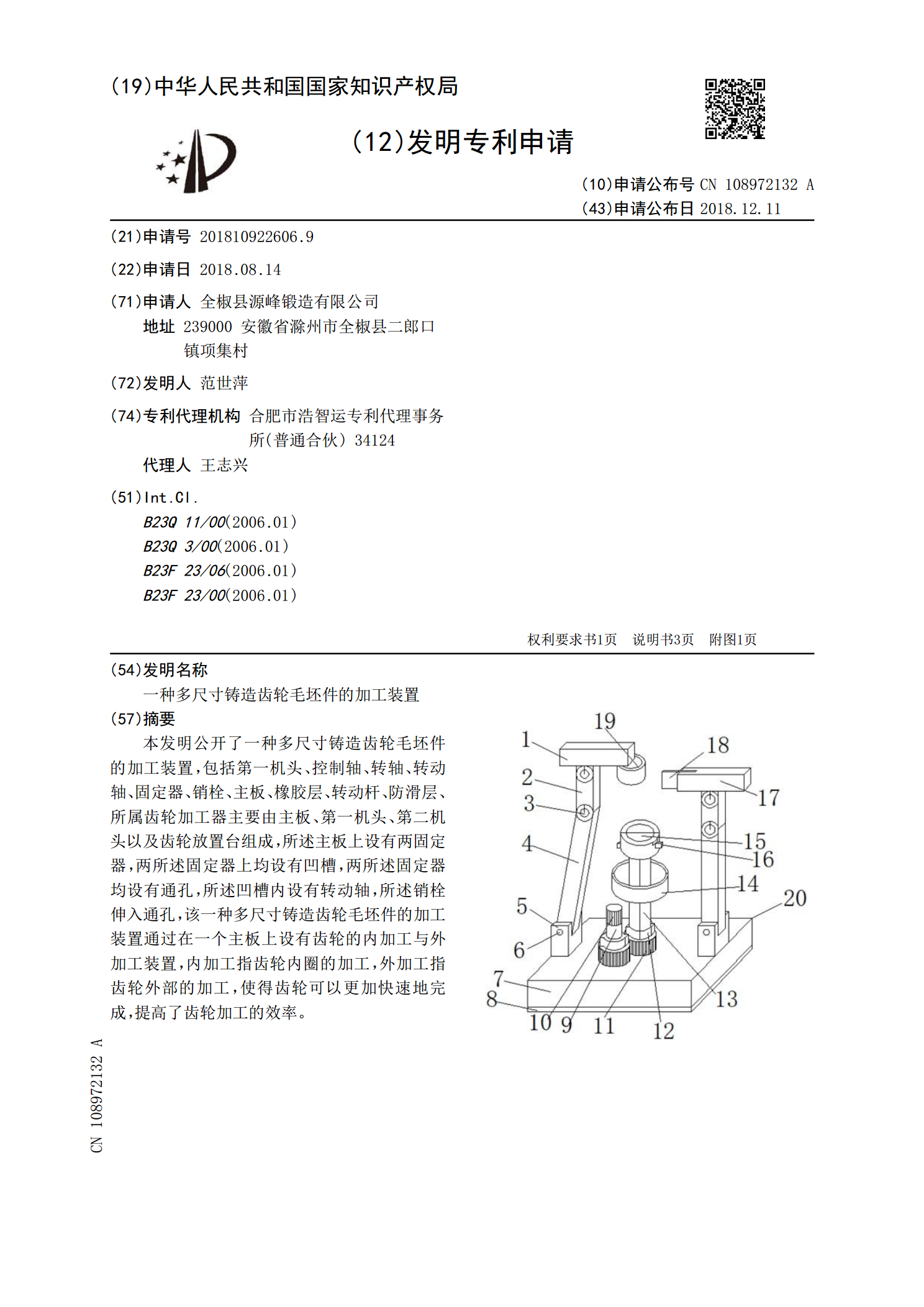
本发明公开了一种多尺寸铸造齿轮毛坯件的加工装置,包括第一机头、控制轴、转轴、转动轴、固定器、销栓、主板、橡胶层、转动杆、防滑层、所属齿轮加工器主要由主板、第一机头、第二机头以及齿轮放置台组成,所述主板上设有两固定器,两所述固定器上均设有凹槽,两所述固定器均设有通孔,所述凹槽内设有转动轴,所述销栓伸入通孔,该一种多尺寸铸造齿轮毛坯件的加工装置通过在一个主板上设有齿轮的内加工与外加工装置,内加工指齿轮内圈的加工,外加工指齿轮外部的加工,使得齿轮可以更加快速地完成,提高了齿轮加工的效率。

一种铸造齿轮毛坯件的加工装置.pdf
本发明公开了一种铸造齿轮毛坯件的加工装置。加工装置包括配合使用的固定机构和切割机构,所述固定机构包括一工作台,所述工作台上设置有固定轴,所述固定轴上设置有抵靠部,所述抵靠部可在固定轴上移动,所述抵靠部包括通过弹簧连接的内圈和外圈,所述内圈由弹性材料制成,所述固定轴包括内径不同的第一固定轴和第二固定轴。本发明的加工装置结构简单,操作简单,通过内圈和外圈,抵靠部可以适应不同大小的齿轮,从而满足不同的加工需求。

齿轮尺寸及加工方法.pptx
2.渐开线的性质复习最常用的为切削法。切削法加工也有多种方法,但从加工原理看,可概括为范成法和成形法两大类。概括上述的齿轮加工方法:一、成形法铣齿根据包络法形成共轭齿廓的原理,当刀具的瞬心线C1与齿轮的瞬心线C2相切作纯滚动时,与C1固结的刀具齿廓K1可以包络齿轮的齿廓K2。这种加工方法称为范成法。(1)齿条型刀具的齿形(2)齿轮型刀具的齿形齿条插刀插齿齿轮插刀插外齿滚直齿轮磨齿一、根切和最少齿数根切现象是因为刀具齿顶线(齿条型刀具)或齿顶圆(齿轮插刀)超过了极限啮合点(啮合线与被切齿轮基圆的切点)N1而

齿轮铸造加工方法.pdf
本发明提供一种齿轮铸造加工方法,所述制备方法由如下步骤组成:步骤一,取覆膜砂射入阀板模腔,保温使得覆膜砂固化成型,起模,得覆膜砂壳型;步骤二,将覆膜砂壳型合型并垂直夹紧,形成浇注型腔;步骤三,取铁液,之后将铁液浇注到浇注型腔中,得铸件;步骤四,取铸件,冷却,抛丸精整,即得齿轮。齿轮铸造属于精密铸造,本发明的制备方法克服了传统生产工艺造成的涨齿现象,大大提升了齿轮的尺寸精度,提升30%以上,本发明的制备方法确保了齿轮金相组织的稳定,生产周期缩短40%以上,生产效率提升50%以上,生产成本降低40%以上。