
毷连铸大方坯平辊和凸辊组合的轻压下方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

毷连铸大方坯平辊和凸辊组合的轻压下方法.docx
毷连铸大方坯平辊和凸辊组合的轻压下方法轻压下是一种常用于金属加工工艺中的成形方法,可以有效地改变材料的形状和尺寸。在轻压下过程中,压力通常较小,以避免过度变形或断裂,并使材料保持其机械性能。本文将围绕毷连铸大方坯的轻压下方法展开讨论,并以平辊和凸辊的组合设备为情境。首先,需要了解毷连铸大方坯的基本概念和生产工艺。毷连铸是一种连续铸造工艺,通过连续铸造技术将金属连续铸造成长条状或大方坯状。这种工艺具有高效、省材和能耗低的优点,被广泛应用于金属材料的生产中。然而,毷连铸大方坯在生产过程中可能存在一些不平整或凹

连铸大方坯连续曲率凸形辊制造方法.pdf
一种连铸大方坯连续曲率凸形辊制造方法,属金属铸造领域。其连续曲率凸形辊辊身工作部分的外轮廓曲线,由第一直线段AB、第一过渡曲线段BC、中间直线段CD、第二过渡曲线段DE和第二直线段EF构成;其第一过渡曲线段BC和第一直线段AB、中间直线段CD的一阶导数连续变化、二阶导数连续变化、曲率连续变化,构成一个具有连续变化曲率的第一过渡曲线;所述的第一过渡曲线BC与第二过渡曲线DE镜像对称。按照技术方案制造的连续曲率凸形辊,可使变形区域铸坯均匀变形,减少裂纹发生;凸形辊的过渡曲线可缩短,能进一步降低轧制压力和减少拉

用于连铸机的连铸坯导辊和连铸坯导引机构.pdf
本发明涉及一种用于对连铸坯(2)进行导引的连铸坯导辊(3、3a、3b)和一种用于对连铸坯(2)进行导引和冷却的连铸坯导引机构。本发明的任务在于,制造一种连铸坯导辊(3)和一种连铸坯导引机构,从而能够实现所述连铸坯(2)的强化的但仍尽可能均匀的冷却。该任务通过连铸坯导辊解决,-其中所述周面(8)的直径大于所述支撑轴(7a、7b)的直径;-其中所述第一支撑轴(7a)具有凹陷的第一轮廓(9),所述凹陷的第一轮廓由二阶或者更高阶的沿轴向方向朝向所述周面(8)单调上升的多项式给定;-其中所述第二支撑轴(7b)具有凹
一种“素化”连铸辊辊坯材料体系及其制备方法.pdf
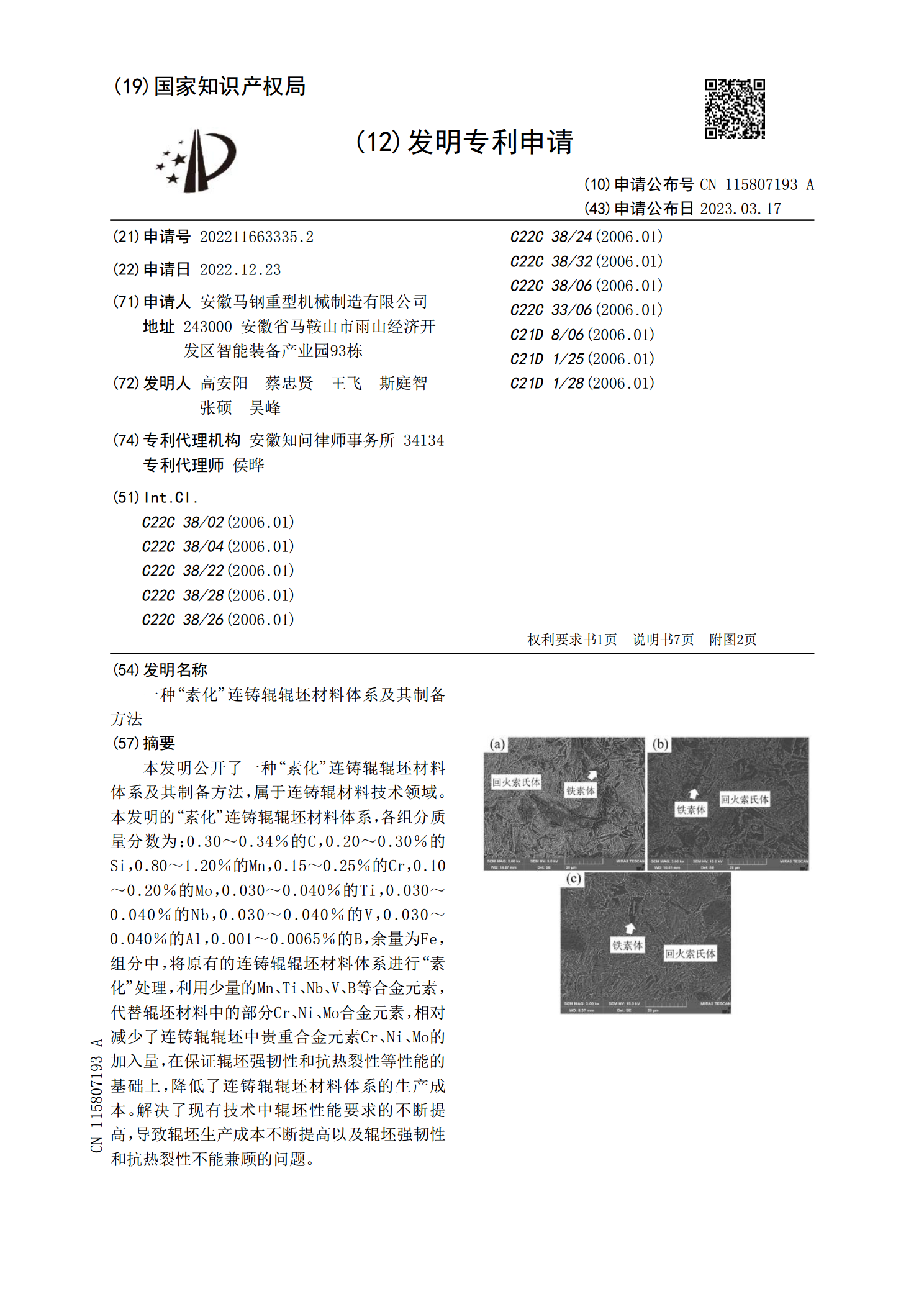
本发明公开了一种“素化”连铸辊辊坯材料体系及其制备方法,属于连铸辊材料技术领域。本发明的“素化”连铸辊辊坯材料体系,各组分质量分数为:0.30~0.34%的C,0.20~0.30%的Si,0.80~1.20%的Mn,0.15~0.25%的Cr,0.10~0.20%的Mo,0.030~0.040%的Ti,0.030~0.040%的Nb,0.030~0.040%的V,0.030~0.040%的Al,0.001~0.0065%的B,余量为Fe,组分中,将原有的连铸辊辊坯材料体系进行“素化”处理,利用少量的Mn、
板坯连铸辊缝技术与铸坯质量控制.pdf
连铸设备技术研讨会2010年6月,济南连铸辊缝设计与控制技术——工艺角度的认识张家泉北京科技大学钢铁冶金系jqzhang@metall.ustb.edu.cnTel:13911171237引言当前常规连铸,如同早期的模铸,只是钢水向钢材转化技术发展过程中的一个阶段性技术。从节能、降耗、增效、降低排放角度来看,铸轧一体化近终形生产技术是未来连铸的发展目标!连铸向凝固过程温度、变形、乃至固态相变复合控制方向发展是必然趋势!其中,辊列、辊缝乃至辊型的设计与过程控制技术是连铸技术升级的设备基础;而对钢凝固高