
堆焊耐磨衬板操作工的关键技术培训.doc

可爱****乐多


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

堆焊耐磨衬板操作工的关键技术培训.doc
堆焊耐磨衬板操作工技术培训一、耐磨板构成:新红宇双金属复层耐磨钢板由两某些构成,即耐磨层和母材,两种材料有着不相似性质,两者之间是冶金结合,形成一种有机整件。冶金结合:采用电弧加热办法使母材和耐磨材料熔化,在熔化过程中,两种材料结合在一起,从微观上讲,使被焊材料达到原子之间结合,从而形成永久性连接。在焊接区域中是金属,熔渣和气相在较高温度下发生冶金反映过程。在焊缝形成过程中,重要涉及氧化·还原·渗氢·除氢·脱氧·脱硫·脱磷以及合金化。耐磨钢板采用加热办法是采用电弧加热,将焊丝和母材融化,然后迅速冷却,凝固

堆焊耐磨衬板操作工的技术培训.doc
堆焊耐磨衬板操作工的技术培训一、耐磨板的构成:新红宇双金属复层耐磨钢板由两部分构成,即耐磨层和母材,两种材料有着不相同的性质,两者之间是冶金结合,形成一个有机的整件。冶金结合:采用电弧加热的方法使母材和耐磨材料熔化,在熔化过程中,两种材料结合在一起,从微观上讲,使被焊材料达到原子之间的结合,从而形成永久性的连接。在焊接区域中是金属,熔渣和气相在较高温度下发生的冶金反应过程。在焊缝形成过程中,主要涉及氧化·还原·渗氢·除氢·脱氧·脱硫·脱磷以及合金化。耐磨钢板采用的加热方法是采用电弧加热,将焊丝和母材融化,

堆焊耐磨衬板操作工的技术培训.doc
堆焊耐磨衬板操作工的技术培训一、耐磨板的构成:新红宇双金属复层耐磨钢板由两部分构成,即耐磨层和母材,两种材料有着不相同的性质,两者之间是冶金结合,形成一个有机的整件。冶金结合:采用电弧加热的方法使母材和耐磨材料熔化,在熔化过程中,两种材料结合在一起,从微观上讲,使被焊材料达成原子之间的结合,从而形成永久性的连接。在焊接区域中是金属,熔渣和气相在较高温度下发生的冶金反映过程。在焊缝形成过程中,重要涉及氧化·还原·渗氢·除氢·脱氧·脱硫·脱磷以及合金化。耐磨钢板采用的加热方法是采用电弧加热,将焊丝和母材融化,
一种堆焊衬板衬板磨损提示装置.pdf
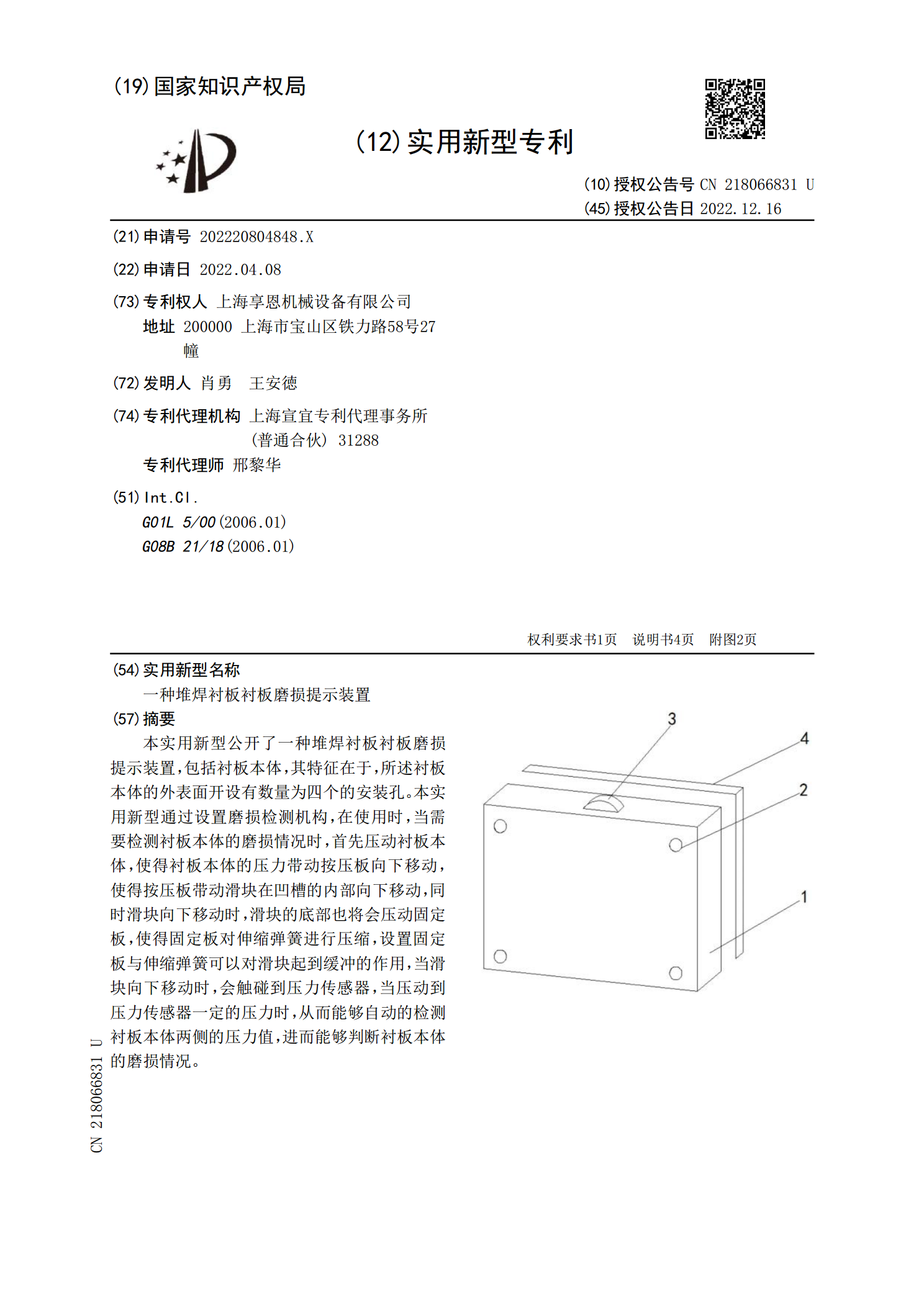
本实用新型公开了一种堆焊衬板衬板磨损提示装置,包括衬板本体,其特征在于,所述衬板本体的外表面开设有数量为四个的安装孔。本实用新型通过设置磨损检测机构,在使用时,当需要检测衬板本体的磨损情况时,首先压动衬板本体,使得衬板本体的压力带动按压板向下移动,使得按压板带动滑块在凹槽的内部向下移动,同时滑块向下移动时,滑块的底部也将会压动固定板,使得固定板对伸缩弹簧进行压缩,设置固定板与伸缩弹簧可以对滑块起到缓冲的作用,当滑块向下移动时,会触碰到压力传感器,当压动到压力传感器一定的压力时,从而能够自动的检测衬板本体两
大长度堆焊耐磨板液压装置.pdf
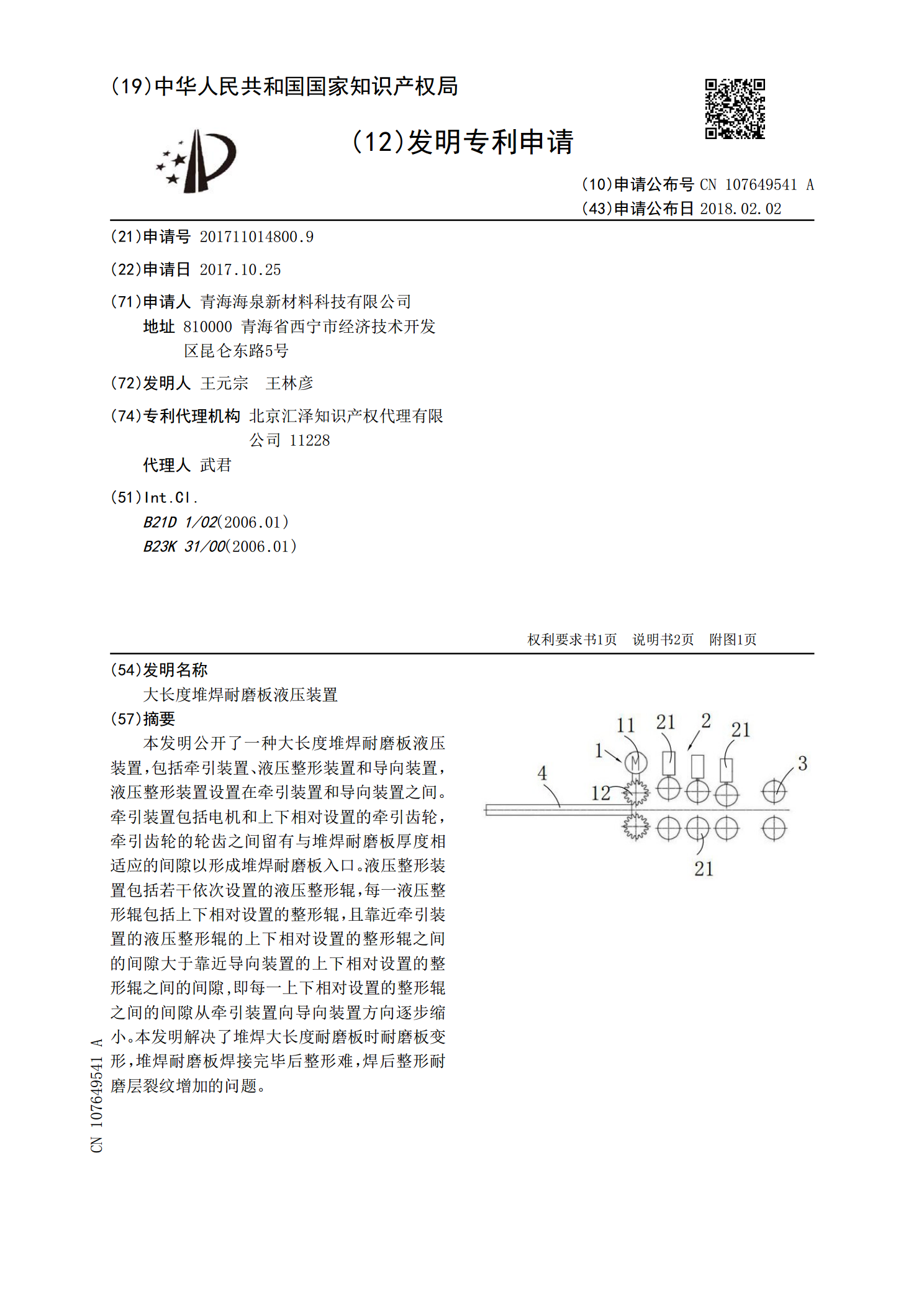
本发明公开了一种大长度堆焊耐磨板液压装置,包括牵引装置、液压整形装置和导向装置,液压整形装置设置在牵引装置和导向装置之间。牵引装置包括电机和上下相对设置的牵引齿轮,牵引齿轮的轮齿之间留有与堆焊耐磨板厚度相适应的间隙以形成堆焊耐磨板入口。液压整形装置包括若干依次设置的液压整形辊,每一液压整形辊包括上下相对设置的整形辊,且靠近牵引装置的液压整形辊的上下相对设置的整形辊之间的间隙大于靠近导向装置的上下相对设置的整形辊之间的间隙,即每一上下相对设置的整形辊之间的间隙从牵引装置向导向装置方向逐步缩小。本发明解决了堆