
一种避免厚壁沉淀强化高温合金焊后再热裂纹的方法.pdf

书生****12


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种避免厚壁沉淀强化高温合金焊后再热裂纹的方法.pdf
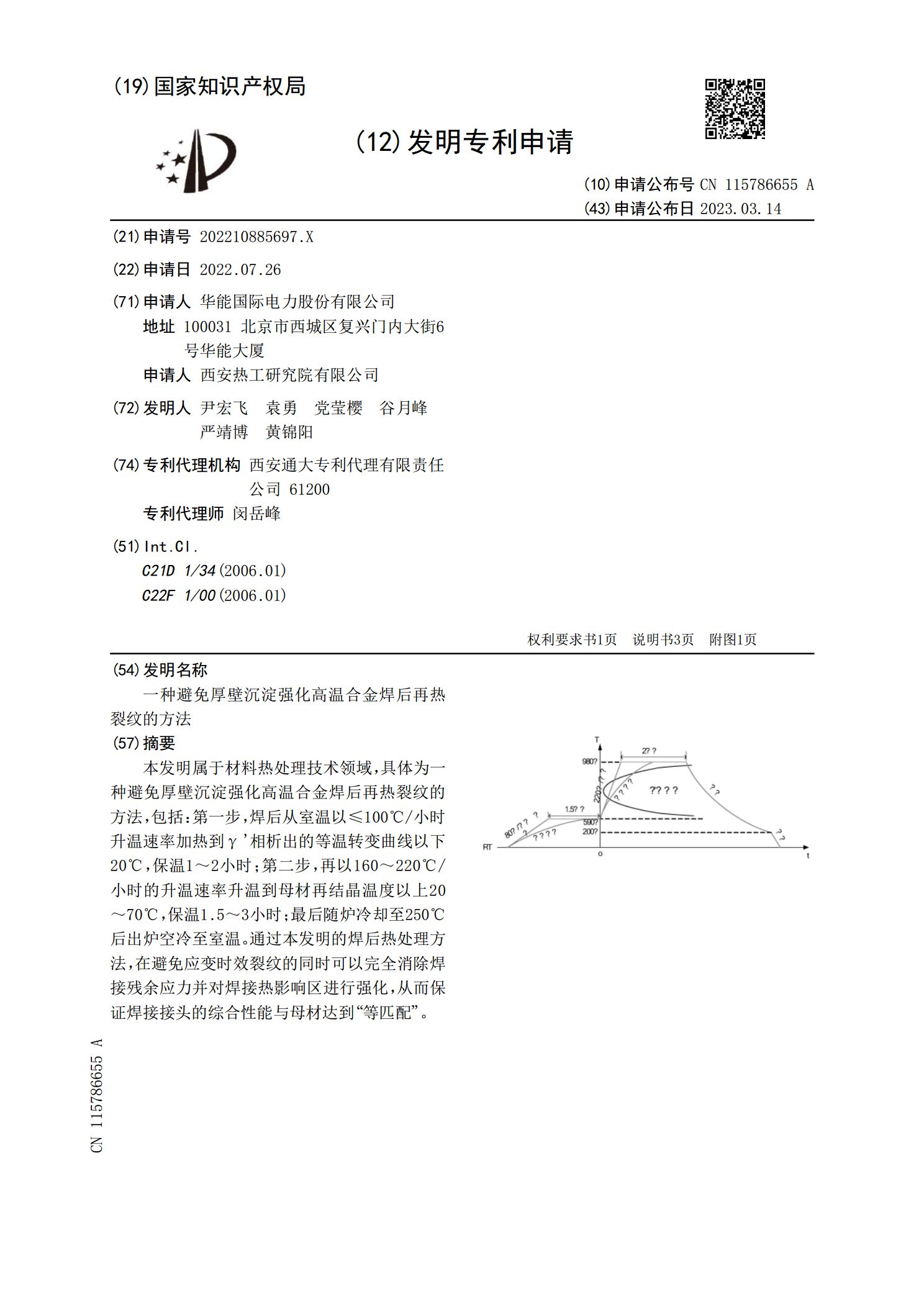
本发明属于材料热处理技术领域,具体为一种避免厚壁沉淀强化高温合金焊后再热裂纹的方法,包括:第一步,焊后从室温以≤100℃/小时升温速率加热到γ'相析出的等温转变曲线以下20℃,保温1~2小时;第二步,再以160~220℃/小时的升温速率升温到母材再结晶温度以上20~70℃,保温1.5~3小时;最后随炉冷却至250℃后出炉空冷至室温。通过本发明的焊后热处理方法,在避免应变时效裂纹的同时可以完全消除焊接残余应力并对焊接热影响区进行强化,从而保证焊接接头的综合性能与母材达到“等匹配”。

一种抑制钛合金铸锭焊后裂纹的焊接方法.pdf
本发明公开了一种抑制钛合金铸锭焊后裂纹的焊接方法,包括以下步骤:焊接前对钛合金铸锭拼接端面进行处理,使钛合金铸锭拼接端面间保留缝隙;使用“己”字型焊接路径进行焊接,使拼接端面缝隙与“己”字型焊接路径中“—”线相交;实时控制焊缝成型的冷却速率。本发明采用“己”字型焊接路径提高了钛合金铸锭焊接过程中焊缝均匀性及饱满度,提升了焊缝强度,同时本发明通过控制钛合金铸锭焊缝冷却时间及冷却终止温度,有效抑制钛合金铸锭焊缝成型过程中因晶粒粗大而无法承受冷却过程中应力释放造成的焊缝开裂。

钢球磨煤机大罐裂纹补焊及焊后裂纹的避免.doc
提高钢球磨大罐裂纹补焊质量缩短补焊工期北方联合电力海勃湾发电厂检修部锅炉检修专业焊工班QC小组二○○五年十二月一、小组概况锅炉检修专业焊工班承担我厂装机126MW(2×100MW、2×200MW、2×330MW)容量的焊接任务。除了完成常规的检修焊接任务外,我QC小组在作业的过程中应用先进的管理工具,针对一些影响设备安全稳定生产的问题,积极开展全面质量管理活动。1、小组简介小组名称焊工班QC小组小组类型现场型成立时间1998年元月小组人数8课题注册时间2005年元月活动次数11次/年受教育情况72h/年注

钢球磨煤机大罐裂纹补焊及焊后裂纹的避免.doc
提高钢球磨大罐裂纹补焊质量缩短补焊工期北方联合电力海勃湾发电厂检修部锅炉检修专业焊工班QC小组二○○五年十二月一、小组概况锅炉检修专业焊工班承担我厂装机126MW(2×100MW、2×200MW、2×330MW)容量的焊接任务。除了完成常规的检修焊接任务外,我QC小组在作业的过程中应用先进的管理工具,针对一些影响设备安全稳定生产的问题,积极开展全面质量管理活动。1、小组简介小组名称焊工班QC小组小组类型现场型成立时间1998年元月小组人数8课题注册时间2005年元月活动次数11次/年受教育情况72h/年注

X80级厚壁螺旋埋弧焊管的残余应力控制及热裂纹预防.docx
X80级厚壁螺旋埋弧焊管的残余应力控制及热裂纹预防摘要X80级厚壁螺旋埋弧焊管在制造过程中容易出现残余应力和热裂纹的问题,这些问题不仅会影响产品质量和安全性能,还会降低生产效率和增加成本。本文分析了X80级厚壁螺旋埋弧焊管残余应力和热裂纹产生的原因,并提出了相应的预防控制措施,包括合理选择材料、优化焊接工艺、采用预热措施、控制焊接参数和应力释放等。在实践中应加强对这些控制措施的落实和检验,以提高产品质量和生产效率。关键词:X80级厚壁螺旋埋弧焊管;残余应力;热裂纹;预防控制AbstractX80thick