
预制砂型支撑增材制造打印金属零件的方法.pdf

白凡****12


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

预制砂型支撑增材制造打印金属零件的方法.pdf
本发明提出一种预制砂型支撑增材制造打印金属零件的方法。以预制砂型件作为第一支撑,以沿着基板的水平方向,间隔设置在预制砂型件之间的金属支撑件作为第二支撑,在预制砂型件和金属支撑件构成的支撑结构表面,采用增材制造技术打印所述的金属零件:先将所有预制砂型件按照相应位置放置在基板上,并在金属支撑件的预留位置,在基板上送粉/送丝打印与预制砂型件贴合的金属支撑件,在打印金属零件之前,在预制砂型件打印位置上先喷射金属粉末作表面处理,再采用增材制造技术打印金属零件。本发明防止了送粉/送丝打印阶段因无结构支撑导致熔池倒塌,
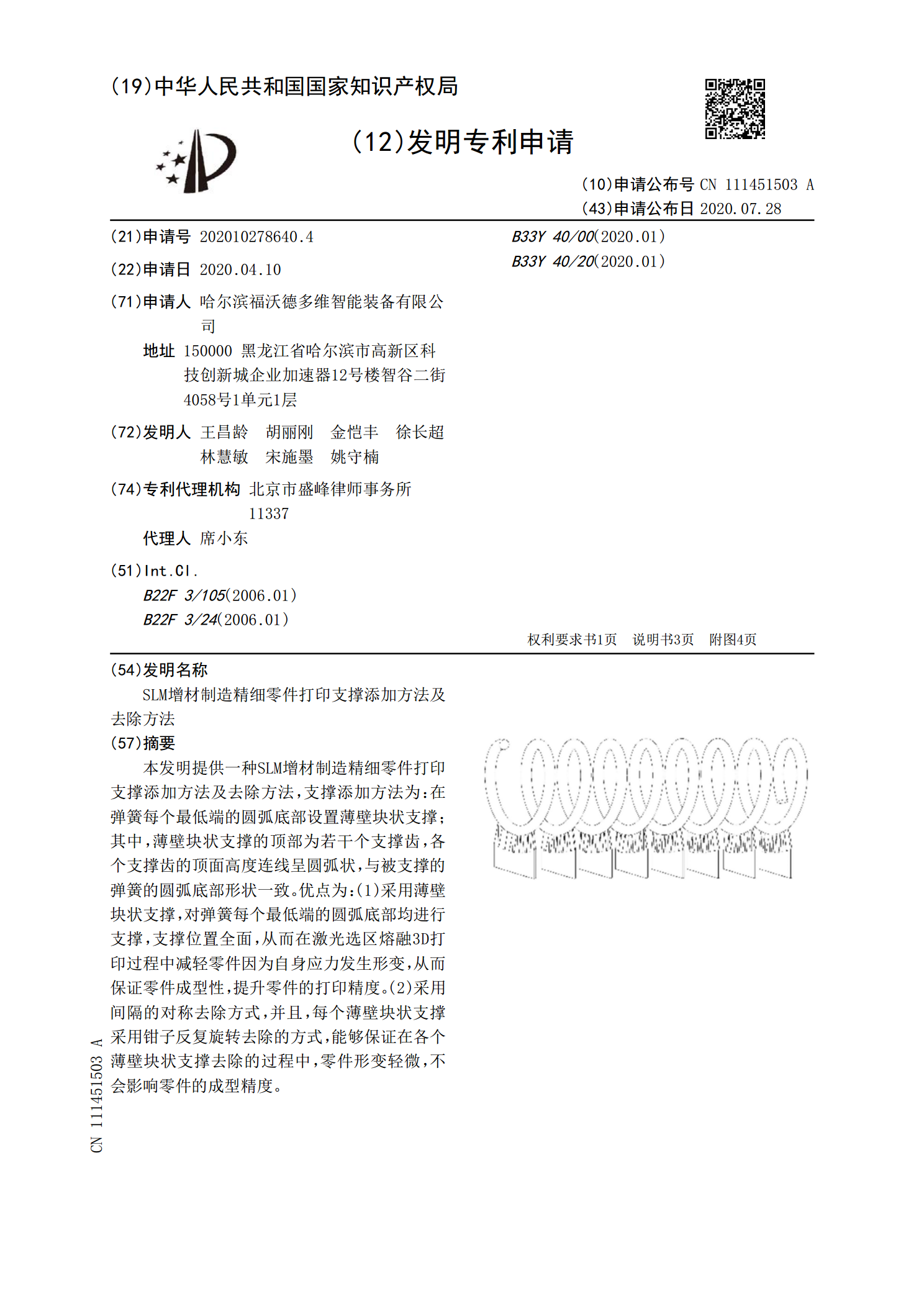
SLM增材制造精细零件打印支撑添加方法及去除方法.pdf
本发明提供一种SLM增材制造精细零件打印支撑添加方法及去除方法,支撑添加方法为:在弹簧每个最低端的圆弧底部设置薄壁块状支撑;其中,薄壁块状支撑的顶部为若干个支撑齿,各个支撑齿的顶面高度连线呈圆弧状,与被支撑的弹簧的圆弧底部形状一致。优点为:(1)采用薄壁块状支撑,对弹簧每个最低端的圆弧底部均进行支撑,支撑位置全面,从而在激光选区熔融3D打印过程中减轻零件因为自身应力发生形变,从而保证零件成型性,提升零件的打印精度。(2)采用间隔的对称去除方式,并且,每个薄壁块状支撑采用钳子反复旋转去除的方式,能够保证在各
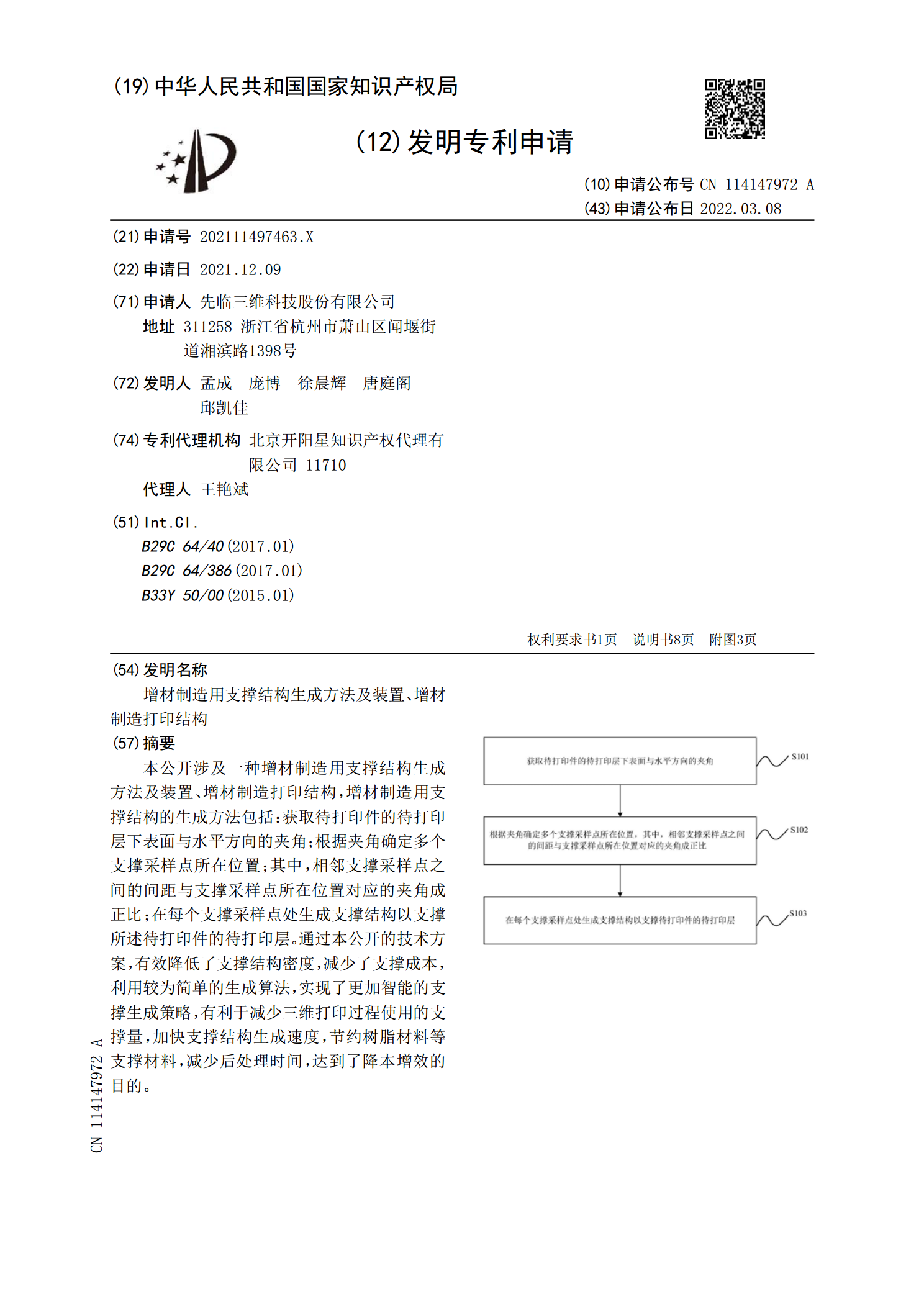
增材制造用支撑结构生成方法及装置、增材制造打印结构.pdf
本公开涉及一种增材制造用支撑结构生成方法及装置、增材制造打印结构,增材制造用支撑结构的生成方法包括:获取待打印件的待打印层下表面与水平方向的夹角;根据夹角确定多个支撑采样点所在位置;其中,相邻支撑采样点之间的间距与支撑采样点所在位置对应的夹角成正比;在每个支撑采样点处生成支撑结构以支撑所述待打印件的待打印层。通过本公开的技术方案,有效降低了支撑结构密度,减少了支撑成本,利用较为简单的生成算法,实现了更加智能的支撑生成策略,有利于减少三维打印过程使用的支撑量,加快支撑结构生成速度,节约树脂材料等支撑材料,减
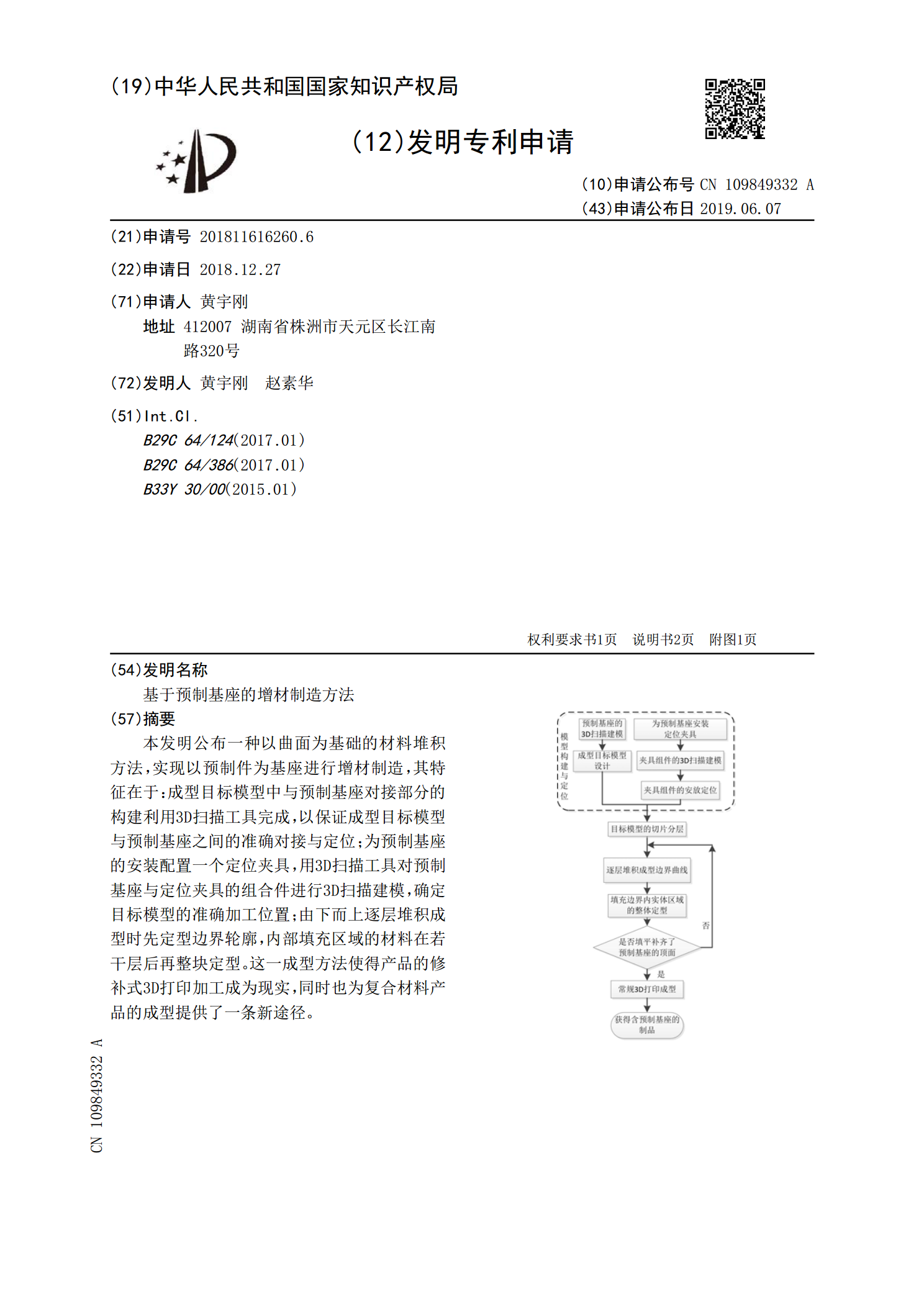
基于预制基座的增材制造方法.pdf
本发明公布一种以曲面为基础的材料堆积方法,实现以预制件为基座进行增材制造,其特征在于:成型目标模型中与预制基座对接部分的构建利用3D扫描工具完成,以保证成型目标模型与预制基座之间的准确对接与定位;为预制基座的安装配置一个定位夹具,用3D扫描工具对预制基座与定位夹具的组合件进行3D扫描建模,确定目标模型的准确加工位置;由下而上逐层堆积成型时先定型边界轮廓,内部填充区域的材料在若干层后再整块定型。这一成型方法使得产品的修补式3D打印加工成为现实,同时也为复合材料产品的成型提供了一条新途径。

增材制造支撑结构及设计方法.pdf
本发明实施例是关于一种增材制造支撑结构及设计方法。该方法包括:构建待加工工件的三维模型;设置所述待加工工件三维模型的摆放方式;将所述摆放好的待加工工件的三维模型需要添加支撑部位的外表面向预定方向偏移预设距离得到支撑壳体的三维模型;对所述支撑壳体三维模型设计支撑杆三维模型,使得所述支撑杆一端与支撑壳体连接,另一端向下方延伸,所述支撑杆有多个。本发明实施例设计的支撑结构,一方面该支撑结构不与零件表面相连接,不会影响零件的表面质量,并且去除支撑时不会引起零件表面损伤的问题;另一方面,支撑结构的支撑杆可以不与打印