
钢球磨煤机大罐裂纹补焊及焊后裂纹的避免.doc

Ch****91


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钢球磨煤机大罐裂纹补焊及焊后裂纹的避免.doc
提高钢球磨大罐裂纹补焊质量缩短补焊工期北方联合电力海勃湾发电厂检修部锅炉检修专业焊工班QC小组二○○五年十二月一、小组概况锅炉检修专业焊工班承担我厂装机126MW(2×100MW、2×200MW、2×330MW)容量的焊接任务。除了完成常规的检修焊接任务外,我QC小组在作业的过程中应用先进的管理工具,针对一些影响设备安全稳定生产的问题,积极开展全面质量管理活动。1、小组简介小组名称焊工班QC小组小组类型现场型成立时间1998年元月小组人数8课题注册时间2005年元月活动次数11次/年受教育情况72h/年注
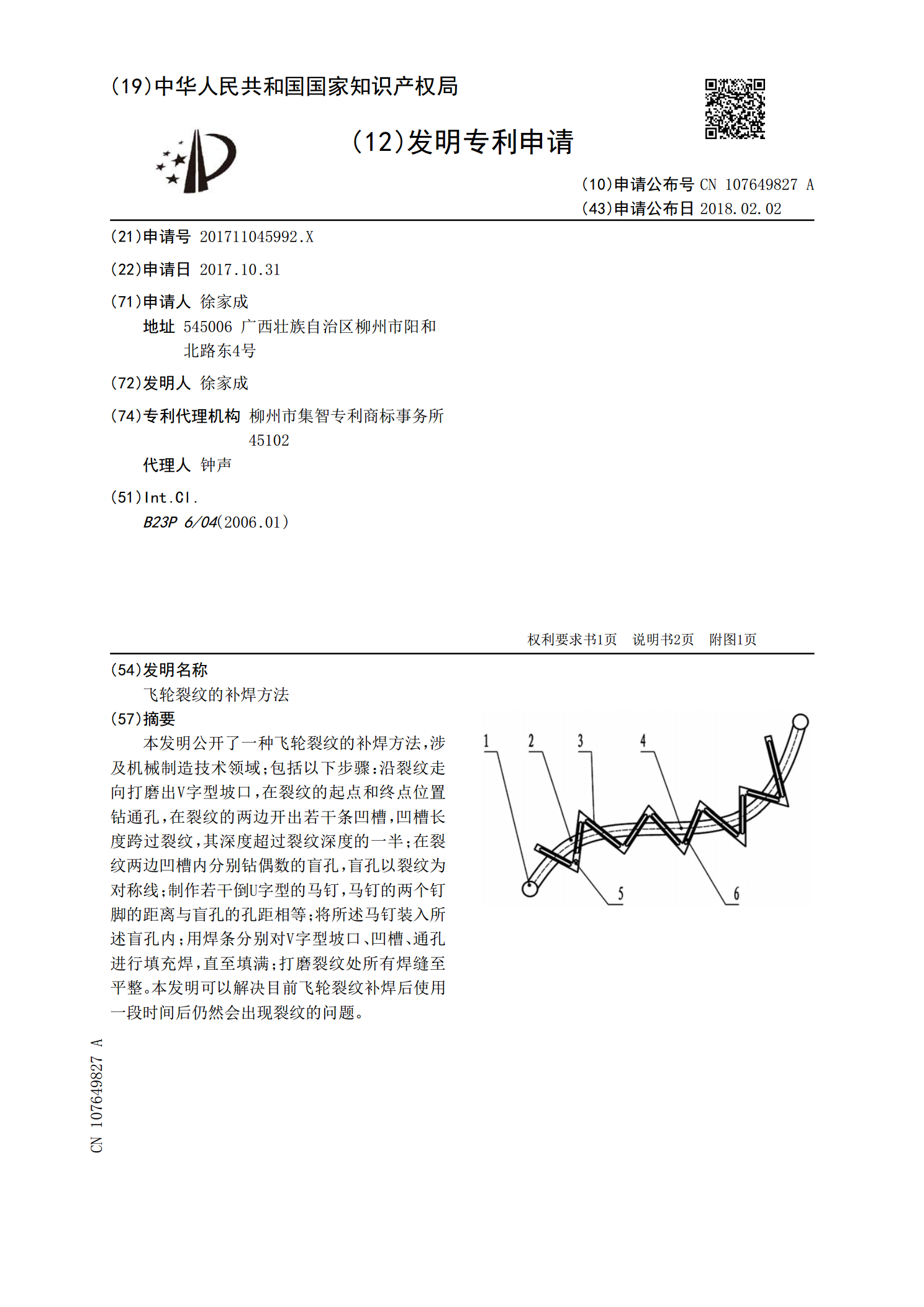
飞轮裂纹的补焊方法.pdf
本发明公开了一种飞轮裂纹的补焊方法,涉及机械制造技术领域;包括以下步骤:沿裂纹走向打磨出V字型坡口,在裂纹的起点和终点位置钻通孔,在裂纹的两边开出若干条凹槽,凹槽长度跨过裂纹,其深度超过裂纹深度的一半;在裂纹两边凹槽内分别钻偶数的盲孔,盲孔以裂纹为对称线;制作若干倒U字型的马钉,马钉的两个钉脚的距离与盲孔的孔距相等;将所述马钉装入所述盲孔内;用焊条分别对V字型坡口、凹槽、通孔进行填充焊,直至填满;打磨裂纹处所有焊缝至平整。本发明可以解决目前飞轮裂纹补焊后使用一段时间后仍然会出现裂纹的问题。
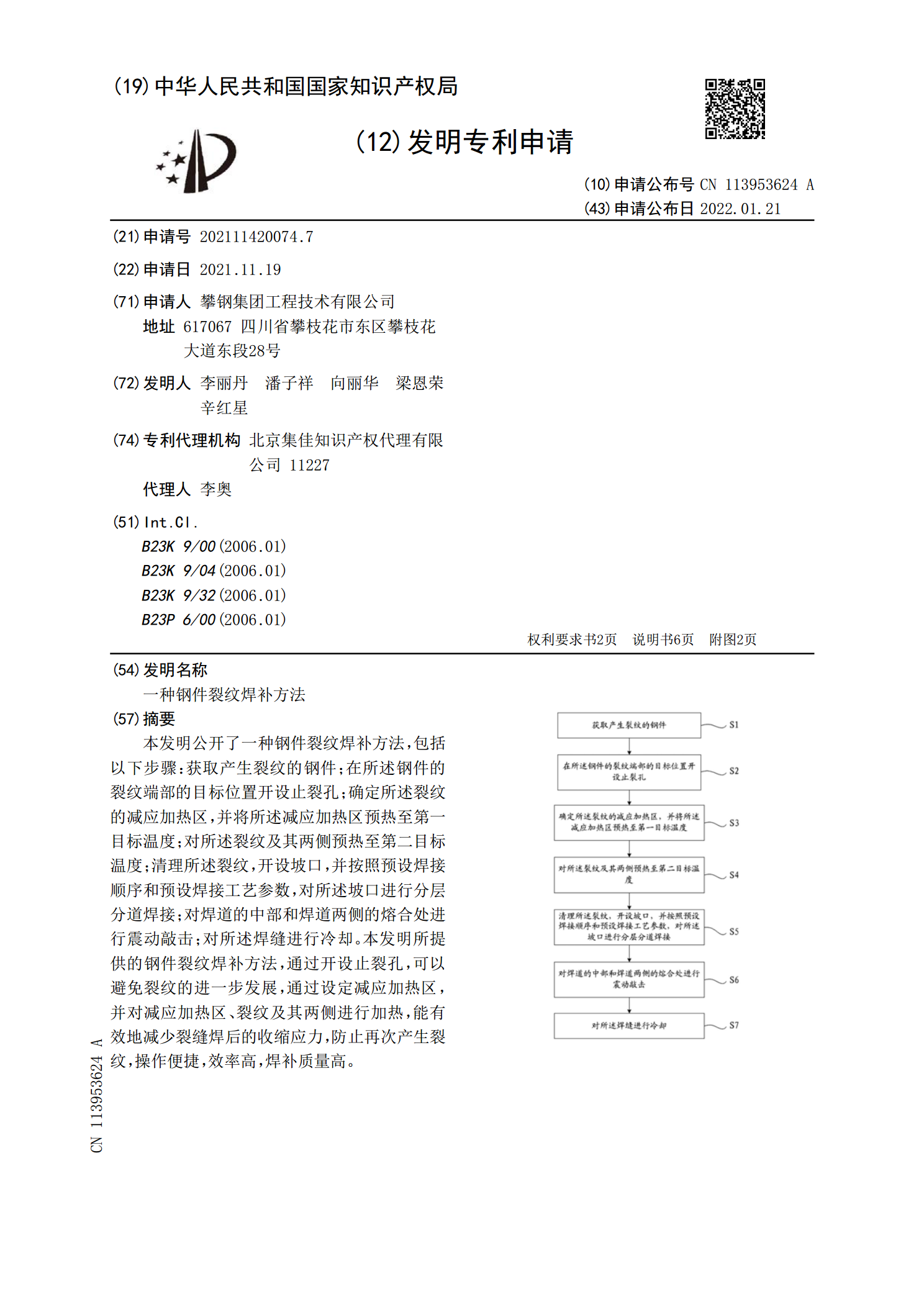
一种钢件裂纹焊补方法.pdf
本发明公开了一种钢件裂纹焊补方法,包括以下步骤:获取产生裂纹的钢件;在所述钢件的裂纹端部的目标位置开设止裂孔;确定所述裂纹的减应加热区,并将所述减应加热区预热至第一目标温度;对所述裂纹及其两侧预热至第二目标温度;清理所述裂纹,开设坡口,并按照预设焊接顺序和预设焊接工艺参数,对所述坡口进行分层分道焊接;对焊道的中部和焊道两侧的熔合处进行震动敲击;对所述焊缝进行冷却。本发明所提供的钢件裂纹焊补方法,通过开设止裂孔,可以避免裂纹的进一步发展,通过设定减应加热区,并对减应加热区、裂纹及其两侧进行加热,能有效地减少

钢焊条电弧焊焊缝金属热裂纹及其特征.pptx
摘要1本文拟回答3个问题2工程试样获取与实验室试样制备3.1工程试样3.2实验室试样3.3缺陷性质判断1:热裂纹;结晶裂纹确定性判据:工程试样:结晶晶胞(“土豆”);实验室试样:结晶晶胞(“土豆”);产生于高温下。3.3缺陷性质判断2:不是夹渣与未熔合,但裂纹中存在焊渣或氧化层。4.1裂纹位置与形貌特征1)深度分布广泛。2)在焊缝不同深度,可以呈现不同形貌。星形;线状。据其形状与缺陷中间存在夹杂物判断其为线状夹渣或未熔合是不可靠的。3)位于焊道收弧处。4.2裂纹断面上元素分布特征1)未发现S、P、B元素的
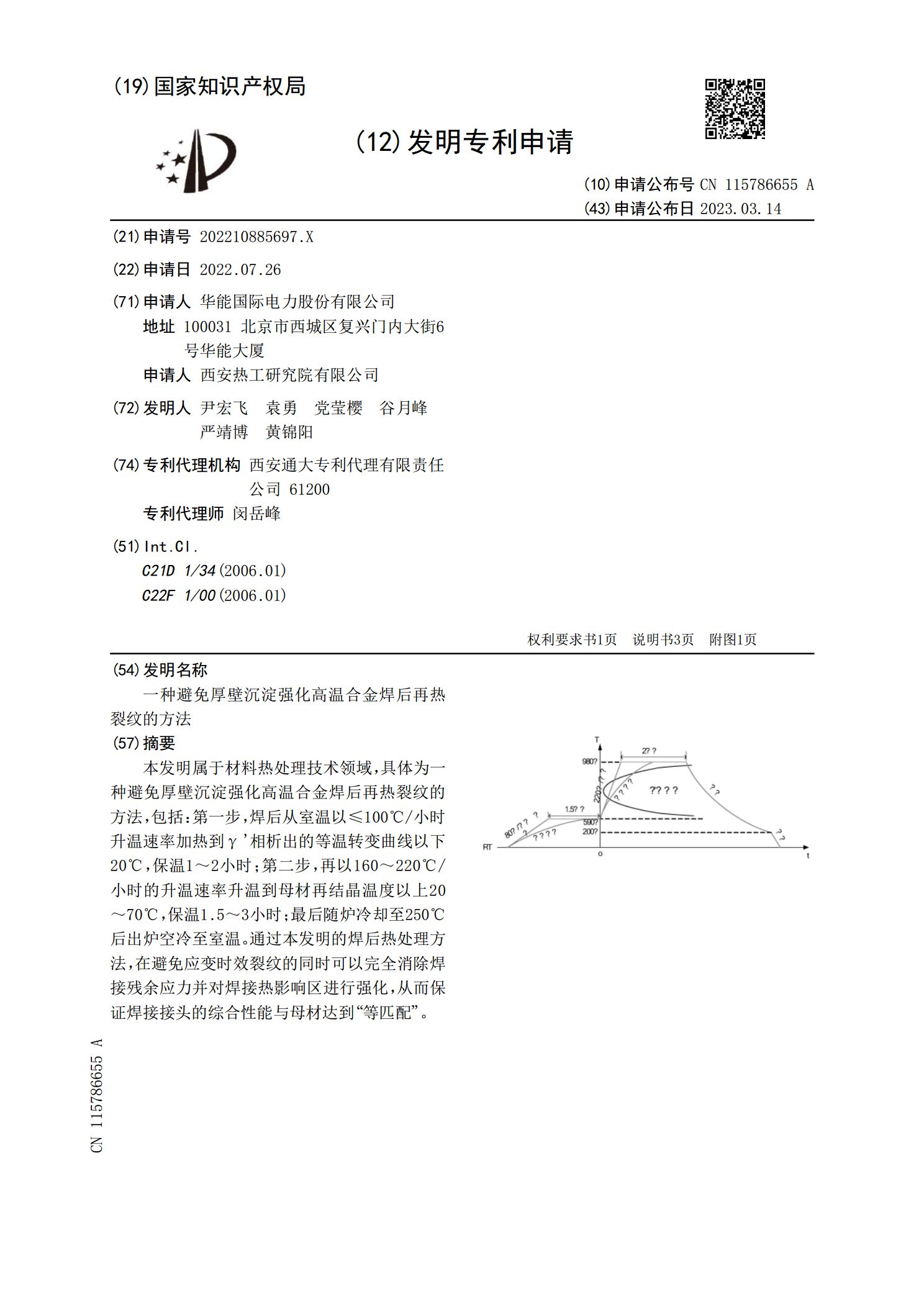
一种避免厚壁沉淀强化高温合金焊后再热裂纹的方法.pdf
本发明属于材料热处理技术领域,具体为一种避免厚壁沉淀强化高温合金焊后再热裂纹的方法,包括:第一步,焊后从室温以≤100℃/小时升温速率加热到γ'相析出的等温转变曲线以下20℃,保温1~2小时;第二步,再以160~220℃/小时的升温速率升温到母材再结晶温度以上20~70℃,保温1.5~3小时;最后随炉冷却至250℃后出炉空冷至室温。通过本发明的焊后热处理方法,在避免应变时效裂纹的同时可以完全消除焊接残余应力并对焊接热影响区进行强化,从而保证焊接接头的综合性能与母材达到“等匹配”。