
一种内齿圈齿轮的生产工艺.pdf

子安****吖吖


1/10

2/10

3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种内齿圈齿轮的生产工艺.pdf
本发明公开了一种内齿圈齿轮的生产工艺,步骤S1:选取合适的毛胚料,将毛胚料通过热模锻压力机进行热模锻,采用镦粗制胚的方法,使得毛胚料经过镦粗、预锻、终锻,将毛胚料锻造成圆饼类锻件,从而制得圆饼型毛胚料;步骤S2:将S1中制得的圆饼型毛胚料进行等温正火处理,将圆饼型毛胚料放置进行正火炉装置中,对圆饼型毛胚料加热到一定温度,保温适当时间后,使圆饼型毛胚料的不同部位温度均匀化,并在该温度下均匀地完成金相组织的转变,然后采用快速冷却方式对圆饼型毛胚料进行降温;本发明,插齿打孔方便快捷,降低刀具的磨损,能够有效提高
一种内齿圈齿轮测量夹具.pdf
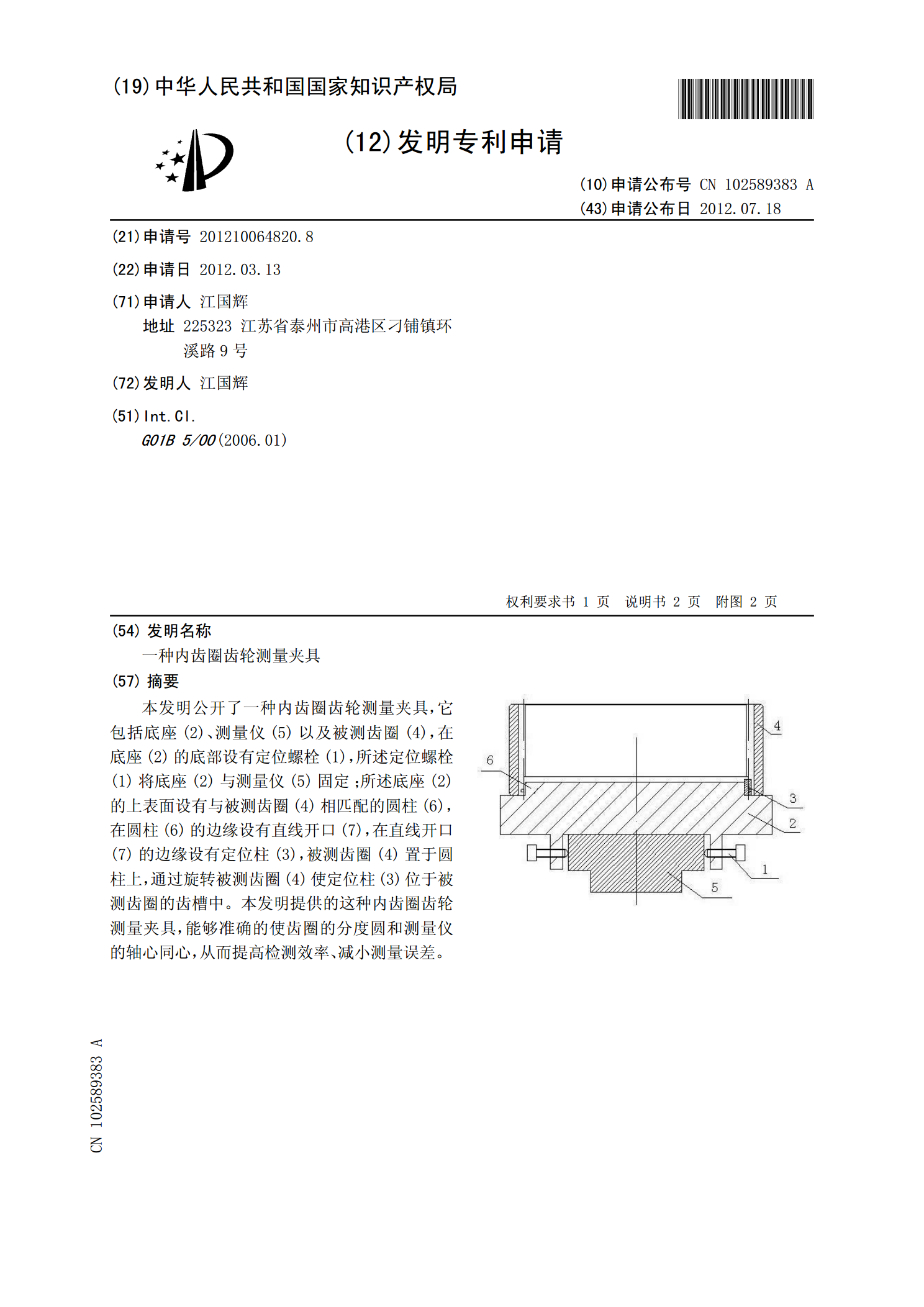
本发明公开了一种内齿圈齿轮测量夹具,它包括底座(2)、测量仪(5)以及被测齿圈(4),在底座(2)的底部设有定位螺栓(1),所述定位螺栓(1)将底座(2)与测量仪(5)固定;所述底座(2)的上表面设有与被测齿圈(4)相匹配的圆柱(6),在圆柱(6)的边缘设有直线开口(7),在直线开口(7)的边缘设有定位柱(3),被测齿圈(4)置于圆柱上,通过旋转被测齿圈(4)使定位柱(3)位于被测齿圈的齿槽中。本发明提供的这种内齿圈齿轮测量夹具,能够准确的使齿圈的分度圆和测量仪的轴心同心,从而提高检测效率、减小测量误差。

一种组合人字齿轮内齿圈浮动结构.pdf
本发明提出一种组合人字齿轮内齿圈浮动结构。行星轮分别与内齿圈A内齿圈B相啮合,内齿圈与浮动齿圈通过齿轮联轴器联接,浮动齿圈与联接筒通过齿轮联轴器联接,定位板与浮动齿圈固联,定位板内径右侧端面装配时与联接筒端面存在间隙,两个内齿圈通过联接筒右端和浮动齿圈左端的凸缘面轴向定位,两个内齿圈与浮动齿圈通过齿轮联轴器联接,其齿轮为斜齿轮对称布置。通过合理匹配两半单斜齿圈的转向和旋向使啮合轴向力相互抵消,减小了结构尺寸;利用结构件凸缘面轴向定位,相比卡槽卡圈定位形式有效地避免了对薄壁齿圈强度的削弱;内齿圈无固定径向支

一种用于内啮合齿轮泵中的内齿圈加工方法.pdf
本发明涉及一种用于内啮合齿轮泵中的内齿圈加工方法,属于机械加工技术领域。所述的加工方法包括以下步骤:选用氮化钢材料作为原料,经锯切,锻造后形成内齿圈毛坯;将内齿圈毛坯进行正火处理,正火处理的温度为930-950℃,保温时间为3-4小时,正火处理后空冷;将空冷后的内齿圈毛坯经过粗车,调质处理然后再经过精车、钻孔、去毛刺和退火处理;将退火处理后的内齿圈毛坯先后经过打磨、粗割、半精割、精割,保温处理后再进行离子氮化处理,最后经磨削后成型后得内齿圈产品。本发明内齿圈加工方法的加工工序简单,制得的内齿圈硬度高,可达

行星齿轮与内齿圈配研方法.pdf
本发明公开了一种行星齿轮与内齿圈配研方法,涉及行星齿轮减速器制造技术领域,使用一种行星齿轮与内齿圈配研工装,该行星齿轮与内齿圈配研工装包括具有横撑板的安装支架,所述横撑板上装有与行星架连接的多颗第一螺栓;在所述横撑板的下方设有支承板,所述支承板上装有与内齿圈连接的多颗第二螺栓,所述支承板通过减速装置连接有电机;操作步骤包括:A、装组合件:B、组合件与工装连接;C、涂研磨膏;D、配研;E、取下组合件。与现有技术相比,本发明使用行星齿轮与内齿圈配研工装进行配研,提高内齿圈的表面粗糙度,大幅度降低内齿圈与行星轮