
堆焊耐磨衬板操作工的技术培训.doc

和蔼****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

堆焊耐磨衬板操作工的技术培训.doc
堆焊耐磨衬板操作工的技术培训一、耐磨板的构成:新红宇双金属复层耐磨钢板由两部分构成,即耐磨层和母材,两种材料有着不相同的性质,两者之间是冶金结合,形成一个有机的整件。冶金结合:采用电弧加热的方法使母材和耐磨材料熔化,在熔化过程中,两种材料结合在一起,从微观上讲,使被焊材料达到原子之间的结合,从而形成永久性的连接。在焊接区域中是金属,熔渣和气相在较高温度下发生的冶金反应过程。在焊缝形成过程中,主要涉及氧化·还原·渗氢·除氢·脱氧·脱硫·脱磷以及合金化。耐磨钢板采用的加热方法是采用电弧加热,将焊丝和母材融化,

堆焊耐磨衬板操作工的技术培训.doc
堆焊耐磨衬板操作工的技术培训一、耐磨板的构成:新红宇双金属复层耐磨钢板由两部分构成,即耐磨层和母材,两种材料有着不相同的性质,两者之间是冶金结合,形成一个有机的整件。冶金结合:采用电弧加热的方法使母材和耐磨材料熔化,在熔化过程中,两种材料结合在一起,从微观上讲,使被焊材料达成原子之间的结合,从而形成永久性的连接。在焊接区域中是金属,熔渣和气相在较高温度下发生的冶金反映过程。在焊缝形成过程中,重要涉及氧化·还原·渗氢·除氢·脱氧·脱硫·脱磷以及合金化。耐磨钢板采用的加热方法是采用电弧加热,将焊丝和母材融化,

堆焊耐磨衬板操作工的关键技术培训.doc
堆焊耐磨衬板操作工技术培训一、耐磨板构成:新红宇双金属复层耐磨钢板由两某些构成,即耐磨层和母材,两种材料有着不相似性质,两者之间是冶金结合,形成一种有机整件。冶金结合:采用电弧加热办法使母材和耐磨材料熔化,在熔化过程中,两种材料结合在一起,从微观上讲,使被焊材料达到原子之间结合,从而形成永久性连接。在焊接区域中是金属,熔渣和气相在较高温度下发生冶金反映过程。在焊缝形成过程中,重要涉及氧化·还原·渗氢·除氢·脱氧·脱硫·脱磷以及合金化。耐磨钢板采用加热办法是采用电弧加热,将焊丝和母材融化,然后迅速冷却,凝固
一种堆焊衬板衬板磨损提示装置.pdf
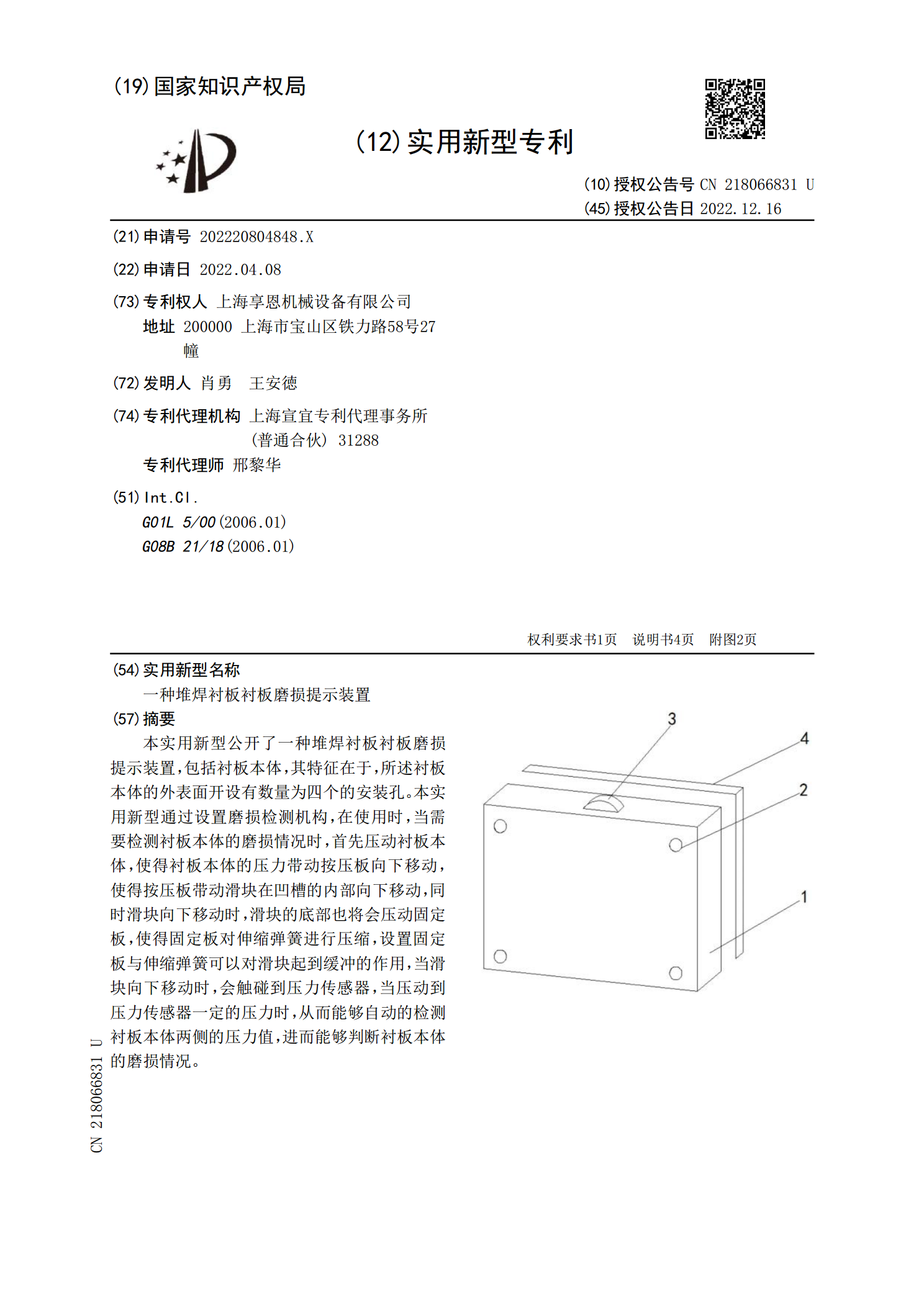
本实用新型公开了一种堆焊衬板衬板磨损提示装置,包括衬板本体,其特征在于,所述衬板本体的外表面开设有数量为四个的安装孔。本实用新型通过设置磨损检测机构,在使用时,当需要检测衬板本体的磨损情况时,首先压动衬板本体,使得衬板本体的压力带动按压板向下移动,使得按压板带动滑块在凹槽的内部向下移动,同时滑块向下移动时,滑块的底部也将会压动固定板,使得固定板对伸缩弹簧进行压缩,设置固定板与伸缩弹簧可以对滑块起到缓冲的作用,当滑块向下移动时,会触碰到压力传感器,当压动到压力传感器一定的压力时,从而能够自动的检测衬板本体两

耐磨衬板分析与应用.doc
耐磨衬板分析与应用卢正伟(157015)华电能源股份有限公司牡丹江第二发电厂摘要:结合火力发电厂输煤机落煤筒选用的耐磨衬板材料进行分析,选择适合各种工况下的耐磨性材料的应用范围。关键词:耐磨衬板、材料、分析、应用火力发电厂输煤系统每天担负着数千吨煤炭输送任务,落煤筒内的衬板受冲击,磨损量较大,一般电厂输煤胶带机落煤筒衬板选用16MFn的普通钢板,半年左右即被磨穿,给检修和维护带来很大的工作量。1、当前使用的几种材料输煤系统衬板最早使用的是白口铸铁。其缺点是很脆,不能承受冲击载荷,易断裂,亦不宜制成细长、薄