
汽车注塑模具结构图解.docx

霞英****娘子


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车注塑模具结构图解.docx
汽车注塑模具结构图解汽车注塑模具结构图解模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品,看看下面的汽车注塑模具结构图解吧!汽车注塑模具结构图解塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射

汽车骨架零件注塑模具结构设计.docx
汽车骨架零件注塑模具结构设计Autopartsinjectionmoldframestructuredesign摘要本课题以中国汽车产业发展为背景对汽车骨架零件模具设计。通过汽车骨架零件模具设计提高汽车骨架零件模具的质量为汽车骨架零件提供良好的铸造环境。本设计根据汽车骨架零件模具的设计作为出发点对注射口动定模和推板等进行设计。由于此模具用于快速生产所以在设计时要充分便捷的特色。在设计中运用成熟的技术对其设计。主要工作:首先对国内外注射模具进行调研对模具的工作环境进行比较、分析、设计确定主题。

汽车骨架零件注塑模具结构设计.docx
汽车骨架零件注塑模具结构设计Autopartsinjectionmoldframestructuredesign摘要本课题以中国汽车产业发展为背景,对汽车骨架零件模具设计。通过汽车骨架零件模具设计,提高汽车骨架零件模具的质量,为汽车骨架零件提供良好的铸造环境。本设计根据汽车骨架零件模具的设计作为出发点,对注射口,动定模和推板等进行设计。由于此模具用于快速生产,所以在设计时要充分便捷的特色。在设计中运用成熟的技术对其设计。主要工作:首先对国内外注射模具进行调研,对模具的工作环境进行比较、分析、

注塑模具结构介绍.ppt
2.1.2注塑模具的结构组成(1)成型部分成型部分是由构成塑件形状的模具型腔组成的,它由模具的动、定模有关部分组成通常是由凸模(成型塑件内部形状)、凹模(成型塑件外部形状)、型芯、嵌件和镶块等组成(2)浇注系统熔融塑料从注塑机喷嘴进入模具型腔所流经的模具内通道称为浇注系统主流道、浇口及冷料井等组成。(3)导向机构为了确保动、定模之间的正确导向与定位,通常在动、定模部分采用导柱、导套或在动、定模部分设置互相吻合的内外锥面导向。(6)冷却和加热系统为了使熔融塑料在模具型腔内尽快固化成型,提高生产效率,一些塑料
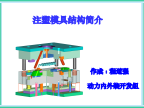
注塑模具结构简介.ppt
注塑模具结构简介一﹑注塑成型概述二、注塑模之概念三﹑注塑模之类型四﹑注塑模之构成五、中小注塑模具开发流程六、模具主要加工方法一、何谓注塑成型那些汽车零件是通过注塑成型制造出来的?注塑机成型一周期的工序二、注塑模之概念塑胶原料经烘干,加料至料筒內,受热呈熔融状态,在螺杆或活塞的推动下,经喷嘴和进胶系统射入封闭型腔,经冷卻后硬化定型.這個成型過程所用的工具叫注塑模.手機下蓋3D成品圖三﹑注塑模之类型:1).二板式模具(由定模和动模組成)兩板模3D模具開、合模動畫圖2.三板式模具水口衬套注塑模具由七大系统构成﹕