
一种连铸辊辊套的修复方法.pdf

努力****振宇

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连铸辊辊套的修复方法.pdf
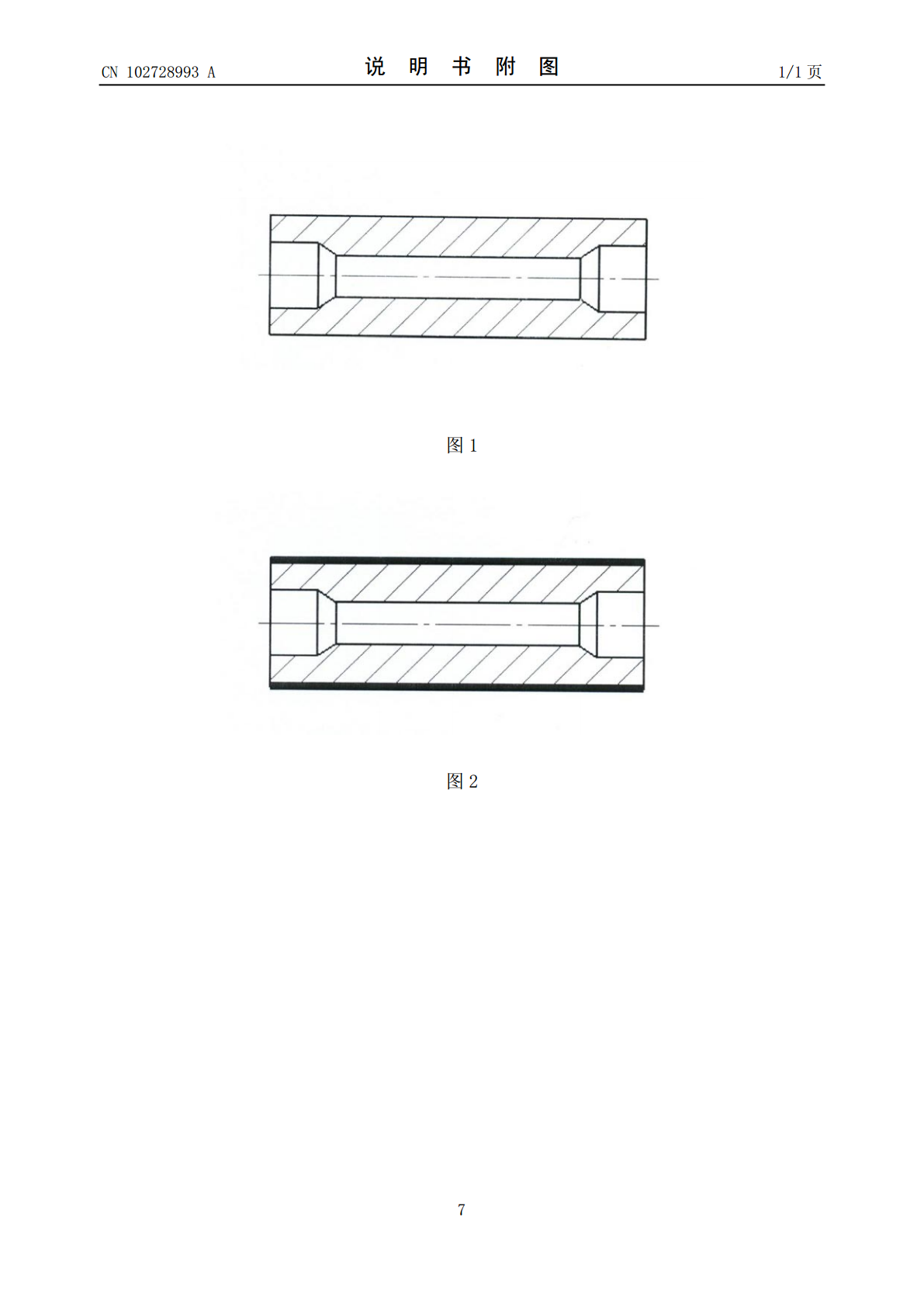
一种连铸辊辊套的修复方法,首先对辊套进行初步检查;测量辊套的各部分尺寸,然后去除辊套表面疲劳层,进行磁粉探伤和超声波探伤;采用机械混合方法配制的Ni45及WC合金粉末,将辊套预热,采用同轴送粉方法,采用大功率CO2激光器扫描,将合金粉末熔覆在辊套表面,辊套整体后热处理然后随炉缓冷;最后用车床通过粗加工及精加工满足要求的连铸辊辊套。本发明与现有技术相比具有提高辊套使用寿命,降低消耗,耐磨、耐热性强,工艺简单,可控性强,节省合金材料,成本低等优点。

连铸辊修复技术分析.docx
连铸辊修复技术分析一、引言连铸是一种重要的压力加工工艺,生产钢、铝、铜、铸铁等金属材料,是当前世界上最具代表性、最具战略性、最具高科技含量的大型铸造设备之一。而连铸辊则是连铸设备中不可或缺的组成部分,是决定铸坯质量的关键因素之一。因此,对连铸辊的保养、维修和更新是非常关键的。本篇论文将以连铸辊修复技术为研究对象,对其进行技术分析和探讨,以期为连铸设备的维护和更新提供参考。二、连铸辊的保养和维修连铸辊在运转中由于长期受高温、高压、金属流动冲击的影响,其表面会产生锈蚀、磨损、烧蚀等缺陷。这些缺陷将严重影响连铸

连铸辊的堆焊修复工艺.docx
连铸辊的堆焊修复工艺连铸辊在钢铁生产中起着至关重要的作用,其质量直接影响着连铸机的稳定运行和产品质量。然而,由于长期高温、高压和重负荷等恶劣工况的影响,连铸辊往往会出现磨损、裂纹和变形等问题,需要进行修复。堆焊修复工艺是一种常用的连铸辊修复方法,本文将详细介绍连铸辊堆焊修复工艺及其相关内容。一、连铸辊的堆焊修复工艺概述连铸辊堆焊修复工艺是指利用焊接技术,在已损部位或磨损较大的区域上进行修复堆焊,以恢复其原有形状和尺寸,并提高其耐磨性和抗裂性能。该工艺一般包括以下几个步骤:预处理、准备工作、选材和焊接、后处

一种连铸辊的喷涂制造方法.pdf
本发明公开了一种连铸辊的喷涂制造方法,其具体步骤是:(1)粗加工;(2)探伤;(3)喷涂前加工:采用切削方式整体见圆、见亮,并预留喷涂层尺寸;然后螺纹铣刀二次加工;(4)喷涂前预处理:对待喷涂面采用喷砂、喷丸进行预处理;(5)喷涂:采用火焰喷涂工艺在基体上制备复合涂层;(6)喷涂后加工。其中连铸辊表面复合涂层由打底层、过渡层和面层组成;其中打底层为Ni基合金粉末,涂层厚度为0.05‑0.1mm;过渡层为NiCr合金粉末,涂层厚度为0.2‑0.3mm;面层为Ni基碳化物粉末,涂层厚度为0.05‑0.1mm。
一种“素化”连铸辊辊坯材料体系及其制备方法.pdf
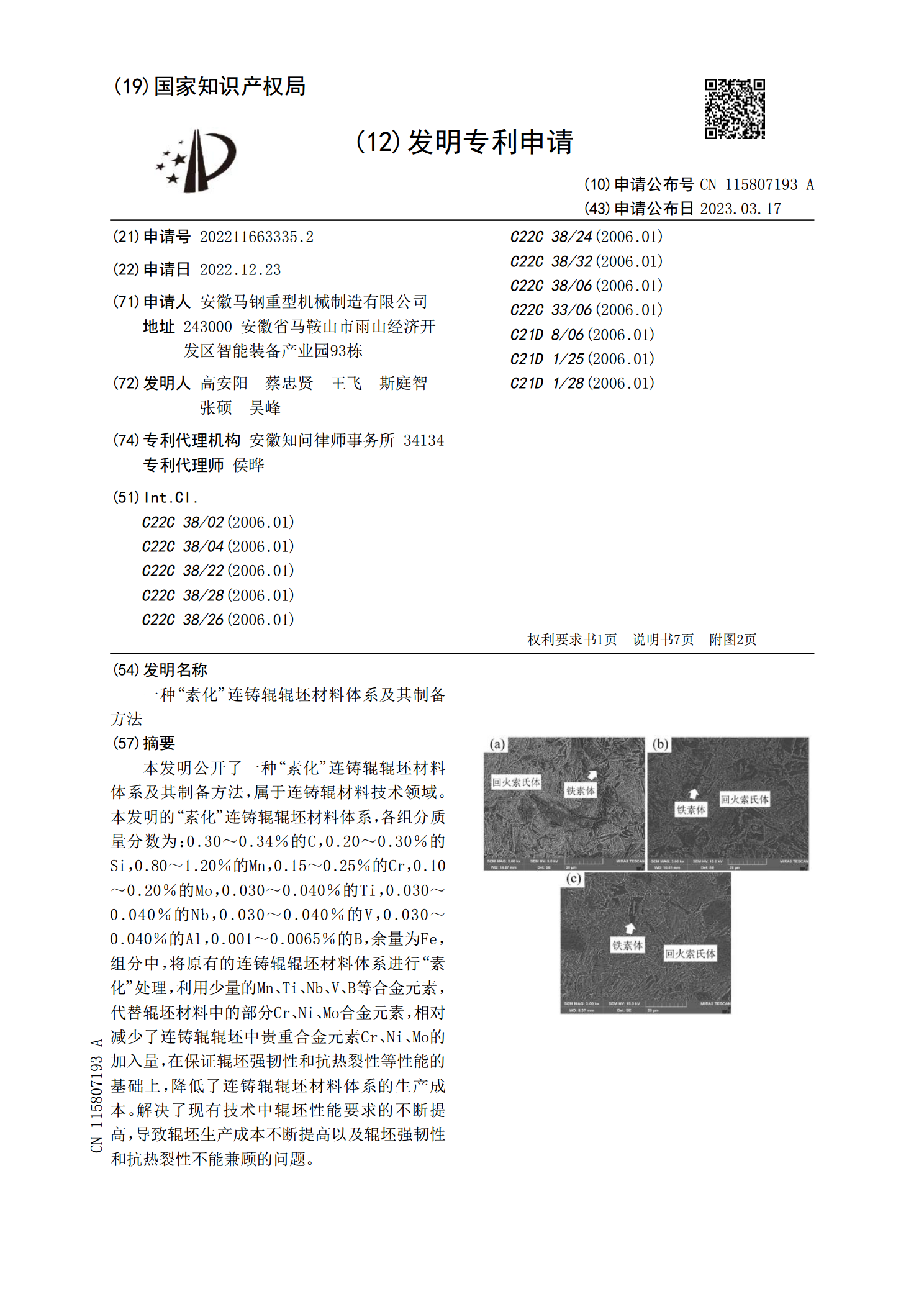
本发明公开了一种“素化”连铸辊辊坯材料体系及其制备方法,属于连铸辊材料技术领域。本发明的“素化”连铸辊辊坯材料体系,各组分质量分数为:0.30~0.34%的C,0.20~0.30%的Si,0.80~1.20%的Mn,0.15~0.25%的Cr,0.10~0.20%的Mo,0.030~0.040%的Ti,0.030~0.040%的Nb,0.030~0.040%的V,0.030~0.040%的Al,0.001~0.0065%的B,余量为Fe,组分中,将原有的连铸辊辊坯材料体系进行“素化”处理,利用少量的Mn、