
风电塔筒法兰焊接变形控制的工艺措施.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

风电塔筒法兰焊接变形控制的工艺措施.docx
风电塔筒法兰焊接变形控制的工艺措施在风电塔筒法兰焊接过程中,由于焊接过程中产生的热应力和残余应力,常导致焊接变形的产生。这会对风电塔的结构稳定性和工作性能产生负面影响。因此,为了控制变形并保证焊接质量,需要采取一系列的工艺措施。本文将从材料选择、焊接工艺参数的确定、焊接设备的优化以及焊后热处理等方面,探讨风电塔筒法兰焊接变形控制的工艺措施。首先,材料的选择对焊接变形的控制至关重要。在风电塔法兰焊接中,常采用高强度钢材作为焊接材料,以满足塔体的强度要求。然而,高强度钢材焊接过程中容易产生较大的收缩应力,从而

风电塔筒基础环双排螺栓孔法兰的焊接变形控制技术.docx
风电塔筒基础环双排螺栓孔法兰的焊接变形控制技术标题:风电塔筒基础环双排螺栓孔法兰的焊接变形控制技术摘要:风电塔筒基础环双排螺栓孔法兰的焊接变形控制是风电塔工程中的重要问题,本文对风电塔筒基础环双排螺栓孔法兰的焊接变形进行了分析和研究。首先介绍了风电塔的概况和螺栓孔法兰的结构特点,然后分析了焊接过程中的变形原因,并提出了相应的控制技术。最后通过实际案例验证了所提出的控制技术的可行性,并得出了相应的结论。关键词:风电塔、筒基础、螺栓孔法兰、焊接变形、控制技术第一章:引言1.1研究背景随着风能利用技术的不断发展

风电塔筒焊接工艺的改进措施.docx
风电塔筒焊接工艺的改进措施随着能源的需求日益增长,风电作为一种清洁、可再生的能源形式受到了越来越多的关注。在风电场中,风电塔筒作为风力发电机组的主要支撑结构之一,长期处于极端环境下,其质量和可靠性对风力发电机组的正常运转和安全性都非常重要。而焊接是风电塔筒制造过程中不可或缺的步骤,焊接质量对于风电塔筒的承载能力和稳定性具有重要影响。因此,为了提高风电塔筒的质量和可靠性,必须不断改进焊接工艺。首先,在焊接前需要进行严格的焊接前准备工作,包括对焊接材料和设备的选择、清理和调试,其目的是为了保证焊接质量和焊接工
用于风电塔筒法兰与筒体卧式组对焊接的吊具.pdf
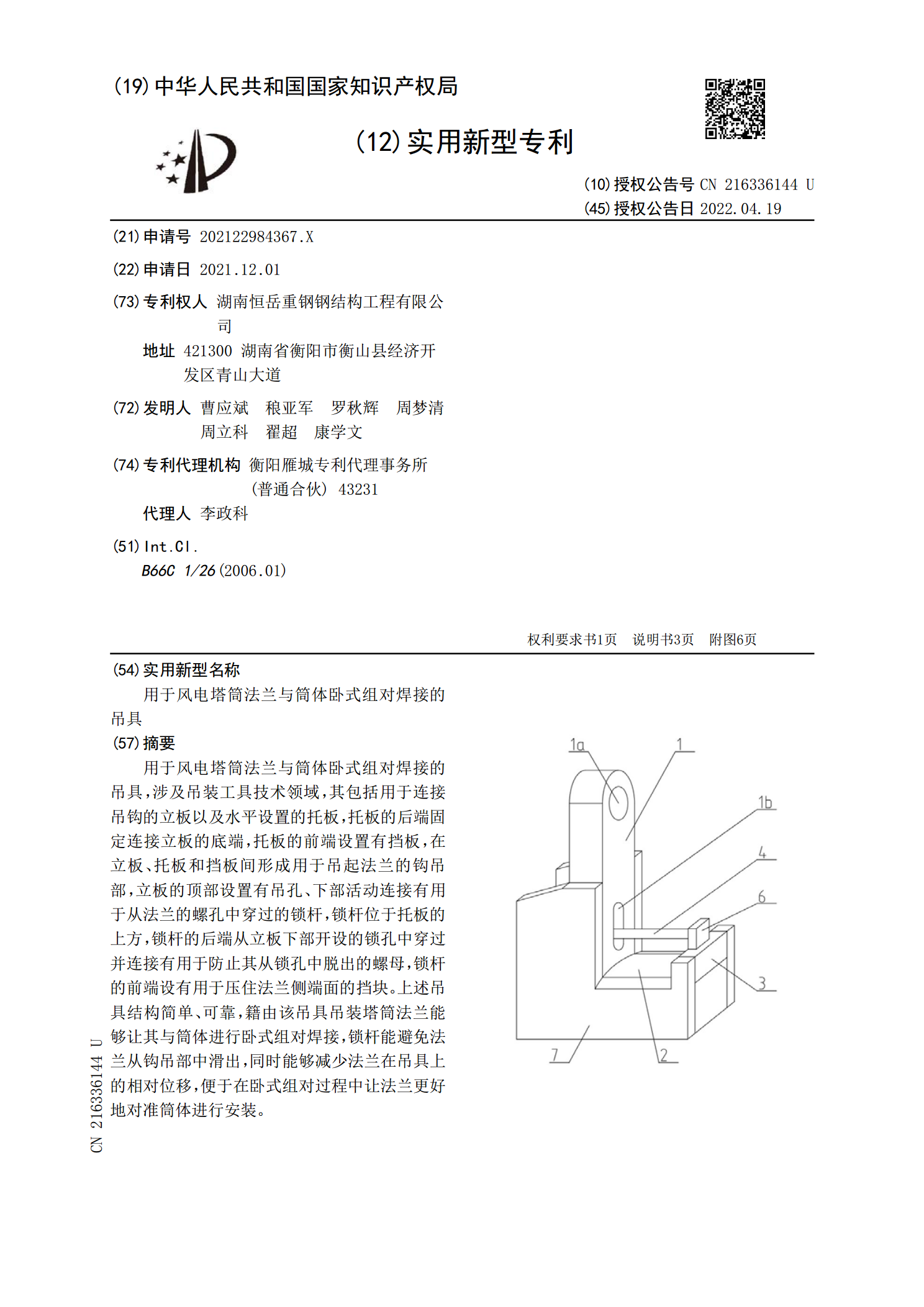
用于风电塔筒法兰与筒体卧式组对焊接的吊具,涉及吊装工具技术领域,其包括用于连接吊钩的立板以及水平设置的托板,托板的后端固定连接立板的底端,托板的前端设置有挡板,在立板、托板和挡板间形成用于吊起法兰的钩吊部,立板的顶部设置有吊孔、下部活动连接有用于从法兰的螺孔中穿过的锁杆,锁杆位于托板的上方,锁杆的后端从立板下部开设的锁孔中穿过并连接有用于防止其从锁孔中脱出的螺母,锁杆的前端设有用于压住法兰侧端面的挡块。上述吊具结构简单、可靠,籍由该吊具吊装塔筒法兰能够让其与筒体进行卧式组对焊接,锁杆能避免法兰从钩吊部中滑

风电塔筒门框焊接应力变形分析.pptx
添加副标题目录PART01焊接应力的产生焊接变形的产生焊接应力变形对风电塔筒的影响PART02焊接应力产生原因焊接应力分布规律焊接应力对结构性能的影响PART03焊接变形类型及特点焊接变形产生原因焊接变形对结构性能的影响PART04工艺优化措施焊接顺序和方向优化反变形法应用刚性固定法应用PART05检测方法及选用原则焊接应力检测技术焊接变形检测技术检测结果评估及处理措施PART06焊接应力变形机理研究进展新型焊接方法在风电塔筒门框中的应用前景提高风电塔筒门框结构性能的措施研究感谢您的观看