
一种直线式电池壳盖焊接装置及方法.pdf

一条****涛k

1/10
2/10
3/10
4/10
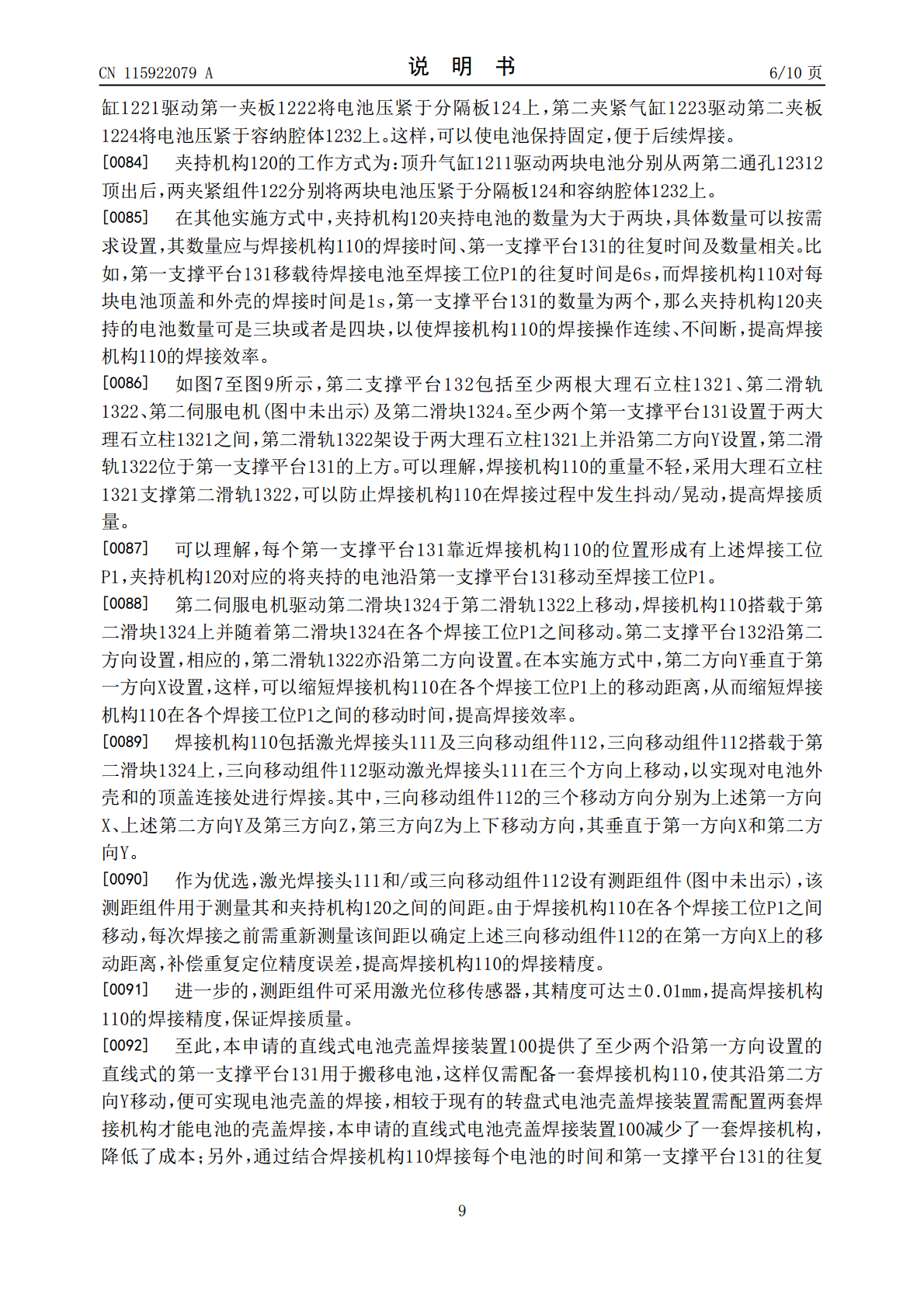
5/10
6/10
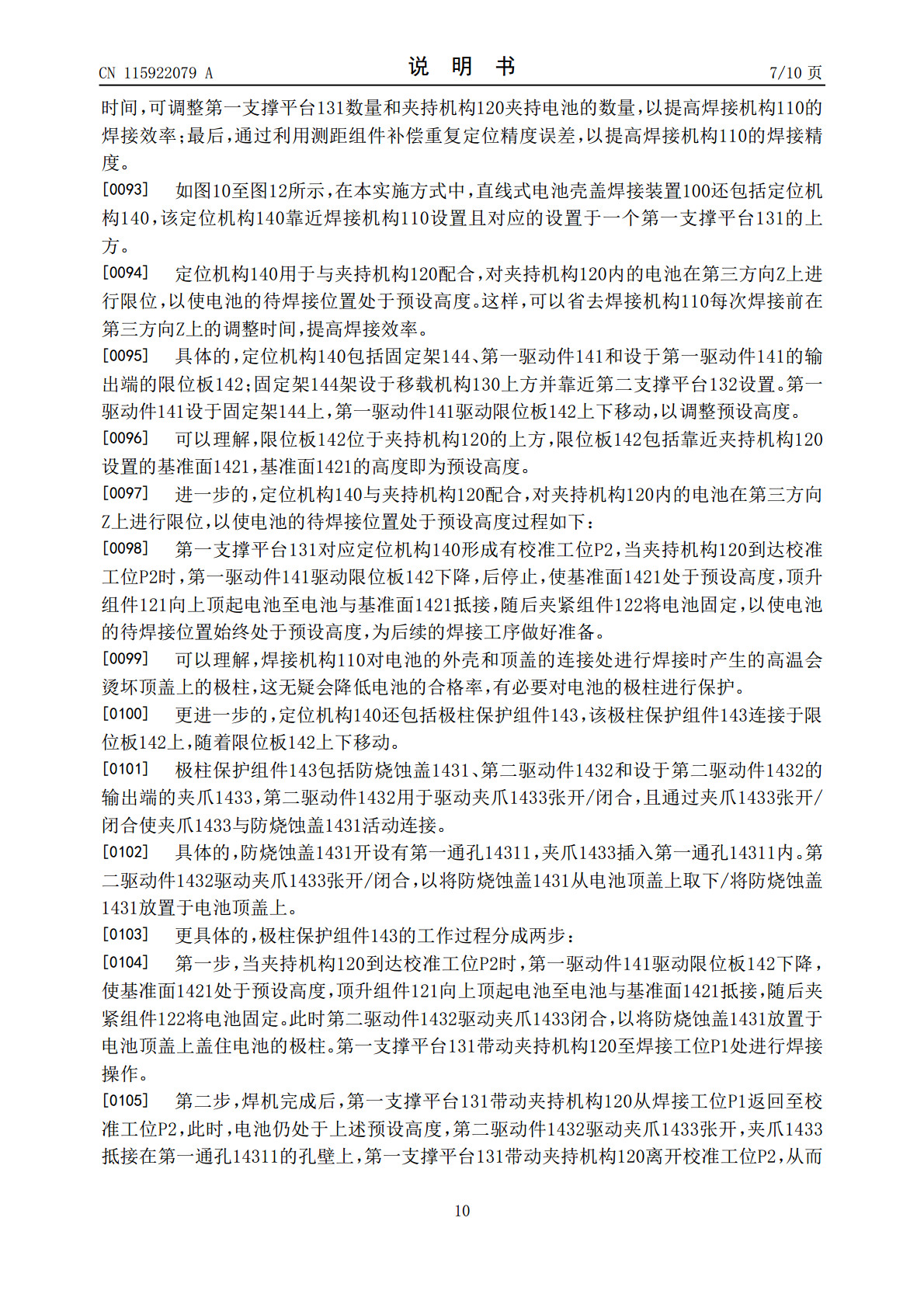
7/10
8/10
9/10
10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种直线式电池壳盖焊接装置及方法.pdf
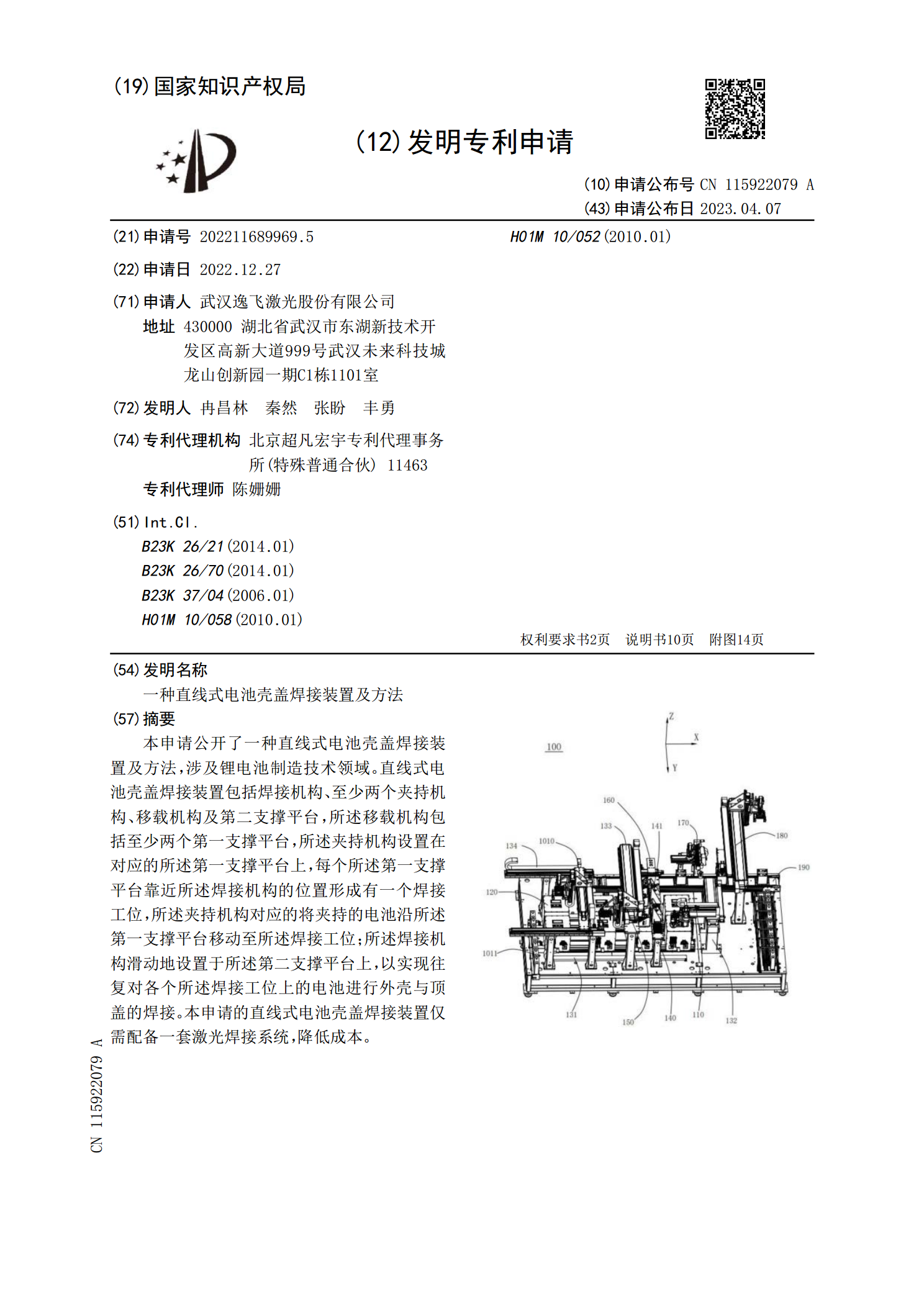
本申请公开了一种直线式电池壳盖焊接装置及方法,涉及锂电池制造技术领域。直线式电池壳盖焊接装置包括焊接机构、至少两个夹持机构、移载机构及第二支撑平台,所述移载机构包括至少两个第一支撑平台,所述夹持机构设置在对应的所述第一支撑平台上,每个所述第一支撑平台靠近所述焊接机构的位置形成有一个焊接工位,所述夹持机构对应的将夹持的电池沿所述第一支撑平台移动至所述焊接工位;所述焊接机构滑动地设置于所述第二支撑平台上,以实现往复对各个所述焊接工位上的电池进行外壳与顶盖的焊接。本申请的直线式电池壳盖焊接装置仅需配备一套激光焊
一种双工位电池壳自动焊接装置及焊接方法.pdf
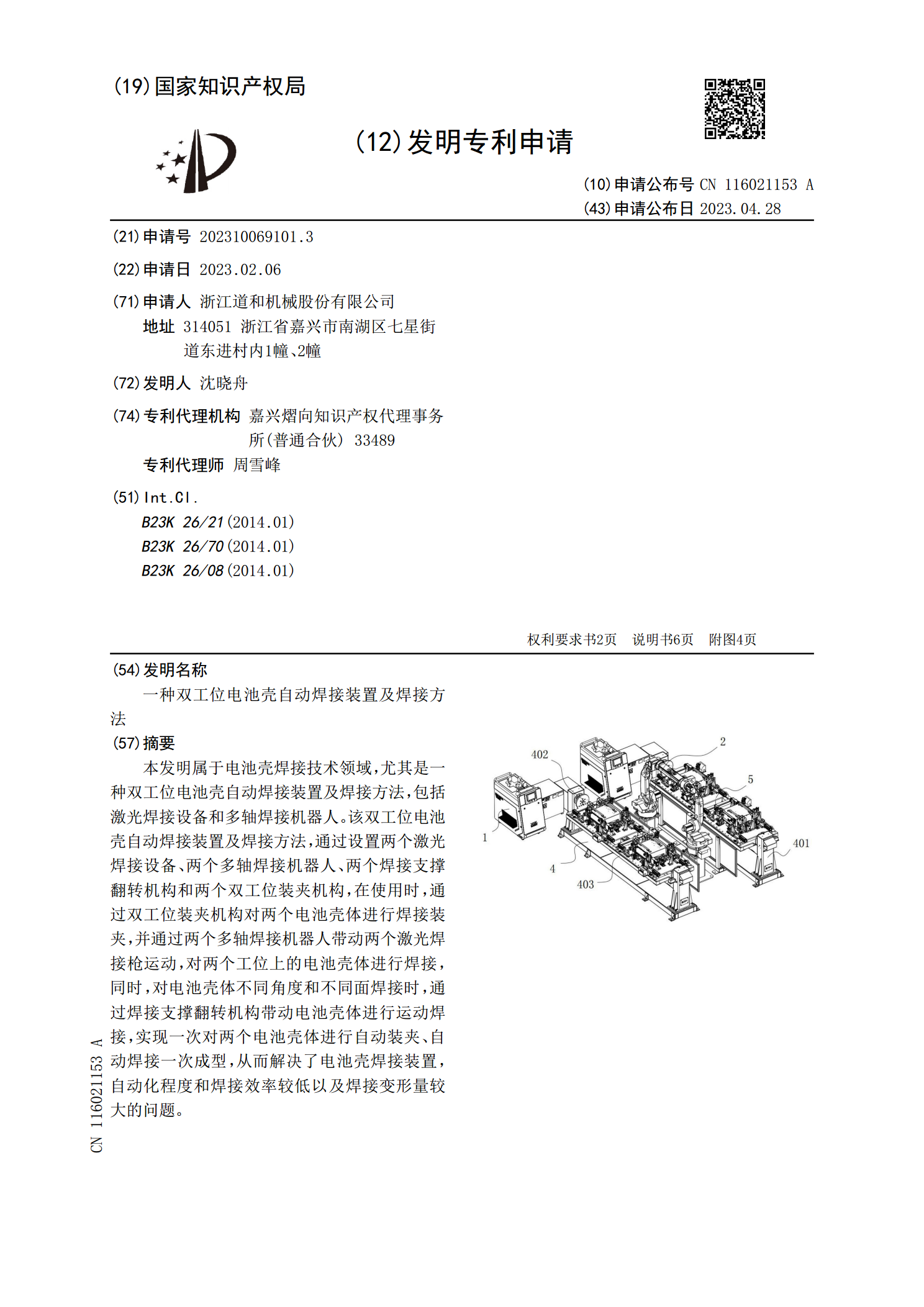
本发明属于电池壳焊接技术领域,尤其是一种双工位电池壳自动焊接装置及焊接方法,包括激光焊接设备和多轴焊接机器人。该双工位电池壳自动焊接装置及焊接方法,通过设置两个激光焊接设备、两个多轴焊接机器人、两个焊接支撑翻转机构和两个双工位装夹机构,在使用时,通过双工位装夹机构对两个电池壳体进行焊接装夹,并通过两个多轴焊接机器人带动两个激光焊接枪运动,对两个工位上的电池壳体进行焊接,同时,对电池壳体不同角度和不同面焊接时,通过焊接支撑翻转机构带动电池壳体进行运动焊接,实现一次对两个电池壳体进行自动装夹、自动焊接一次成型
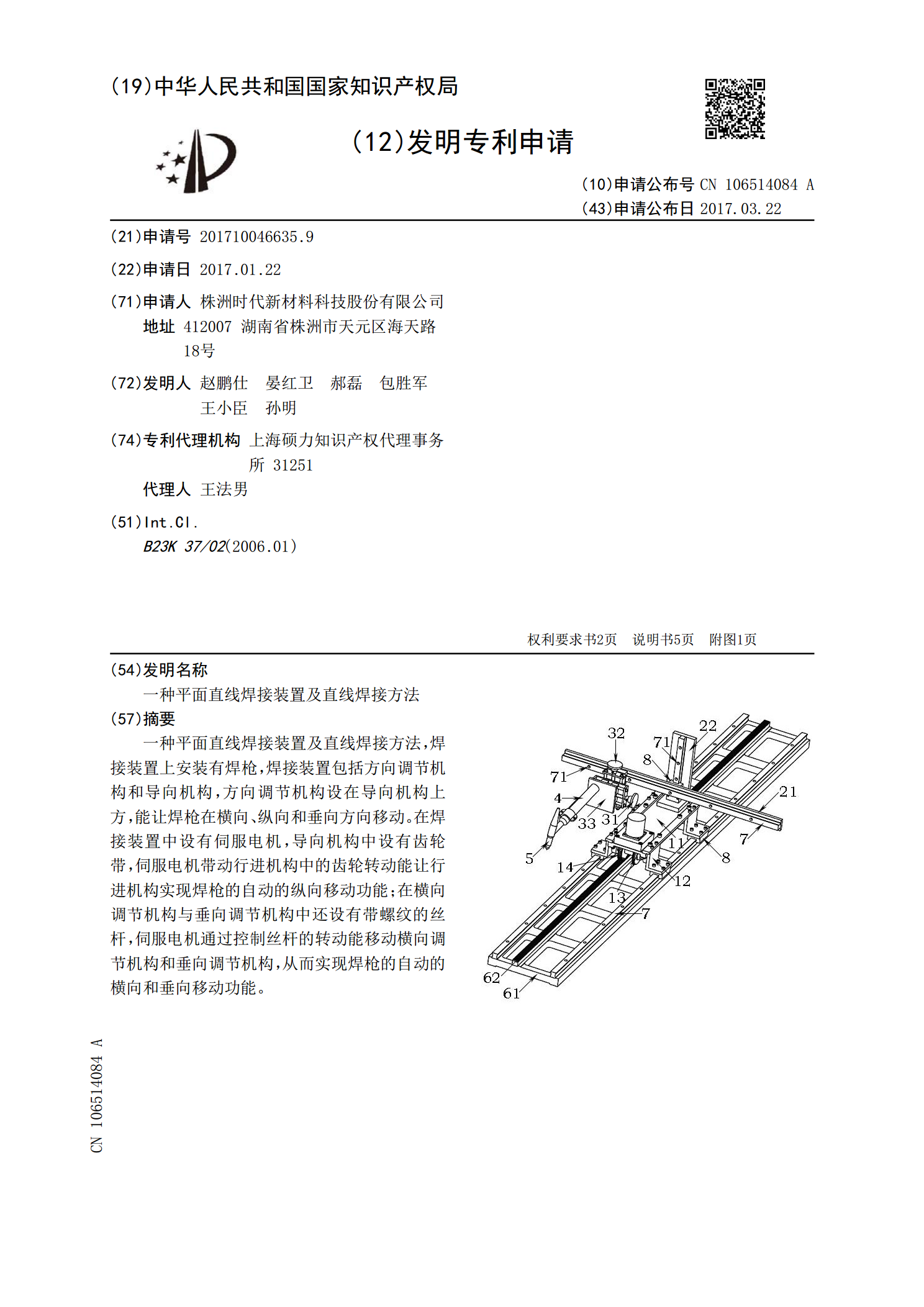
一种平面直线焊接装置及直线焊接方法.pdf
一种平面直线焊接装置及直线焊接方法,焊接装置上安装有焊枪,焊接装置包括方向调节机构和导向机构,方向调节机构设在导向机构上方,能让焊枪在横向、纵向和垂向方向移动。在焊接装置中设有伺服电机,导向机构中设有齿轮带,伺服电机带动行进机构中的齿轮转动能让行进机构实现焊枪的自动的纵向移动功能;在横向调节机构与垂向调节机构中还设有带螺纹的丝杆,伺服电机通过控制丝杆的转动能移动横向调节机构和垂向调节机构,从而实现焊枪的自动的横向和垂向移动功能。
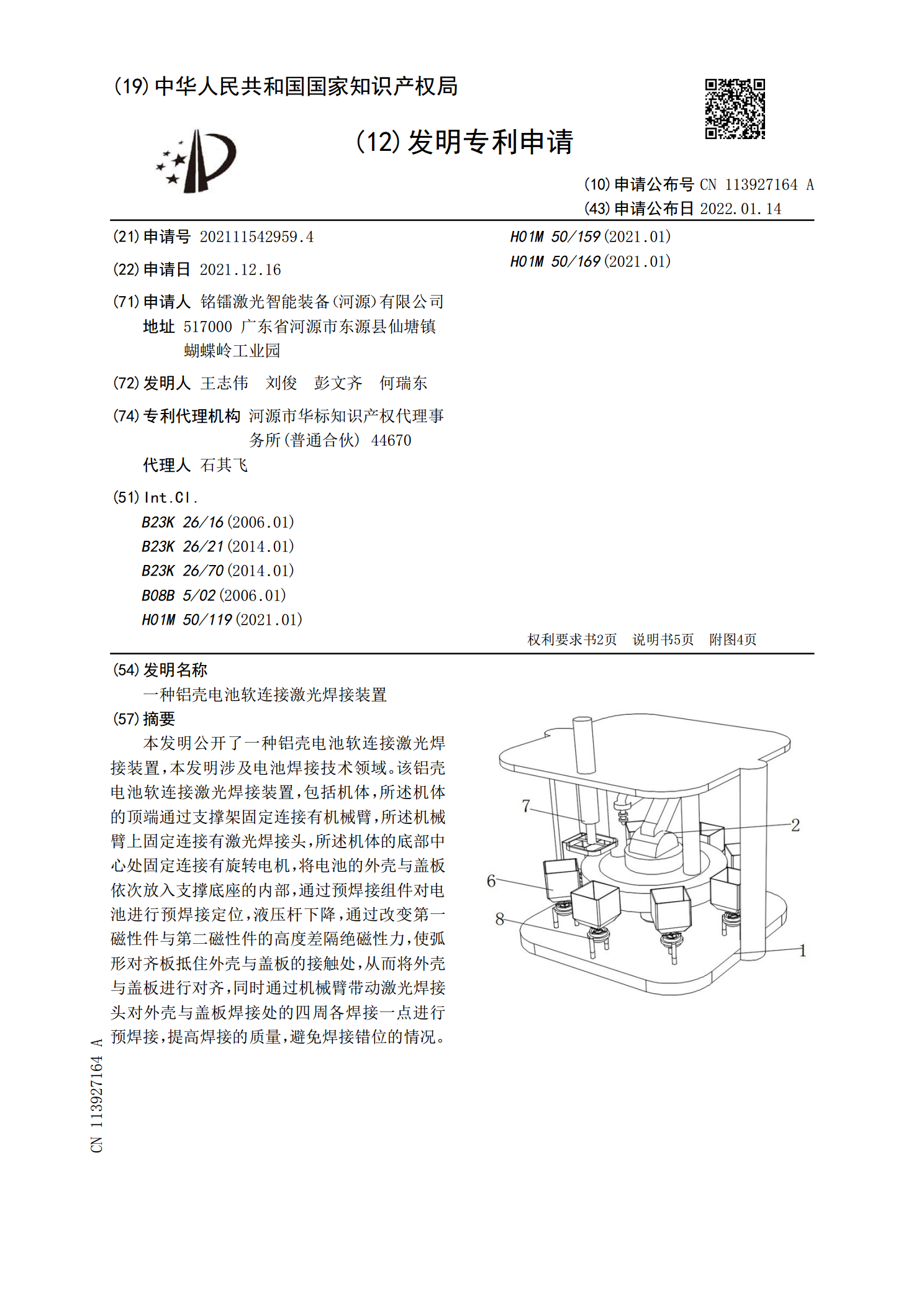
一种铝壳电池软连接激光焊接装置.pdf
本发明公开了一种铝壳电池软连接激光焊接装置,本发明涉及电池焊接技术领域。该铝壳电池软连接激光焊接装置,包括机体,所述机体的顶端通过支撑架固定连接有机械臂,所述机械臂上固定连接有激光焊接头,所述机体的底部中心处固定连接有旋转电机,将电池的外壳与盖板依次放入支撑底座的内部,通过预焊接组件对电池进行预焊接定位,液压杆下降,通过改变第一磁性件与第二磁性件的高度差隔绝磁性力,使弧形对齐板抵住外壳与盖板的接触处,从而将外壳与盖板进行对齐,同时通过机械臂带动激光焊接头对外壳与盖板焊接处的四周各焊接一点进行预焊接,提高焊
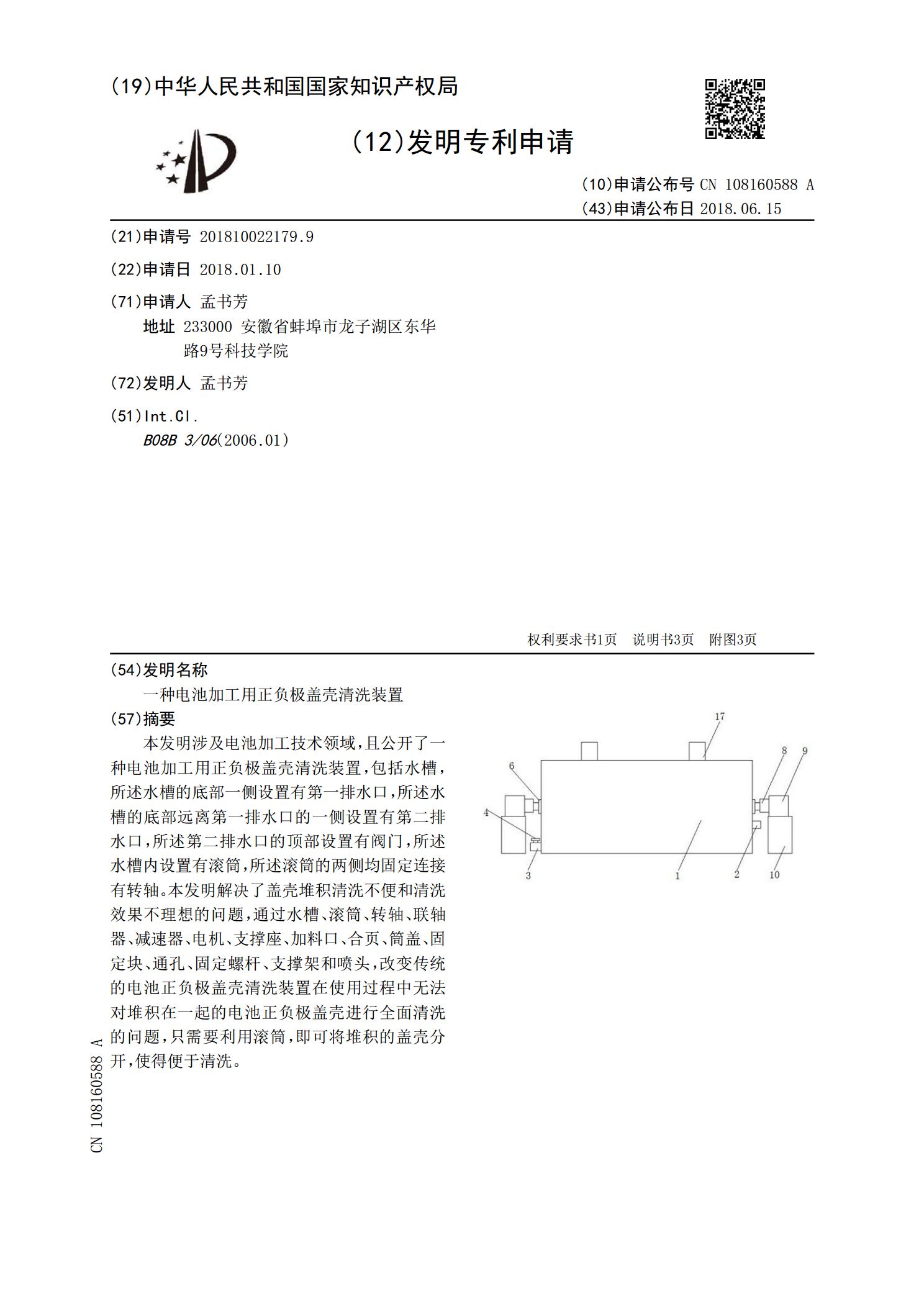
一种电池加工用正负极盖壳清洗装置.pdf
本发明涉及电池加工技术领域,且公开了一种电池加工用正负极盖壳清洗装置,包括水槽,所述水槽的底部一侧设置有第一排水口,所述水槽的底部远离第一排水口的一侧设置有第二排水口,所述第二排水口的顶部设置有阀门,所述水槽内设置有滚筒,所述滚筒的两侧均固定连接有转轴。本发明解决了盖壳堆积清洗不便和清洗效果不理想的问题,通过水槽、滚筒、转轴、联轴器、减速器、电机、支撑座、加料口、合页、筒盖、固定块、通孔、固定螺杆、支撑架和喷头,改变传统的电池正负极盖壳清洗装置在使用过程中无法对堆积在一起的电池正负极盖壳进行全面清洗的问题