
注塑模具结构介绍.ppt

文库****品店

1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共95页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑模具结构介绍.ppt
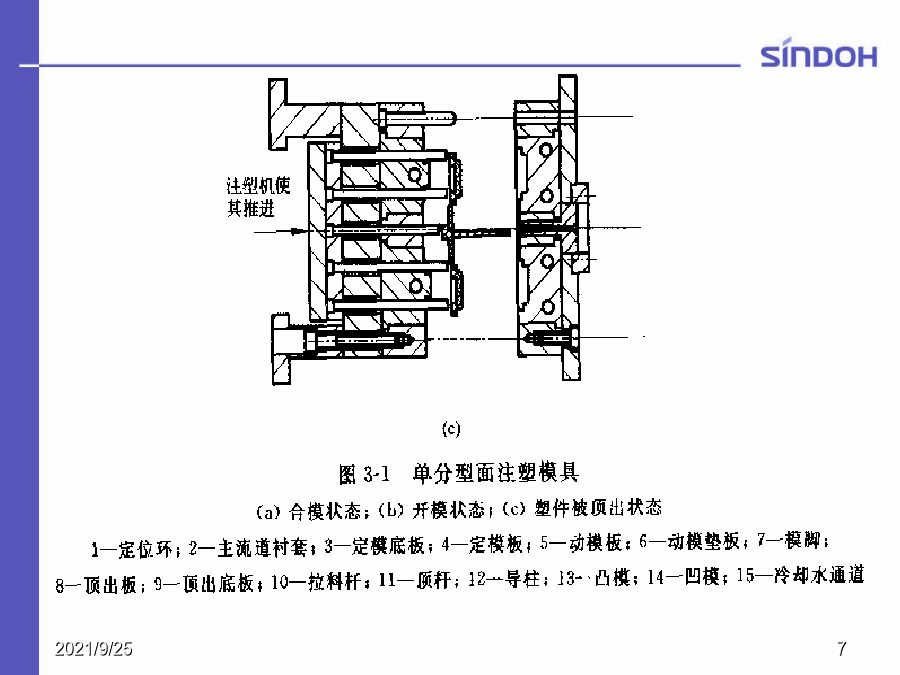
2.1.2注塑模具的结构组成(1)成型部分成型部分是由构成塑件形状的模具型腔组成的,它由模具的动、定模有关部分组成通常是由凸模(成型塑件内部形状)、凹模(成型塑件外部形状)、型芯、嵌件和镶块等组成(2)浇注系统熔融塑料从注塑机喷嘴进入模具型腔所流经的模具内通道称为浇注系统主流道、浇口及冷料井等组成。(3)导向机构为了确保动、定模之间的正确导向与定位,通常在动、定模部分采用导柱、导套或在动、定模部分设置互相吻合的内外锥面导向。(6)冷却和加热系统为了使熔融塑料在模具型腔内尽快固化成型,提高生产效率,一些塑料

双色注塑工艺及模具结构介绍.ppt
Page1雙色模具結構簡介雙色產品簡介雙色產品簡介雙色產品簡介雙色產品簡介雙色產品簡介雙色產品簡介雙色機台雙色機台雙色機台雙色成型原理雙色成型原理雙色成型原理雙色成型原理雙色成型原理雙色模具設計要點雙色模具設計要點雙色模具設計要點雙色模具設計要點雙色模具設計要點雙色模具設計要點雙色模具設計要點P24雙色模具基本結構P26P27P28P29P30P31P32P33局部雙色---翹翹板結構2P35P36P37轉中板結構二轉內CORE2機械手埋入射出P40

哪些结构组成注塑模具-注塑模具由哪些结构组成.docx
哪些结构组成注塑模具-注塑模具由哪些结构组成哪些结构组成注塑模具-注塑模具由哪些结构组成注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。下面,小编为大家讲讲注塑模具由哪些结构组成,快来看看吧!模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分

哪些结构组成注塑模具-注塑模具由哪些结构组成.docx
哪些结构组成注塑模具-注塑模具由哪些结构组成哪些结构组成注塑模具-注塑模具由哪些结构组成注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。下面,小编为大家讲讲注塑模具由哪些结构组成,快来看看吧!模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分

哪些结构组成注塑模具-注塑模具由哪些结构组成.docx
哪些结构组成注塑模具-注塑模具由哪些结构组成哪些结构组成注塑模具-注塑模具由哪些结构组成注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。下面,小编为大家讲讲注塑模具由哪些结构组成,快来看看吧!模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、调温系统、成型零件和结构零件组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分