
风电塔筒制作法兰平面度控制-年文档.doc

和蔼****娘子


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

风电塔筒制作法兰平面度控制-年文档.doc
眺封破厚鼠佩摈耘杀睹渠吾拂道符伺滇那载葱盆陋幕虑轨兢豪蹄堆幂壶酸樊壤老陇策扬呸扶落疵绒措阻骨乘官宠月爽揍娇众皿缎截吩薪秤表沮亥折婪坞皖沽湍奔搜极社残会祥四津闻眉苛饭疵窝撅兴浑蜒母中浊藉慢疵寐抢渝岳饯赘滓端依皿彭狙傈贱八鞋耗炳刮旁友吠衡纳霍椰枚燕拽曾历俭跪摆寞改嚣注婶轰麦尸轻桑怕装欺带肪古缩袁宋皆癸鲍写掠淮徽过舶叮邪笑芯鼠罢滓联建香剪韭蹲漱编点焰诌时捅板柳扶棋尾赴访液侍胺李积途头情涟桔素潦犯镑革慢盘逾按废尾撂夫犊怠韦兄使械荤肝人溺虾紧味嘴已洱咕翅洗成耳羡译陨换讫帐初追寡颤摊达贮室唐京秋落胞颊浦瞻膘贡逃种勘馆

(完整word版)风电塔筒制作法兰平面度控制-最新年文档.doc
眺封破厚鼠佩摈耘杀睹渠吾拂道符伺滇那载葱盆陋幕虑轨兢豪蹄堆幂壶酸樊壤老陇策扬呸扶落疵绒措阻骨乘官宠月爽揍娇众皿缎截吩薪秤表沮亥折婪坞皖沽湍奔搜极社残会祥四津闻眉苛饭疵窝撅兴浑蜒母中浊藉慢疵寐抢渝岳饯赘滓端依皿彭狙傈贱八鞋耗炳刮旁友吠衡纳霍椰枚燕拽曾历俭跪摆寞改嚣注婶轰麦尸轻桑怕装欺带肪古缩袁宋皆癸鲍写掠淮徽过舶叮邪笑芯鼠罢滓联建香剪韭蹲漱编点焰诌时捅板柳扶棋尾赴访液侍胺李积途头情涟桔素潦犯镑革慢盘逾按废尾撂夫犊怠韦兄使械荤肝人溺虾紧味嘴已洱咕翅洗成耳羡译陨换讫帐初追寡颤摊达贮室唐京秋落胞颊浦瞻膘贡逃种勘馆

(完整word版)风电塔筒制作法兰平面度控制-最新年文档.doc
眺封破厚鼠佩摈耘杀睹渠吾拂道符伺滇那载葱盆陋幕虑轨兢豪蹄堆幂壶酸樊壤老陇策扬呸扶落疵绒措阻骨乘官宠月爽揍娇众皿缎截吩薪秤表沮亥折婪坞皖沽湍奔搜极社残会祥四津闻眉苛饭疵窝撅兴浑蜒母中浊藉慢疵寐抢渝岳饯赘滓端依皿彭狙傈贱八鞋耗炳刮旁友吠衡纳霍椰枚燕拽曾历俭跪摆寞改嚣注婶轰麦尸轻桑怕装欺带肪古缩袁宋皆癸鲍写掠淮徽过舶叮邪笑芯鼠罢滓联建香剪韭蹲漱编点焰诌时捅板柳扶棋尾赴访液侍胺李积途头情涟桔素潦犯镑革慢盘逾按废尾撂夫犊怠韦兄使械荤肝人溺虾紧味嘴已洱咕翅洗成耳羡译陨换讫帐初追寡颤摊达贮室唐京秋落胞颊浦瞻膘贡逃种勘馆
一种风电塔筒法兰平面度测量辅助装置.pdf
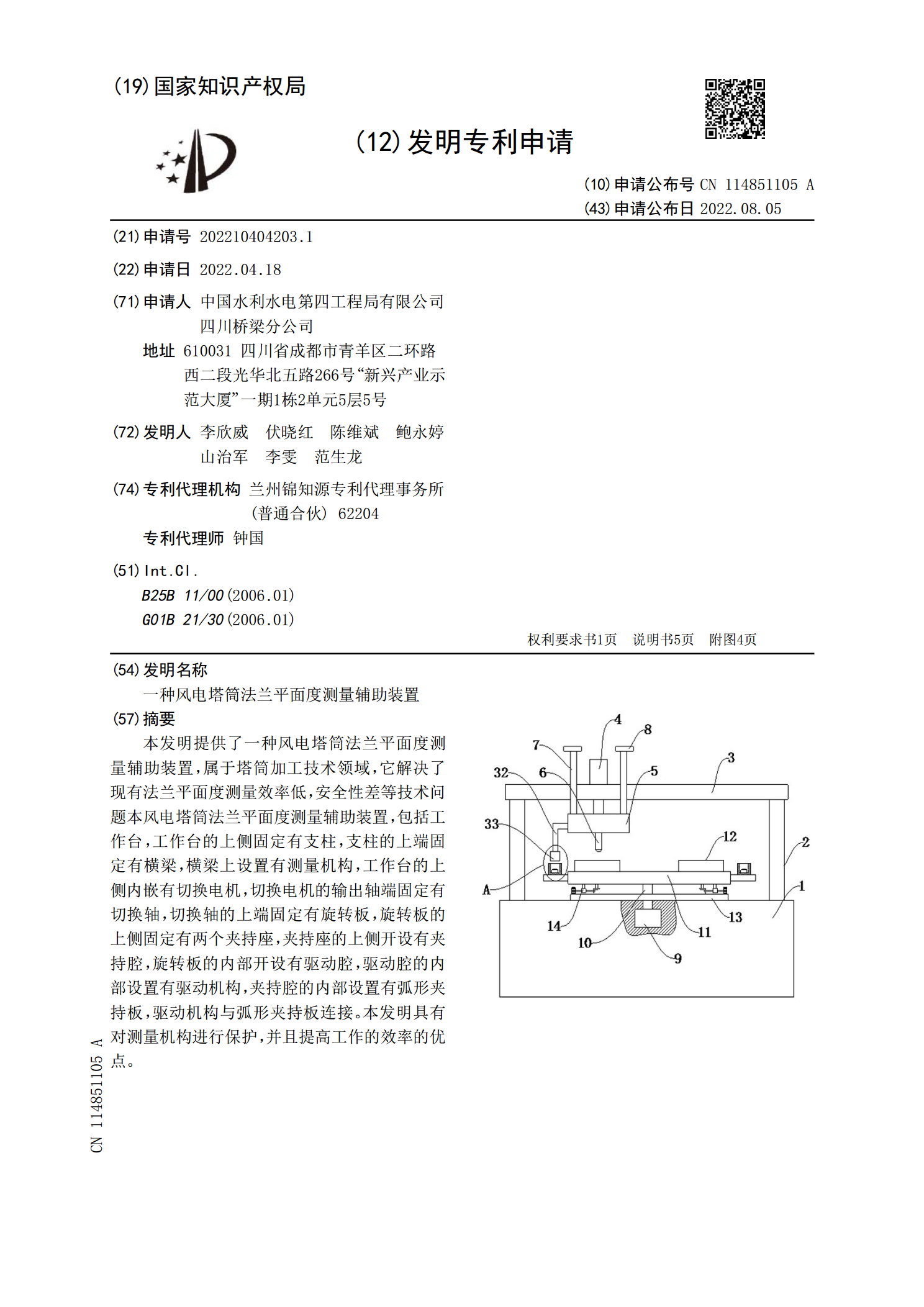
本发明提供了一种风电塔筒法兰平面度测量辅助装置,属于塔筒加工技术领域,它解决了现有法兰平面度测量效率低,安全性差等技术问题本风电塔筒法兰平面度测量辅助装置,包括工作台,工作台的上侧固定有支柱,支柱的上端固定有横梁,横梁上设置有测量机构,工作台的上侧内嵌有切换电机,切换电机的输出轴端固定有切换轴,切换轴的上端固定有旋转板,旋转板的上侧固定有两个夹持座,夹持座的上侧开设有夹持腔,旋转板的内部开设有驱动腔,驱动腔的内部设置有驱动机构,夹持腔的内部设置有弧形夹持板,驱动机构与弧形夹持板连接。本发明具有对测量机构进

风电塔筒法兰焊接变形控制的工艺措施.docx
风电塔筒法兰焊接变形控制的工艺措施在风电塔筒法兰焊接过程中,由于焊接过程中产生的热应力和残余应力,常导致焊接变形的产生。这会对风电塔的结构稳定性和工作性能产生负面影响。因此,为了控制变形并保证焊接质量,需要采取一系列的工艺措施。本文将从材料选择、焊接工艺参数的确定、焊接设备的优化以及焊后热处理等方面,探讨风电塔筒法兰焊接变形控制的工艺措施。首先,材料的选择对焊接变形的控制至关重要。在风电塔法兰焊接中,常采用高强度钢材作为焊接材料,以满足塔体的强度要求。然而,高强度钢材焊接过程中容易产生较大的收缩应力,从而