
一种“素化”连铸辊辊坯材料体系及其制备方法.pdf

猫巷****盟主

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种“素化”连铸辊辊坯材料体系及其制备方法.pdf
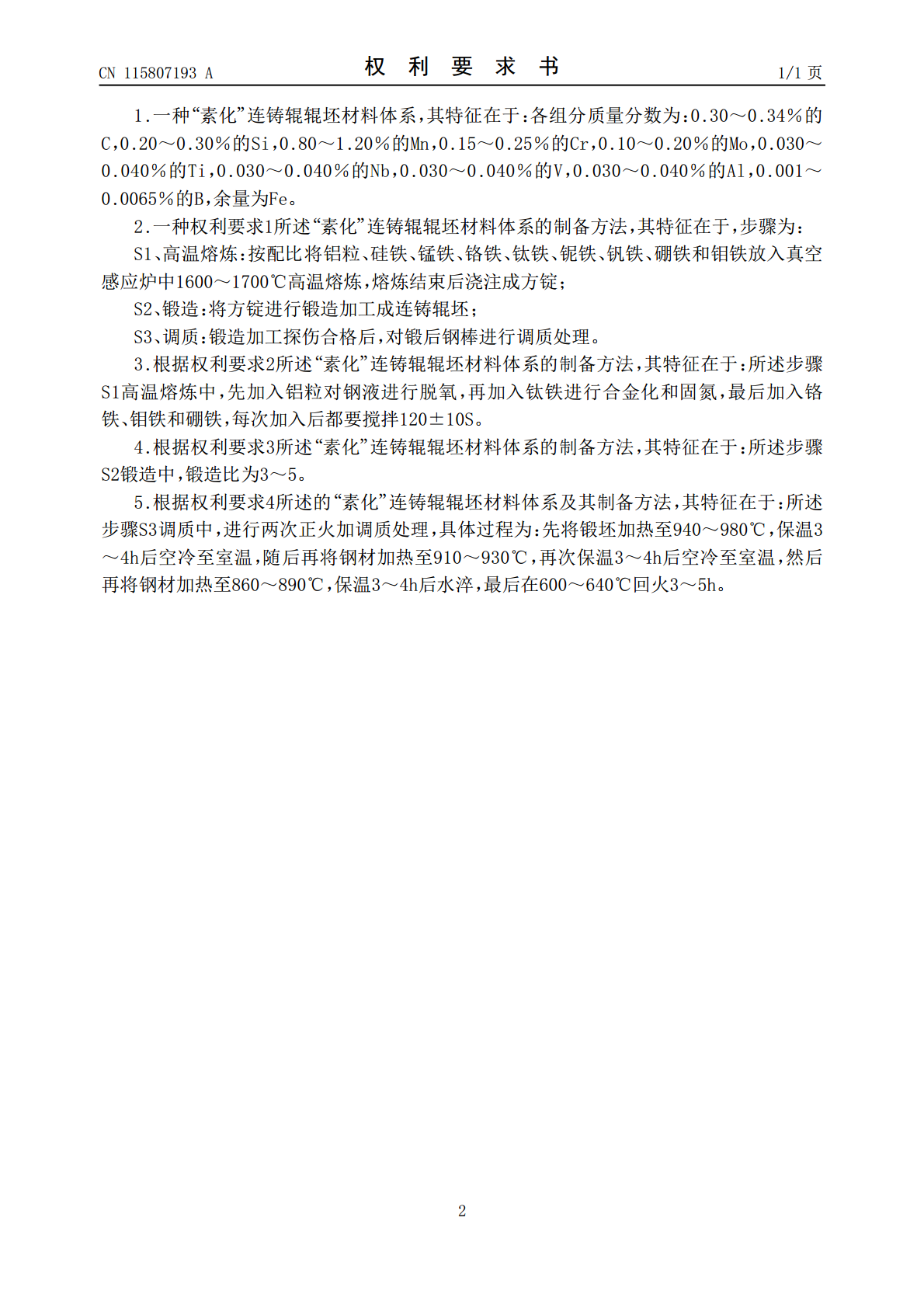
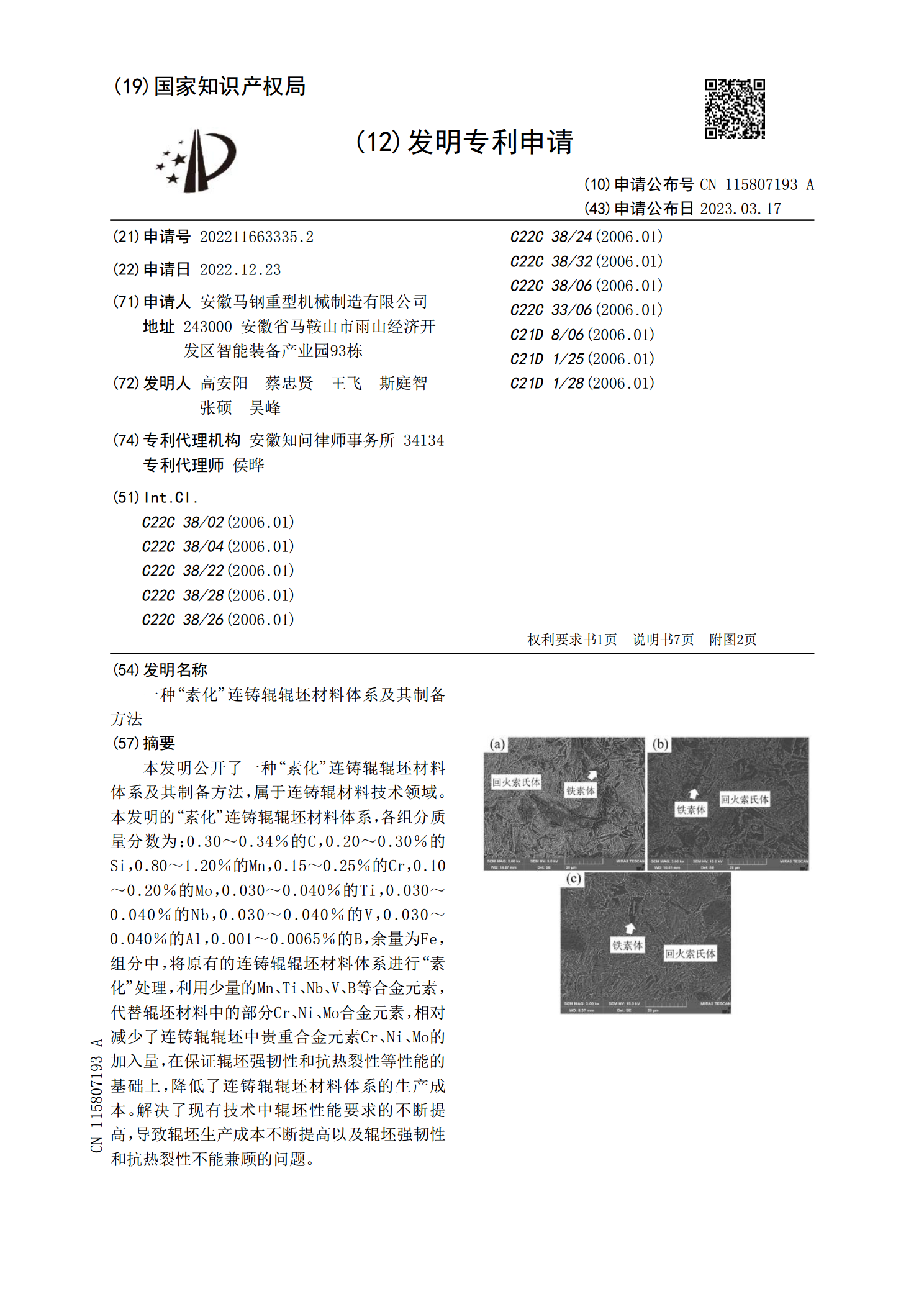
本发明公开了一种“素化”连铸辊辊坯材料体系及其制备方法,属于连铸辊材料技术领域。本发明的“素化”连铸辊辊坯材料体系,各组分质量分数为:0.30~0.34%的C,0.20~0.30%的Si,0.80~1.20%的Mn,0.15~0.25%的Cr,0.10~0.20%的Mo,0.030~0.040%的Ti,0.030~0.040%的Nb,0.030~0.040%的V,0.030~0.040%的Al,0.001~0.0065%的B,余量为Fe,组分中,将原有的连铸辊辊坯材料体系进行“素化”处理,利用少量的Mn、
连铸辊及其装配方法.pdf
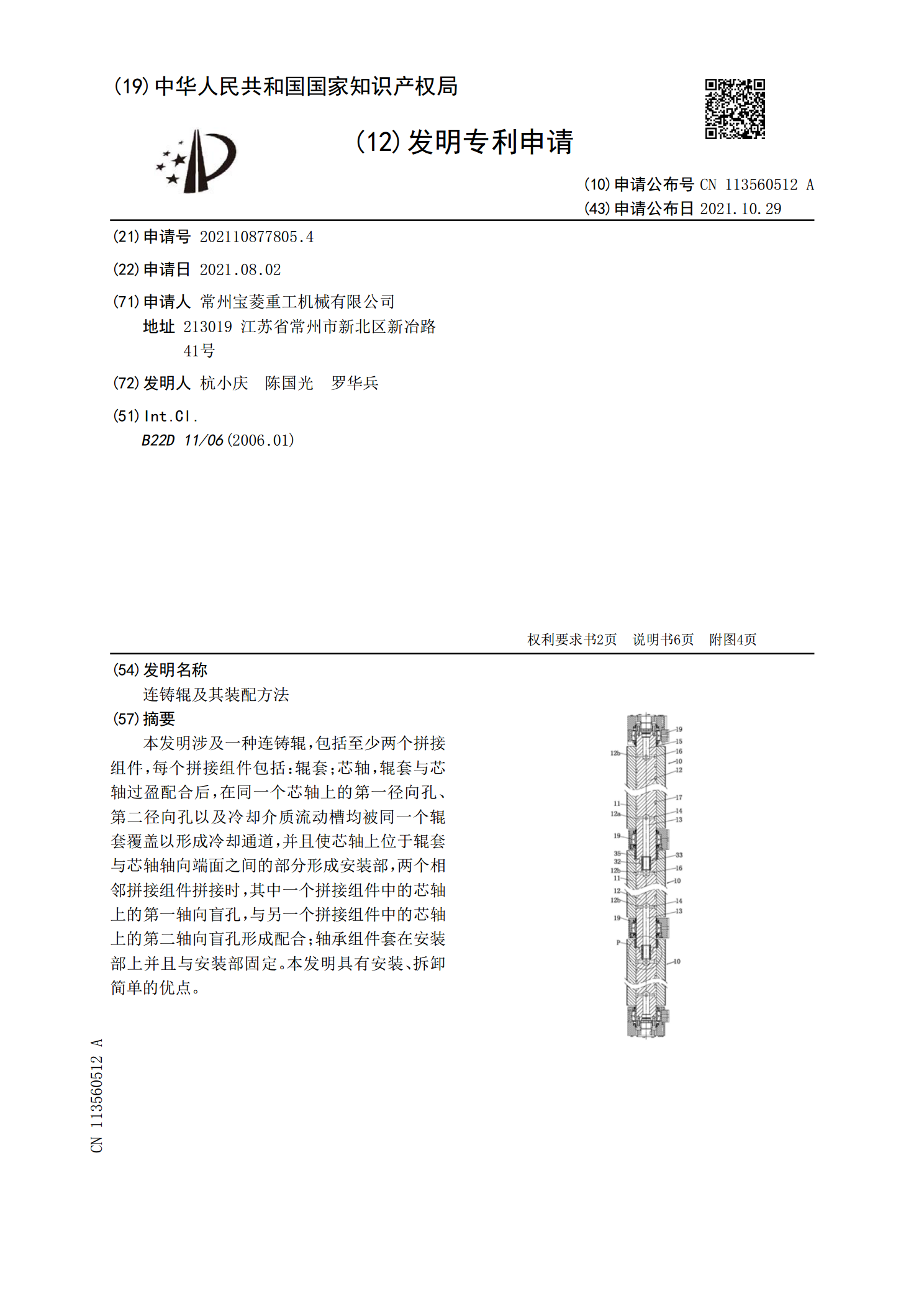
本发明涉及一种连铸辊,包括至少两个拼接组件,每个拼接组件包括:辊套;芯轴,辊套与芯轴过盈配合后,在同一个芯轴上的第一径向孔、第二径向孔以及冷却介质流动槽均被同一个辊套覆盖以形成冷却通道,并且使芯轴上位于辊套与芯轴轴向端面之间的部分形成安装部,两个相邻拼接组件拼接时,其中一个拼接组件中的芯轴上的第一轴向盲孔,与另一个拼接组件中的芯轴上的第二轴向盲孔形成配合;轴承组件套在安装部上并且与安装部固定。本发明具有安装、拆卸简单的优点。

用于连铸机的连铸坯导辊和连铸坯导引机构.pdf
本发明涉及一种用于对连铸坯(2)进行导引的连铸坯导辊(3、3a、3b)和一种用于对连铸坯(2)进行导引和冷却的连铸坯导引机构。本发明的任务在于,制造一种连铸坯导辊(3)和一种连铸坯导引机构,从而能够实现所述连铸坯(2)的强化的但仍尽可能均匀的冷却。该任务通过连铸坯导辊解决,-其中所述周面(8)的直径大于所述支撑轴(7a、7b)的直径;-其中所述第一支撑轴(7a)具有凹陷的第一轮廓(9),所述凹陷的第一轮廓由二阶或者更高阶的沿轴向方向朝向所述周面(8)单调上升的多项式给定;-其中所述第二支撑轴(7b)具有凹

毷连铸大方坯平辊和凸辊组合的轻压下方法.docx
毷连铸大方坯平辊和凸辊组合的轻压下方法轻压下是一种常用于金属加工工艺中的成形方法,可以有效地改变材料的形状和尺寸。在轻压下过程中,压力通常较小,以避免过度变形或断裂,并使材料保持其机械性能。本文将围绕毷连铸大方坯的轻压下方法展开讨论,并以平辊和凸辊的组合设备为情境。首先,需要了解毷连铸大方坯的基本概念和生产工艺。毷连铸是一种连续铸造工艺,通过连续铸造技术将金属连续铸造成长条状或大方坯状。这种工艺具有高效、省材和能耗低的优点,被广泛应用于金属材料的生产中。然而,毷连铸大方坯在生产过程中可能存在一些不平整或凹
一种连铸辊辊套的修复方法.pdf
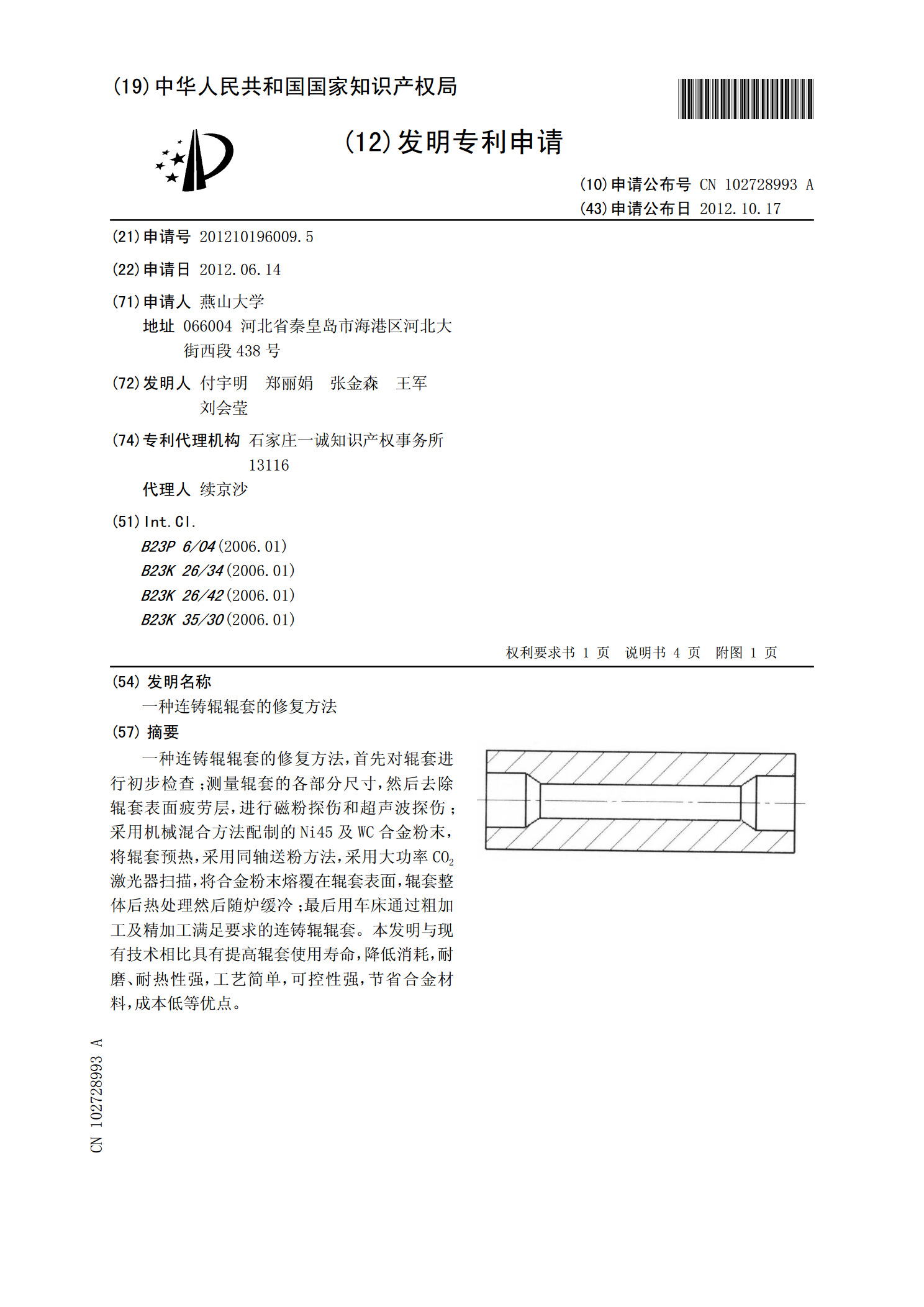
一种连铸辊辊套的修复方法,首先对辊套进行初步检查;测量辊套的各部分尺寸,然后去除辊套表面疲劳层,进行磁粉探伤和超声波探伤;采用机械混合方法配制的Ni45及WC合金粉末,将辊套预热,采用同轴送粉方法,采用大功率CO2激光器扫描,将合金粉末熔覆在辊套表面,辊套整体后热处理然后随炉缓冷;最后用车床通过粗加工及精加工满足要求的连铸辊辊套。本发明与现有技术相比具有提高辊套使用寿命,降低消耗,耐磨、耐热性强,工艺简单,可控性强,节省合金材料,成本低等优点。