
飞轮裂纹的补焊方法.pdf

fu****级甜

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
飞轮裂纹的补焊方法.pdf
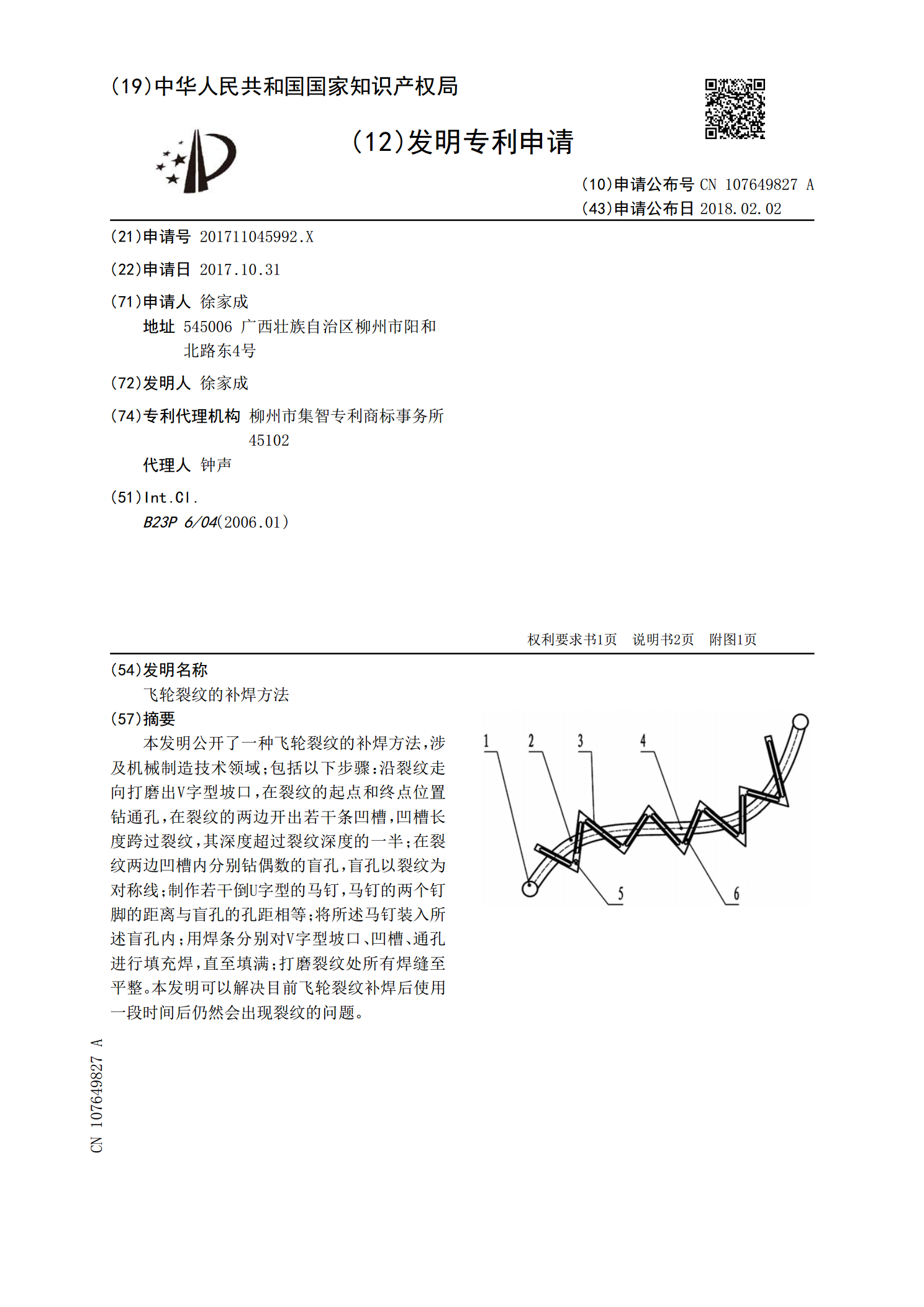
本发明公开了一种飞轮裂纹的补焊方法,涉及机械制造技术领域;包括以下步骤:沿裂纹走向打磨出V字型坡口,在裂纹的起点和终点位置钻通孔,在裂纹的两边开出若干条凹槽,凹槽长度跨过裂纹,其深度超过裂纹深度的一半;在裂纹两边凹槽内分别钻偶数的盲孔,盲孔以裂纹为对称线;制作若干倒U字型的马钉,马钉的两个钉脚的距离与盲孔的孔距相等;将所述马钉装入所述盲孔内;用焊条分别对V字型坡口、凹槽、通孔进行填充焊,直至填满;打磨裂纹处所有焊缝至平整。本发明可以解决目前飞轮裂纹补焊后使用一段时间后仍然会出现裂纹的问题。

轮带裂纹的修复补焊工艺.docx
轮带裂纹的修复补焊工艺轮带裂纹的修复补焊工艺摘要:轮带是一种常见的用于输送材料的设备,在使用过程中常常会出现裂纹,对其进行修复补焊是一种有效的方法。本文将介绍轮带裂纹修复的工艺流程和注意事项,并对不同材料和裂纹形式下的修复工艺进行了研究和探讨。关键词:轮带、裂纹、修复、补焊、工艺1.引言轮带是一种用于输送材料的设备,广泛应用于矿山、化工、电力等行业。由于长时间的使用和承受重载,轮带很容易出现裂纹,影响其正常工作。因此,修复补焊工艺对于轮带的维修和继续使用具有重要意义。2.轮带裂纹的分类轮带的裂纹形式多种多

钢球磨煤机大罐裂纹补焊及焊后裂纹的避免.doc
提高钢球磨大罐裂纹补焊质量缩短补焊工期北方联合电力海勃湾发电厂检修部锅炉检修专业焊工班QC小组二○○五年十二月一、小组概况锅炉检修专业焊工班承担我厂装机126MW(2×100MW、2×200MW、2×330MW)容量的焊接任务。除了完成常规的检修焊接任务外,我QC小组在作业的过程中应用先进的管理工具,针对一些影响设备安全稳定生产的问题,积极开展全面质量管理活动。1、小组简介小组名称焊工班QC小组小组类型现场型成立时间1998年元月小组人数8课题注册时间2005年元月活动次数11次/年受教育情况72h/年注

钢球磨煤机大罐裂纹补焊及焊后裂纹的避免.doc
提高钢球磨大罐裂纹补焊质量缩短补焊工期北方联合电力海勃湾发电厂检修部锅炉检修专业焊工班QC小组二○○五年十二月一、小组概况锅炉检修专业焊工班承担我厂装机126MW(2×100MW、2×200MW、2×330MW)容量的焊接任务。除了完成常规的检修焊接任务外,我QC小组在作业的过程中应用先进的管理工具,针对一些影响设备安全稳定生产的问题,积极开展全面质量管理活动。1、小组简介小组名称焊工班QC小组小组类型现场型成立时间1998年元月小组人数8课题注册时间2005年元月活动次数11次/年受教育情况72h/年注

铜焊缝渗透裂纹的产生及补焊工艺.docx
铜焊缝渗透裂纹的产生及补焊工艺铜焊缝渗透裂纹的产生及补焊工艺一、铜焊缝渗透裂纹的产生原因铜焊接是一种常见的焊接方式,具有灵活性、可变性、成本低、易于操作等优点。但是,在焊接过程中,铜焊缝渗透裂纹是一个普遍存在的问题,这极大地影响了焊接质量和强度。铜焊缝渗透裂纹的产生原因可以归纳为以下几点:1.物理方面的原因:渗透性裂纹通常是由于焊接过程中铜与焊接材料之间的收缩差异导致的。当焊接材料冷却并与底材集合时,铜和焊接材料之间的线膨胀系数可能会不同,这会导致渗透性裂纹的形成。2.冷裂纹:当焊接中的热影响区受到冷却时