
一种钢件裂纹焊补方法.pdf

康平****ng


1/10

2/10

3/10

4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢件裂纹焊补方法.pdf
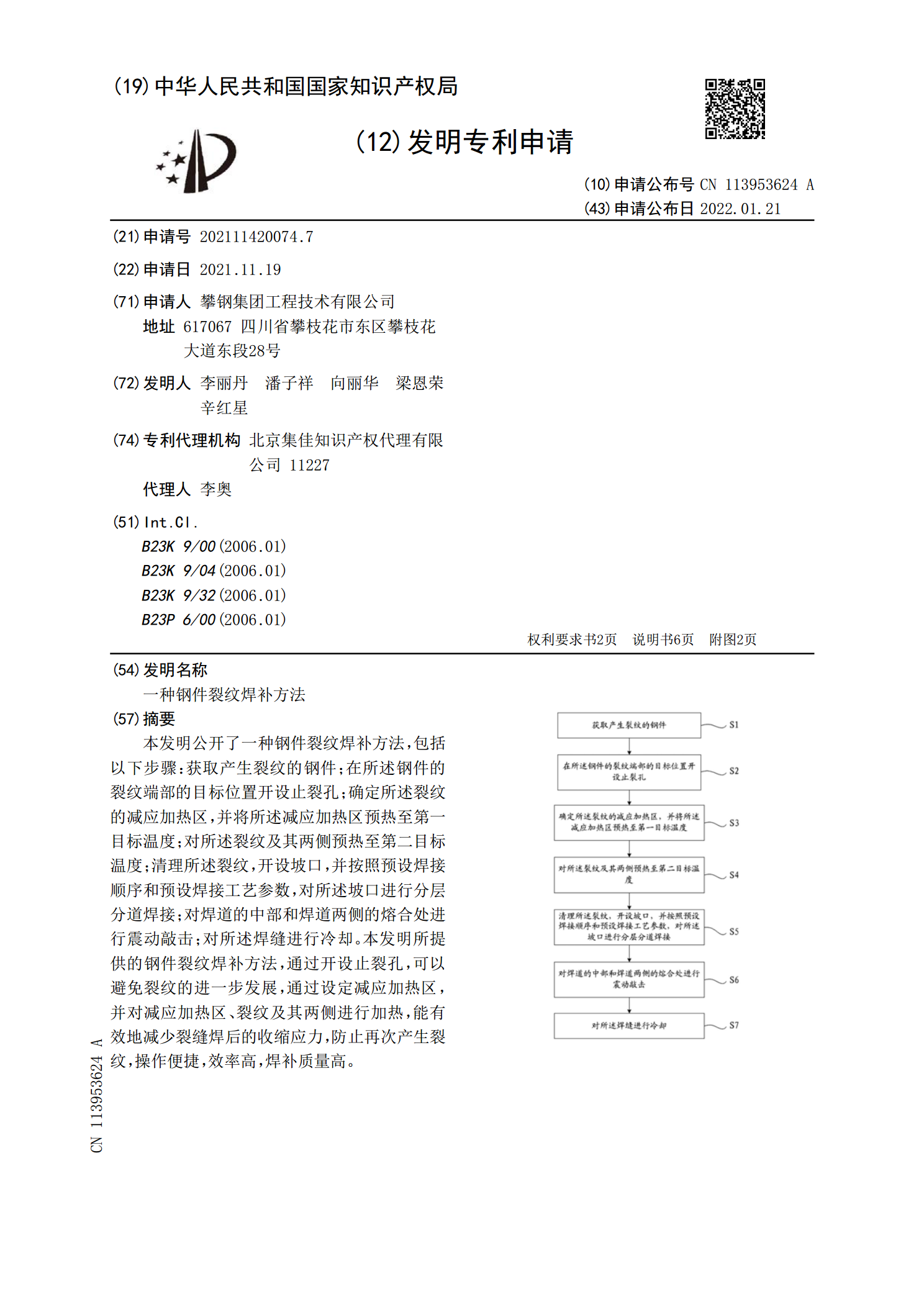
本发明公开了一种钢件裂纹焊补方法,包括以下步骤:获取产生裂纹的钢件;在所述钢件的裂纹端部的目标位置开设止裂孔;确定所述裂纹的减应加热区,并将所述减应加热区预热至第一目标温度;对所述裂纹及其两侧预热至第二目标温度;清理所述裂纹,开设坡口,并按照预设焊接顺序和预设焊接工艺参数,对所述坡口进行分层分道焊接;对焊道的中部和焊道两侧的熔合处进行震动敲击;对所述焊缝进行冷却。本发明所提供的钢件裂纹焊补方法,通过开设止裂孔,可以避免裂纹的进一步发展,通过设定减应加热区,并对减应加热区、裂纹及其两侧进行加热,能有效地减少
一种高炉炉壳裂纹焊补方法.pdf
本申请公开了一种高炉炉壳裂纹焊补方法,包括以下步骤:判断焊接性;开坡口;选择焊接方法和焊接材料;焊接工艺评定试验;对焊缝进行金相分析,其组织为奥氏体,且组织均匀。试样镜王水溶液腐蚀后,检验低倍组织结果显示焊接区无未熔合、裂纹缺陷。炉壳焊补后焊缝镜超声波检测和表面着色检验,未发现裂纹和其他缺陷。

钢球磨煤机大罐裂纹补焊及焊后裂纹的避免.doc
提高钢球磨大罐裂纹补焊质量缩短补焊工期北方联合电力海勃湾发电厂检修部锅炉检修专业焊工班QC小组二○○五年十二月一、小组概况锅炉检修专业焊工班承担我厂装机126MW(2×100MW、2×200MW、2×330MW)容量的焊接任务。除了完成常规的检修焊接任务外,我QC小组在作业的过程中应用先进的管理工具,针对一些影响设备安全稳定生产的问题,积极开展全面质量管理活动。1、小组简介小组名称焊工班QC小组小组类型现场型成立时间1998年元月小组人数8课题注册时间2005年元月活动次数11次/年受教育情况72h/年注
SUS316L不锈钢化学品舱裂纹焊补工艺.docx
SUS316L不锈钢化学品舱裂纹焊补工艺冉维佳王欣(大连辽南船厂91439部队)摘要:介绍了SUS316L不锈钢裂纹修复焊接工艺。通过一系列工艺措施,修复原有裂纹,使产品满足使用技术要求。实践证明,按此工艺施工,焊接质量良好。关键词:SUS316L不锈钢;焊接工艺我厂近期承接某化学品运输船,进厂时该船5号化学品舱后壁板母材及焊缝多处开裂,经鉴定分析,开裂主要是因局部应力腐蚀、晶间腐蚀所致,并且,该壁板靠近泵机舱,长期承受动载荷,从而加剧了该壁板开裂的速度。由于该船主要运输苯类、氯类等剧毒化学品,故化学品舱

SUS316L不锈钢化学品舱裂纹焊补工艺.docx
SUS316L不锈钢化学品舱裂纹焊补工艺冉维佳王欣(大连辽南船厂91439部队)摘要:介绍了SUS316L不锈钢裂纹修复焊接工艺。通过一系列工艺措施修复原有裂纹使产品满足使用技术要求。实践证明按此工艺施工焊接质量良好。关键词:SUS316L不锈钢;焊接工艺我厂近期承接某化学品运输船进厂时该船5号化学品舱后壁板母材及焊缝多处开裂经鉴定分析开裂主要是因局部应力腐蚀、晶间腐蚀所致并且该壁板靠近泵机舱长期承受动载荷从而加剧了该壁板开裂的速度。由于该船主要运输苯类、氯类等剧毒化学品故化学品舱一旦发