
一种高强度铝合金汽车轮毂制造工艺.pdf

是你****盟主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强度铝合金汽车轮毂制造工艺.pdf
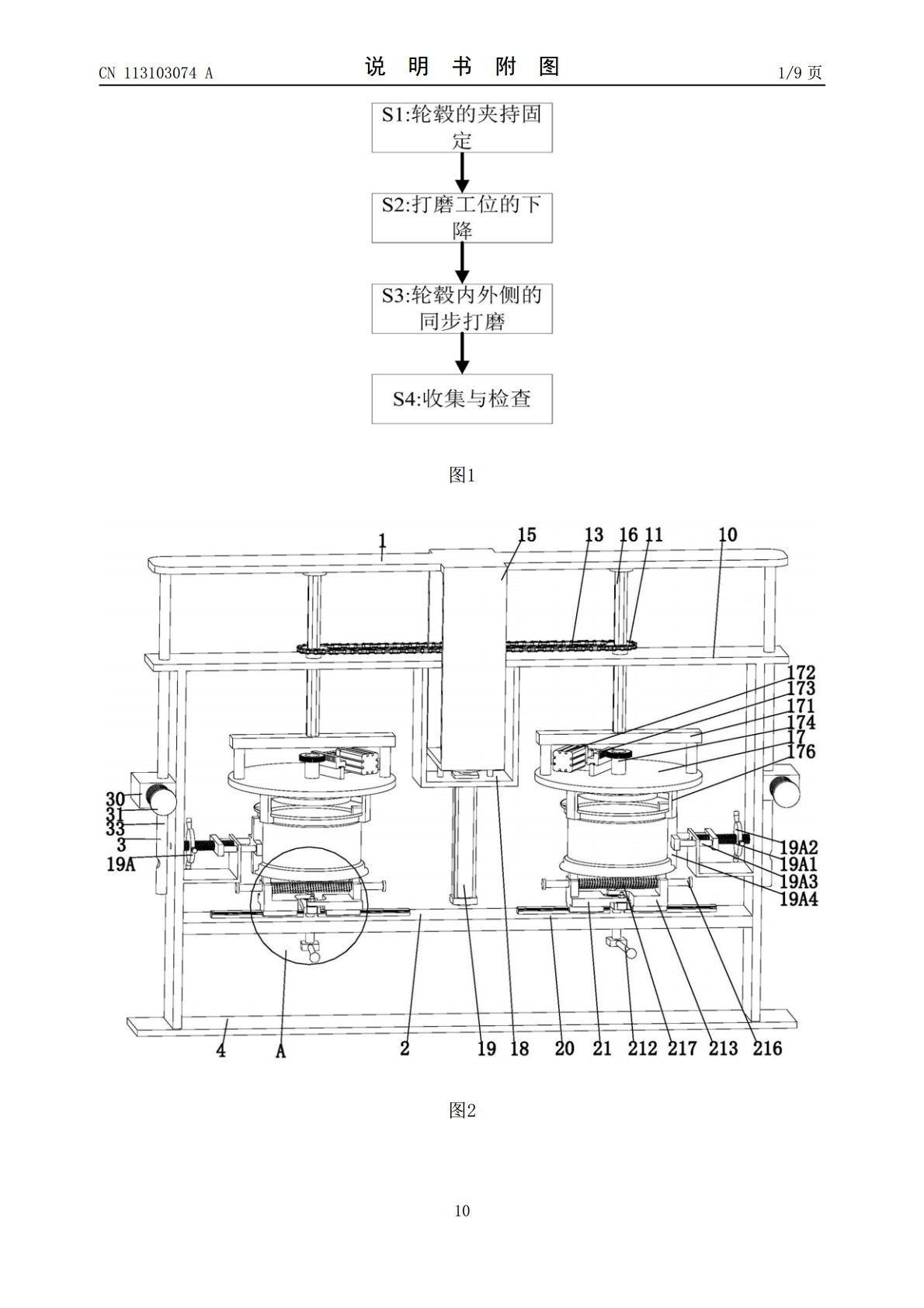
本发明提供了一种高强度铝合金汽车轮毂制造工艺,包括夹旋机构、内磨机构、支托机构和底板,所述底板的正上方设置有内磨机构,且内磨机构安装在夹旋机构上,所述的夹旋机构安装在底板上,位于夹旋机构的外侧设置有支托机构,且支托机构对称的安装在夹旋机构上;本发明解决了现有的汽车轮毂打磨设备通常将轮毂外置进行打磨,不能同步内外侧同时打磨,且轮毂打磨时通常固定设置,使得打磨效率较差,使轮毂的内外侧打磨一致性不能均匀精细化处理,难以达到使用要求,并且不能针对不同尺寸的汽车轮毂进行打磨处理,使精细化打磨处理具有局限性等问题。
一种高强度铝合金轮毂制造工艺.pdf
本发明提供一种高强度铝合金轮毂制造工艺,所述高强度铝合金轮毂中各化学组份的重量百分比为:Si:0.2‑0.4%、Mg:0.2‑0.6%、Fe:0.8‑1.2%、Re:0.22‑0.34%、Ti:0.01‑0.15%、Cr:1.10‑2.58%、V:0.10‑0.39%、Mn:0.35‑0.42%、Cu:0.02‑0.03%、S:≤0.002%、P:≤0.002%,余量为铝,所述铝合金轮毂的制备方法包括熔炼、锻压、热处理、喷涂防腐材料,通过本发明技术方案制备得到的铝合金轮毂抗拉强度达到378MPa以上。
一种高强度铝合金轮毂制造工艺.pdf
本发明公开了一种高强度铝合金轮毂制造工艺,包括以下步骤:1)、合金材料的配置、2)、熔炼、3)、均质化处理、4)、切割、5)、锻造、6)、热处理、7)、深加工、8)、表面处理,9)、检查、10)、入库,并加入各种合金稀有金属使其轮毂内部结构发生根本性改变,进一步的提升轮毂与轮胎之间的表面磨合性以及轮毂的抗压性,有效防止轮毂表面氧化;本产品具有加工制造工艺简单、加工成本相对低廉、且轮毂抗压抗拉性能比较好的优点。
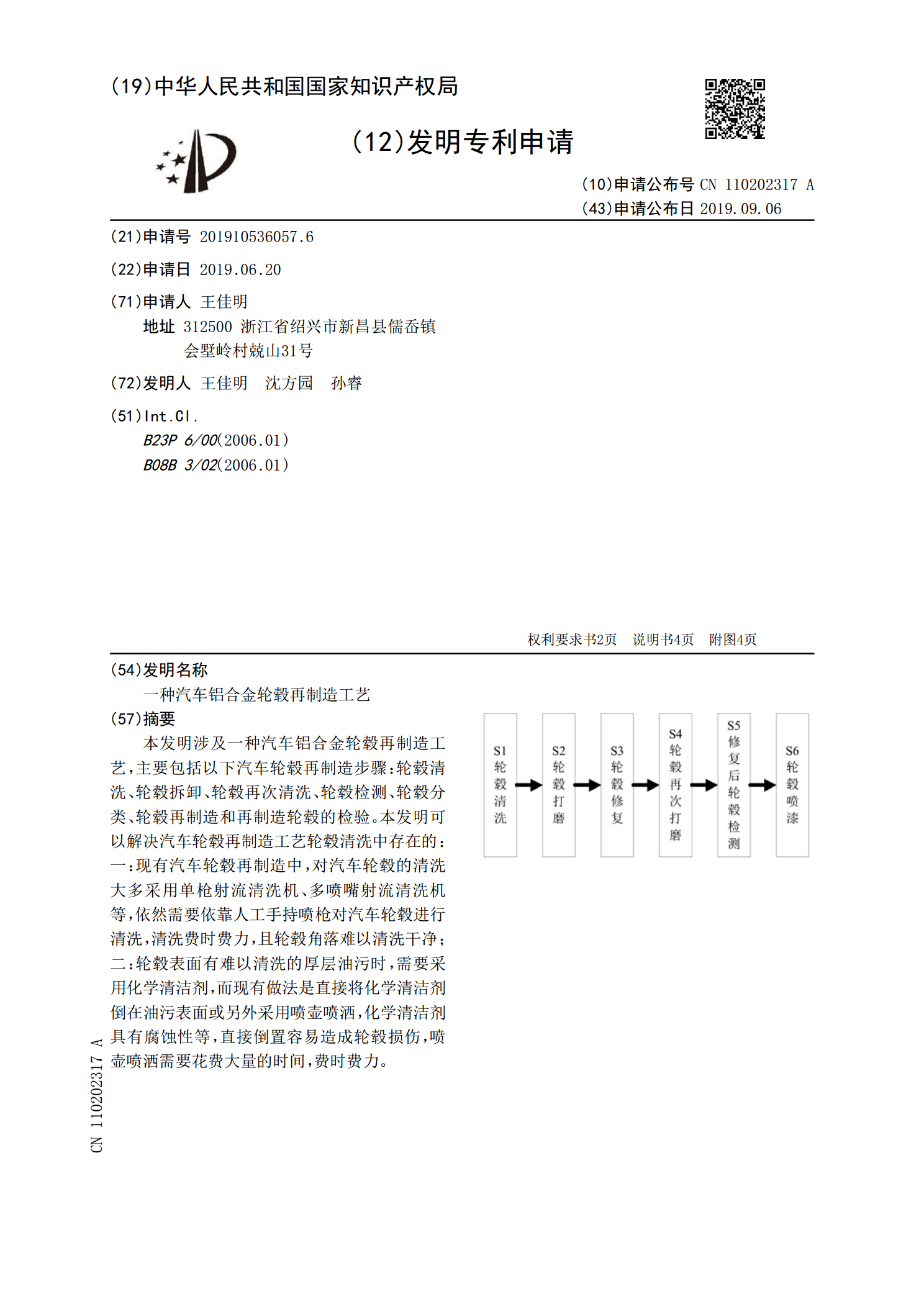
一种汽车铝合金轮毂再制造工艺.pdf
本发明涉及一种汽车铝合金轮毂再制造工艺,主要包括以下汽车轮毂再制造步骤:轮毂清洗、轮毂拆卸、轮毂再次清洗、轮毂检测、轮毂分类、轮毂再制造和再制造轮毂的检验。本发明可以解决汽车轮毂再制造工艺轮毂清洗中存在的:一:现有汽车轮毂再制造中,对汽车轮毂的清洗大多采用单枪射流清洗机、多喷嘴射流清洗机等,依然需要依靠人工手持喷枪对汽车轮毂进行清洗,清洗费时费力,且轮毂角落难以清洗干净;二:轮毂表面有难以清洗的厚层油污时,需要采用化学清洁剂,而现有做法是直接将化学清洁剂倒在油污表面或另外采用喷壶喷洒,化学清洁剂具有腐蚀性
一种汽车铝合金轮毂制造加工工艺.pdf
本发明涉及一种汽车铝合金轮毂制造加工工艺,属于汽车零部件加工制造领域,用于汽车零部件加工领域,用于汽车轮毂制造,包括原材料的选择与融化,融化后的精炼、材料检验、低压铸造、X射线探伤、热处理、机械加工、动平衡检验、涂装,及涉及的机械加工中的粗车、半精车、钻孔、热处理、磨外表面、粗磨孔、检查、热处理(发蓝)、喷漆(烘漆)、磨平面、粗研、磨孔、精研、检验,鉴于上述加工工序,本发明能够提供一种制造与加工时间短、效率高、及安全可靠的轮毂加工工艺。