
叶片榫齿加工提效工装研制.docx

胜利****实阿


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

叶片榫齿加工提效工装研制.docx
叶片榫齿加工提效工装研制摘要:叶片榫齿是航空发动机中需要大量使用的重要零件。叶片榫齿不仅对加工精度和各个榫齿零件之间的尺寸一致性要求很高,且鉴于其工艺要求的特殊性,该零件需要在完成机械加工后进行标准严苛的冶金检验,机加产品的冶金检验合格率很低,因此,传统的加工方法在加工效率上很难满足航空产品对叶片榫齿的需求。本文提出了中针对叶片榫齿机械加工专用夹具的设计方案,通过增加夹具定位元件的耐磨性以适应频繁装夹的工况,并在夹紧装置中设计了机械及液压联动机构,建立了榫齿毛坯长度与定位元件位置之间的函数关系,实现不同规
涡轮叶片榫齿加工叶片定位装置.pdf
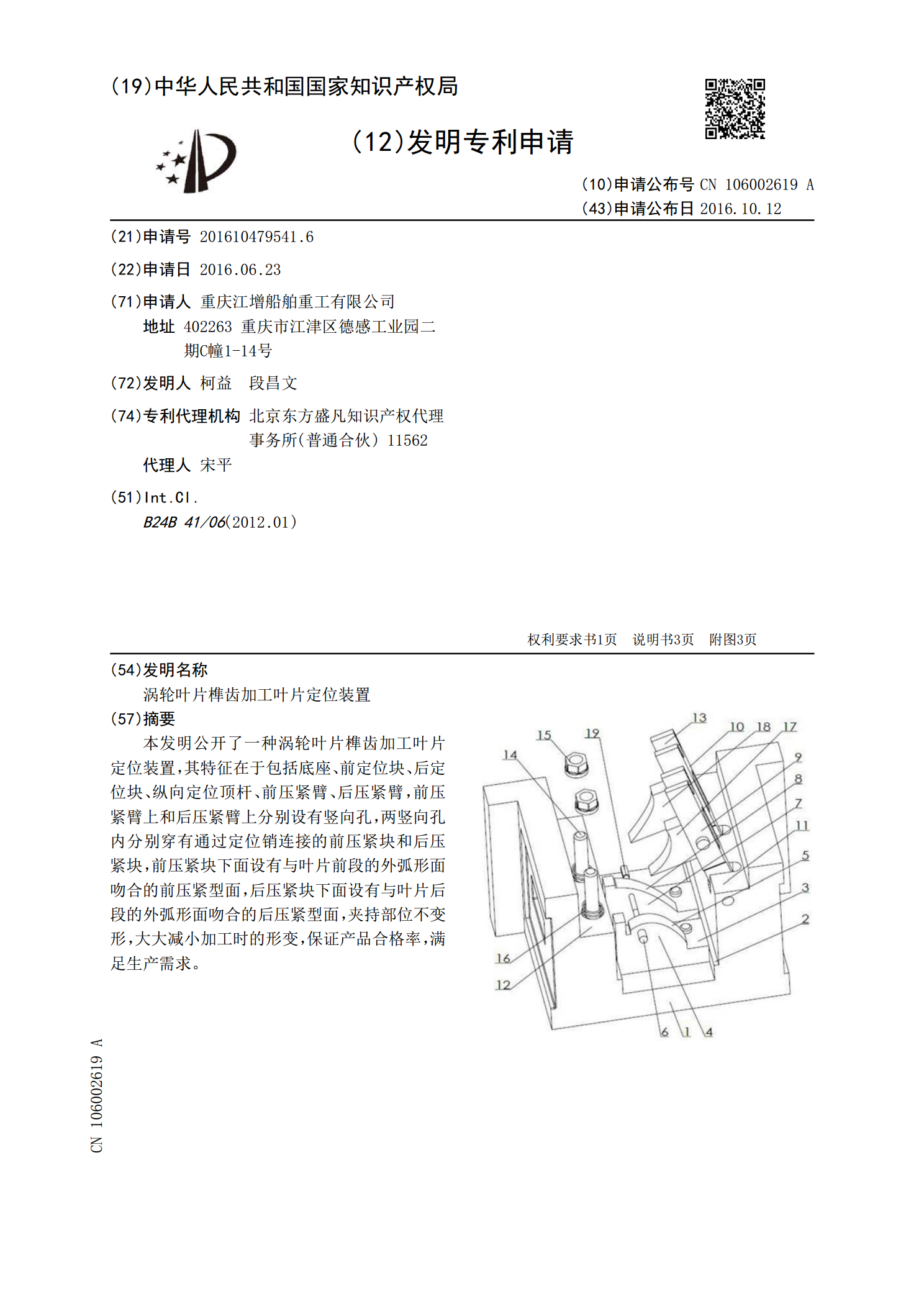
本发明公开了一种涡轮叶片榫齿加工叶片定位装置,其特征在于包括底座、前定位块、后定位块、纵向定位顶杆、前压紧臂、后压紧臂,前压紧臂上和后压紧臂上分别设有竖向孔,两竖向孔内分别穿有通过定位销连接的前压紧块和后压紧块,前压紧块下面设有与叶片前段的外弧形面吻合的前压紧型面,后压紧块下面设有与叶片后段的外弧形面吻合的后压紧型面,夹持部位不变形,大大减小加工时的形变,保证产品合格率,满足生产需求。
用于检测汽轮机圆弧榫齿叶片加工工装的芯棒.pdf
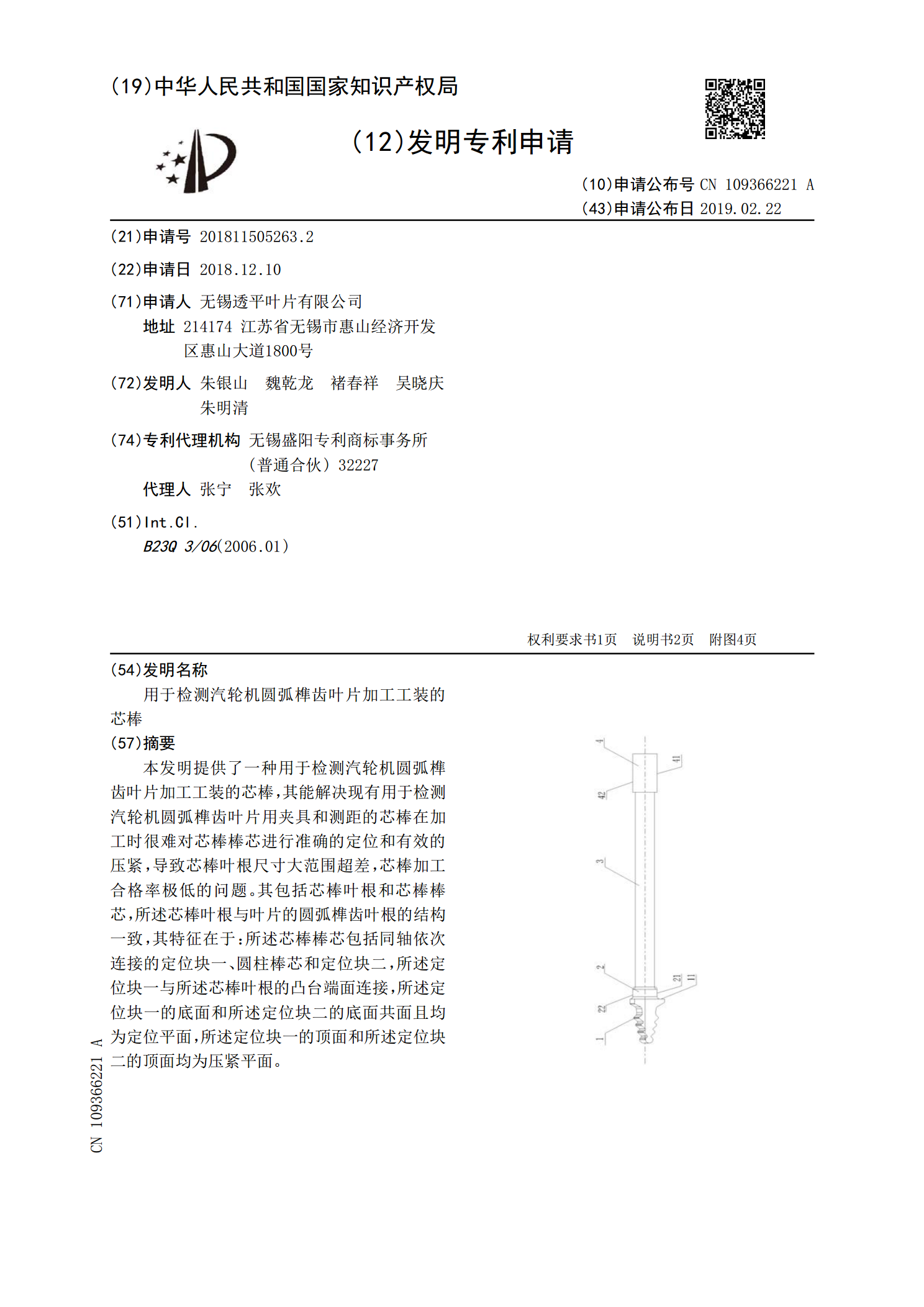
本发明提供了一种用于检测汽轮机圆弧榫齿叶片加工工装的芯棒,其能解决现有用于检测汽轮机圆弧榫齿叶片用夹具和测距的芯棒在加工时很难对芯棒棒芯进行准确的定位和有效的压紧,导致芯棒叶根尺寸大范围超差,芯棒加工合格率极低的问题。其包括芯棒叶根和芯棒棒芯,所述芯棒叶根与叶片的圆弧榫齿叶根的结构一致,其特征在于:所述芯棒棒芯包括同轴依次连接的定位块一、圆柱棒芯和定位块二,所述定位块一与所述芯棒叶根的凸台端面连接,所述定位块一的底面和所述定位块二的底面共面且均为定位平面,所述定位块一的顶面和所述定位块二的顶面均为压紧平面

涡轮叶片榫齿加工的新切削工艺方法.docx
涡轮叶片榫齿加工的新切削工艺方法涡轮是一种常见的旋转机械部件,其具有高速旋转和承受高温高压工况的特点。而涡轮叶片则是涡轮的重要组成部分,其形状和加工质量直接关系到涡轮的效率和性能。传统的涡轮叶片加工方法存在一些缺陷和问题,为了满足高精度、高效率和低成本的要求,研究人员提出了一种新的切削工艺方法来加工涡轮叶片榫齿。传统的涡轮叶片加工方法主要有铣削、模切和磨削等,但存在一些问题。首先,铣削工艺需要多次加工,且加工难度大,容易产生划伤和毛刺等缺陷。其次,模切工艺需要特殊的刀具和模具,且生产效率低下。再次,磨削工

一种带冠涡轮叶片榫齿加工方法.pdf
一种带冠涡轮叶片榫齿加工方法,其包括如下步骤,步骤A,对所述毛坯件,选择六个定位点,并在制备所述毛坯件的过程中,保证上述各定位点的位置尺寸;步骤B,根据步骤A确定的各定位点的位置尺寸,提供一个夹具;步骤C,将步骤A制备出的所述毛坯件装夹在步骤B所提供的夹具上,将所述榫齿毛坯部加工为所述榫齿;步骤D,以所述榫齿作为装夹定位基准进行装夹,加工所述下缘板以及所述上缘板,完成所述涡轮叶片的加工。本发明所提供的一种带冠涡轮叶片榫齿加工方法,可减少基准转换误差。避免了因基准转换带来的累计误差。在实际生产中一次提交合格