
注塑模具结构简介.ppt

文库****品店

1/10
2/10

3/10

4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共46页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
注塑模具结构简介.ppt
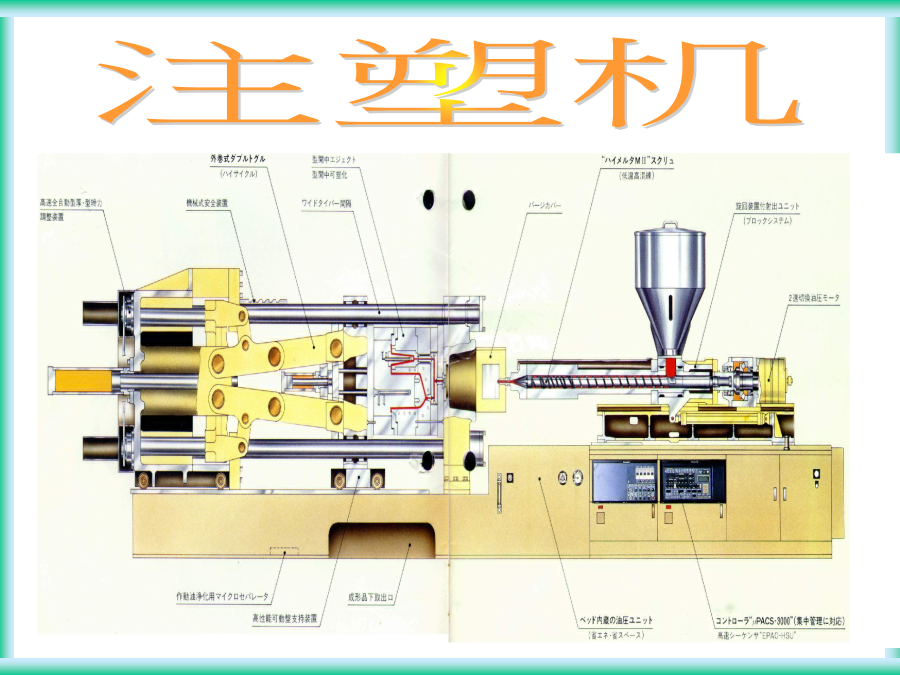
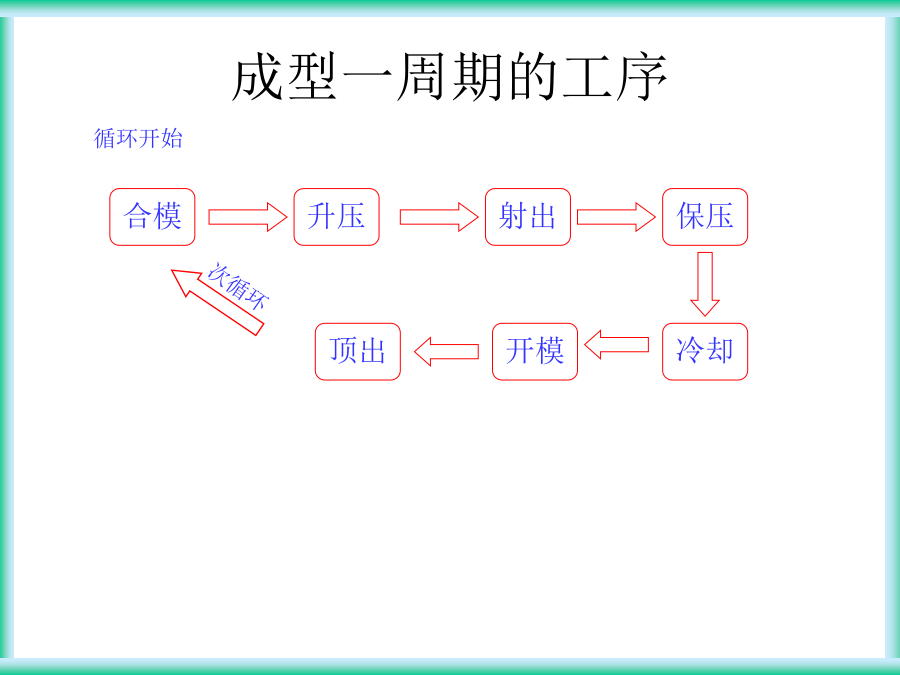
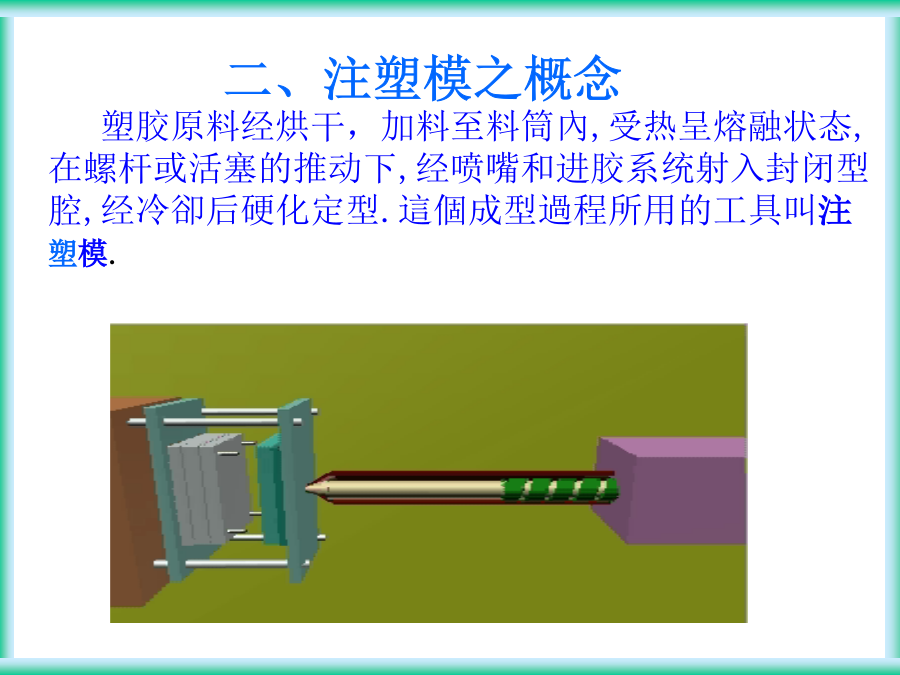
注塑模具结构简介一﹑注塑成型概述二、注塑模之概念三﹑注塑模之类型四﹑注塑模之构成五、中小注塑模具开发流程六、模具主要加工方法一、何谓注塑成型那些汽车零件是通过注塑成型制造出来的?注塑机成型一周期的工序二、注塑模之概念塑胶原料经烘干,加料至料筒內,受热呈熔融状态,在螺杆或活塞的推动下,经喷嘴和进胶系统射入封闭型腔,经冷卻后硬化定型.這個成型過程所用的工具叫注塑模.手機下蓋3D成品圖三﹑注塑模之类型:1).二板式模具(由定模和动模組成)兩板模3D模具開、合模動畫圖2.三板式模具水口衬套注塑模具由七大系统构成﹕

注塑模具结构简介.pptx
注塑模具结构(jiégòu)简介一﹑注塑成型概述二、注塑模之概念三﹑注塑模之类型四﹑注塑模之构成五、中小注塑模具开发流程六、模具主要加工(jiāgōng)方法一、何谓(héwèi)注塑成型那些汽车零件是通过注塑成型制造(zhìzào)出来的?注塑机第六页,。第七页,。成型一周期(zhōuqī)的工序二、注塑模之概念塑胶原料经烘干(hōnɡɡàn),加料至料注塑模.手機下蓋3D成品(chéngpǐn)圖第十一页,。三﹑注塑模之类型:1).二板式(bǎnshì)模具(由定模和动模組成)兩板模3D模具(mújù

注塑模具结构简介和分类.ppt
注塑模具设计与制造工艺一、注塑模具的分类液压系统注塑成型原理图4-1注射模的结构1-动模板2-定模板3-冷却水道4-定模座板5-定位圈6-浇口套7-凸模8-导柱9-导套10-动模座板11-支承板12-支承柱13-推板14-推杆固定板15-拉料杆16-推板导柱17-推板导套18-推杆19-复位杆20-垫块21-注射机顶杆图4-1注射模的结构1-动模板2-定模板3-冷却水道4-定模座板5-定位圈6-浇口套7-凸模8-导柱9-导套10-动模座板11-支承板12-支承柱13-推板14-推杆固定板15-拉料杆16-

注塑模具简介.ppt
GEPlasticsGOODPARTRESINSUPPLIER膠粒供應商TOOLINGDEVELOPMENT塑膠模具發展ProcessingProblems製程上所遇之問題WeldLines結合線BurnMarks燒痕DimensionalControl尺寸控制Streaking流痕Sticking黏模Brittleness脆性ShortShots短射Flash毛邊Sinks/Voids縮水InconsistentCycle周期不一致-Anonymous佚名CustomsandPracticesofthe
注塑模具简介.pptx
RESINSUPPLIER膠粒供應商TOOLINGDEVELOPMENT塑膠模具(mújù)發展ProcessingProblems製程上所遇之問題WeldLines結合線BurnMarks燒痕DimensionalControl尺寸控制(kòngzhì)Streaking流痕Sticking黏模Brittleness脆性ShortShots短射Flash毛邊Sinks/Voids縮水InconsistentCycle周期(zhōuqī)不一致-Anonymous佚名MOLDTYPES模具(mújù)種類