
通过增材制造的支撑件中的流体膨胀将部件毛坯与支撑件分离的方法.pdf

绮兰****文章

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
通过增材制造的支撑件中的流体膨胀将部件毛坯与支撑件分离的方法.pdf
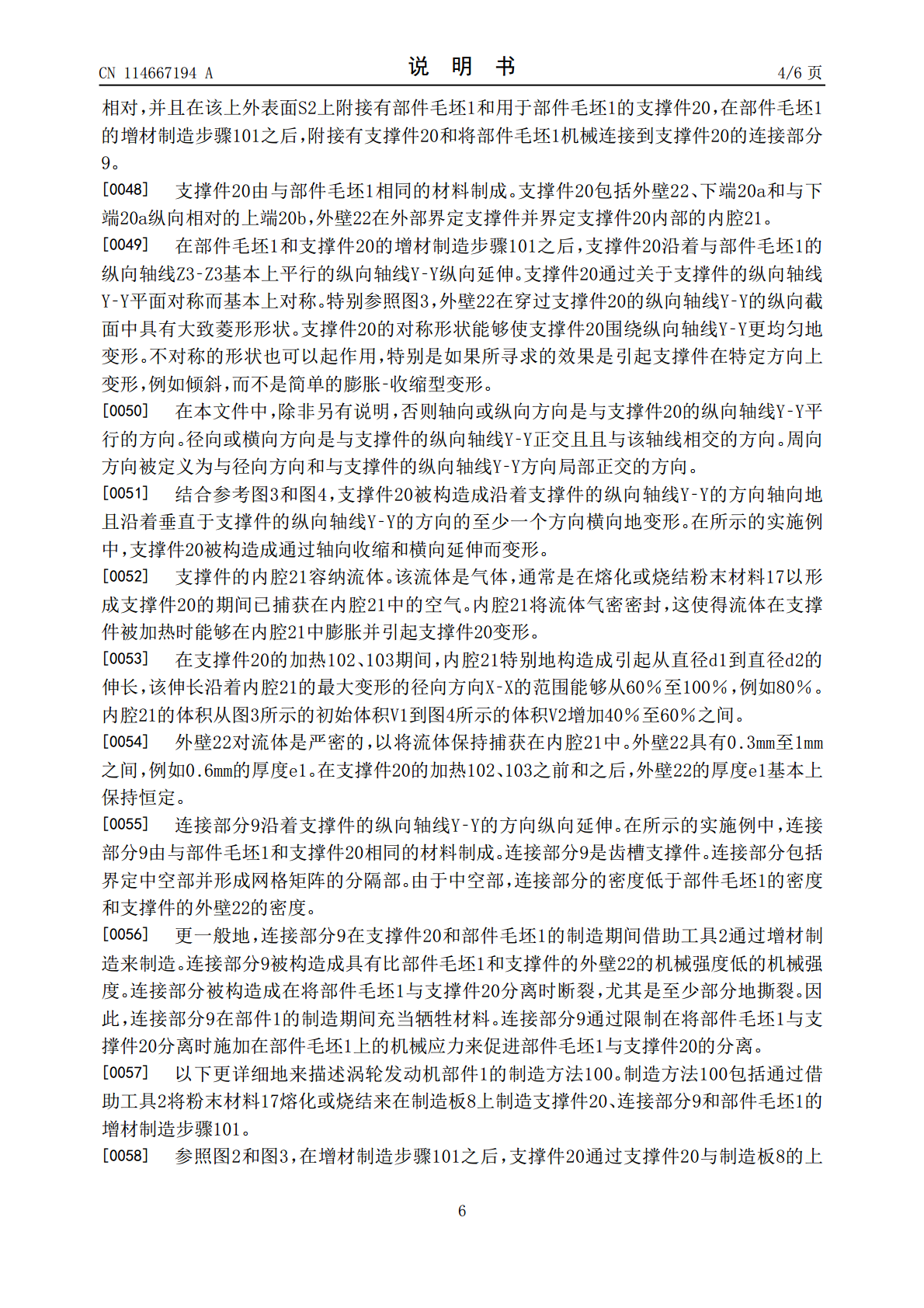
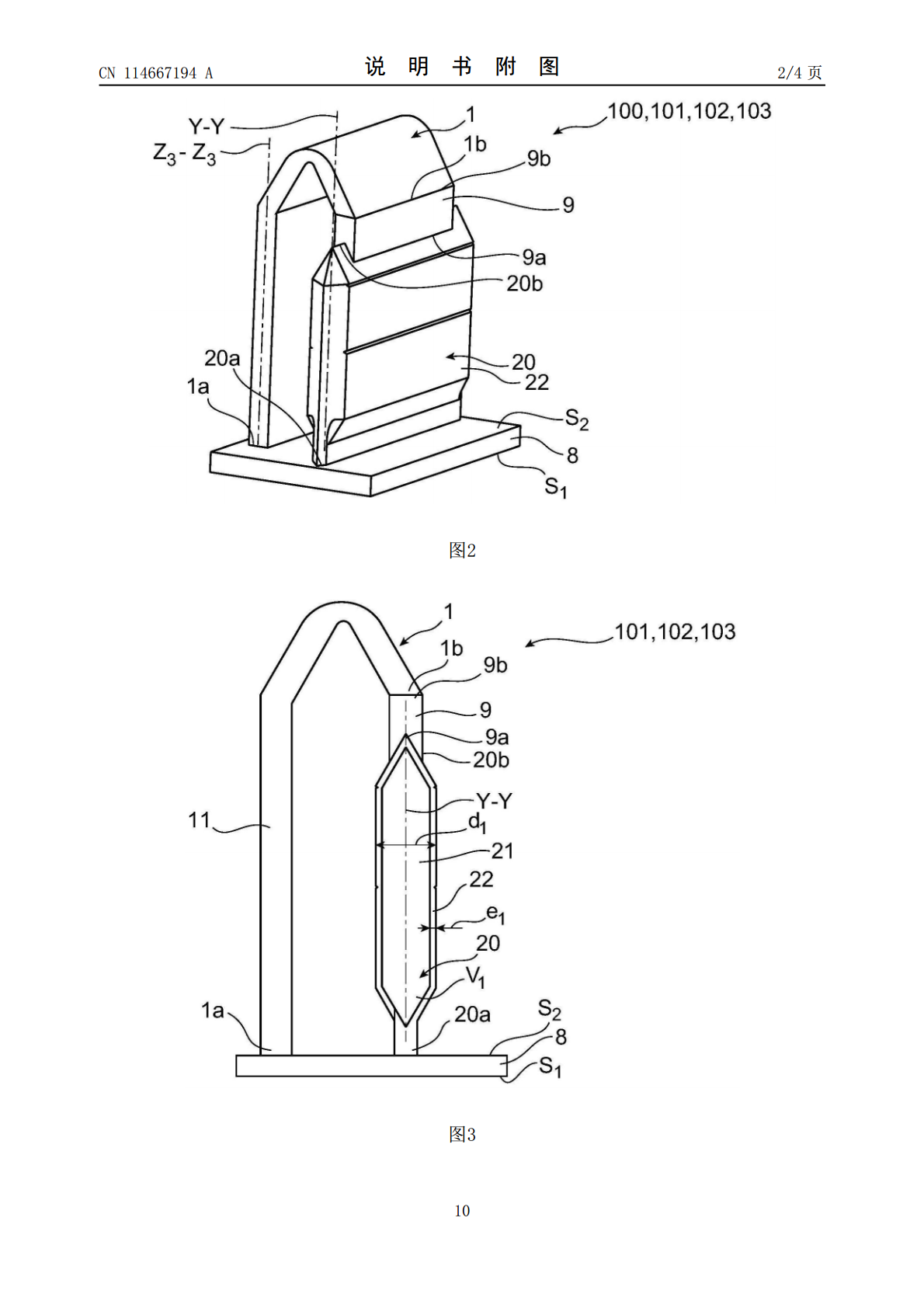
本发明涉及一种用于将部件毛坯(1)与支撑件(20)分离的方法,其中支撑件(20)和部件毛坯(1)通过增材制造来生产。支撑件(20)包括容纳流体的内腔(21)。该分离方法包括加热支撑件(20),以通过使内腔(21)中的流体膨胀来使支撑件(20)变形,直到支撑件(20)与部件毛坯(1)分离。
对用于具有凹部的部件的增材制造的支撑件进行的优化.pdf
本发明涉及一种用于通过增材制造而获得包括至少一个凹部(27)的部件的方法,该方法包括:‑通过增材制造形成单件式坯件的步骤,其中,所述至少一个凹部(27)包括支撑件(60),该支撑件包括呈材料块形式的芯部(61)以及将芯部(61)连接到凹部的蜂窝状元件(S1;S2);‑将支撑件(60)与坯件的其余部分分离以暴露凹部的步骤。
通过增材制造的保持部分中的流体膨胀用于保持部件坯体的方法.pdf
本发明涉及一种用于将部件坯体(1)保持在保持组件(20)内的方法。保持组件(20)包括第一保持部分(30)。第一保持部分(30)包括容纳流体的内腔(31)。通过增材制造来至少部分地制造部件坯体(1)和第一保持部分(30)。保持方法包括加热固持组件(20)和部件坯体(1),以通过内腔(31)中的流体膨胀使第一保持部分(30)变形,并且以通过膨胀第一保持部分来减小部件坯体(1)与保持组件(20)之间的间隙(21)。

预制砂型支撑增材制造打印金属零件的方法.pdf
本发明提出一种预制砂型支撑增材制造打印金属零件的方法。以预制砂型件作为第一支撑,以沿着基板的水平方向,间隔设置在预制砂型件之间的金属支撑件作为第二支撑,在预制砂型件和金属支撑件构成的支撑结构表面,采用增材制造技术打印所述的金属零件:先将所有预制砂型件按照相应位置放置在基板上,并在金属支撑件的预留位置,在基板上送粉/送丝打印与预制砂型件贴合的金属支撑件,在打印金属零件之前,在预制砂型件打印位置上先喷射金属粉末作表面处理,再采用增材制造技术打印金属零件。本发明防止了送粉/送丝打印阶段因无结构支撑导致熔池倒塌,
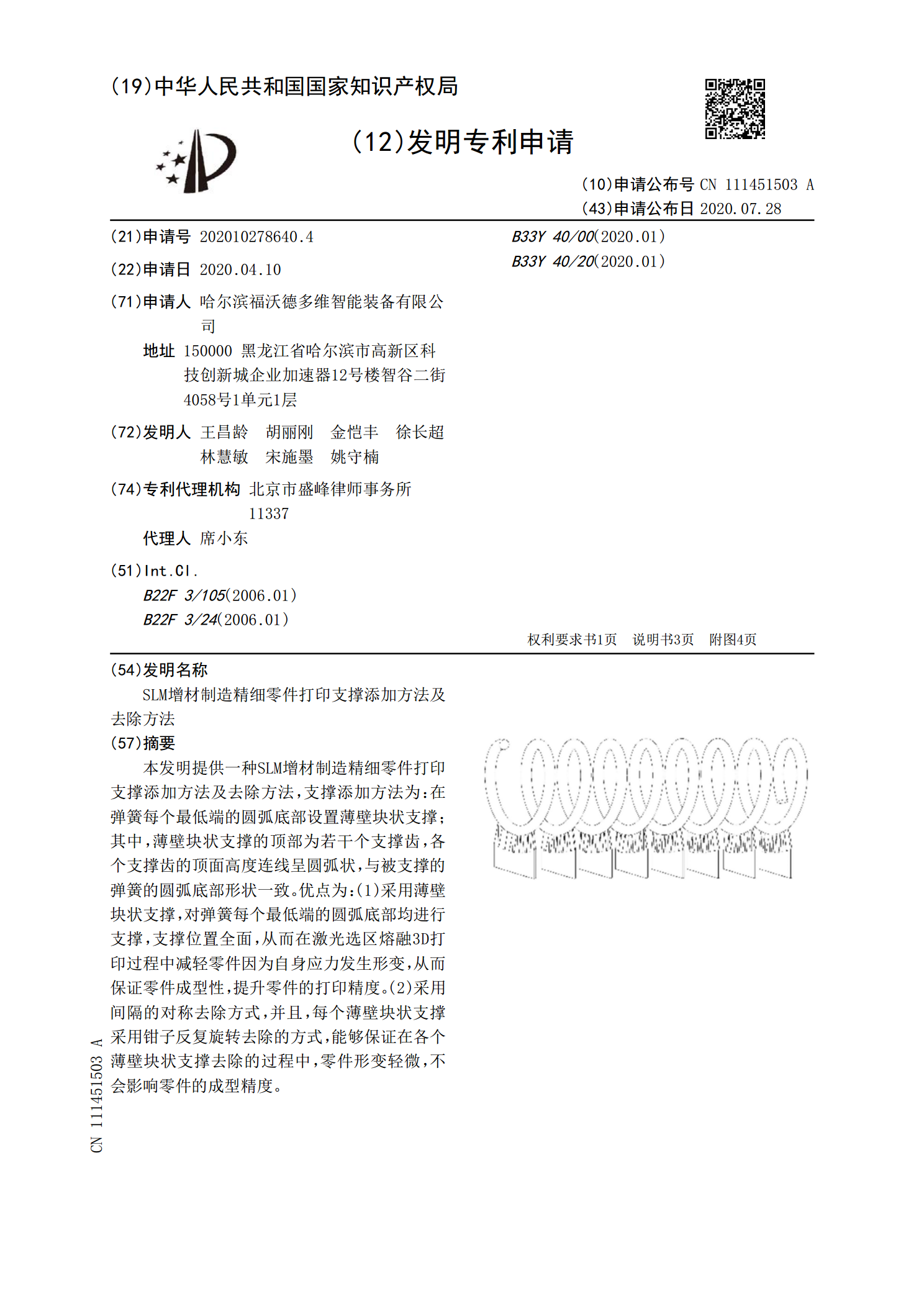
SLM增材制造精细零件打印支撑添加方法及去除方法.pdf
本发明提供一种SLM增材制造精细零件打印支撑添加方法及去除方法,支撑添加方法为:在弹簧每个最低端的圆弧底部设置薄壁块状支撑;其中,薄壁块状支撑的顶部为若干个支撑齿,各个支撑齿的顶面高度连线呈圆弧状,与被支撑的弹簧的圆弧底部形状一致。优点为:(1)采用薄壁块状支撑,对弹簧每个最低端的圆弧底部均进行支撑,支撑位置全面,从而在激光选区熔融3D打印过程中减轻零件因为自身应力发生形变,从而保证零件成型性,提升零件的打印精度。(2)采用间隔的对称去除方式,并且,每个薄壁块状支撑采用钳子反复旋转去除的方式,能够保证在各