
一种带冠涡轮叶片榫齿加工方法.pdf

萌运****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种带冠涡轮叶片榫齿加工方法.pdf
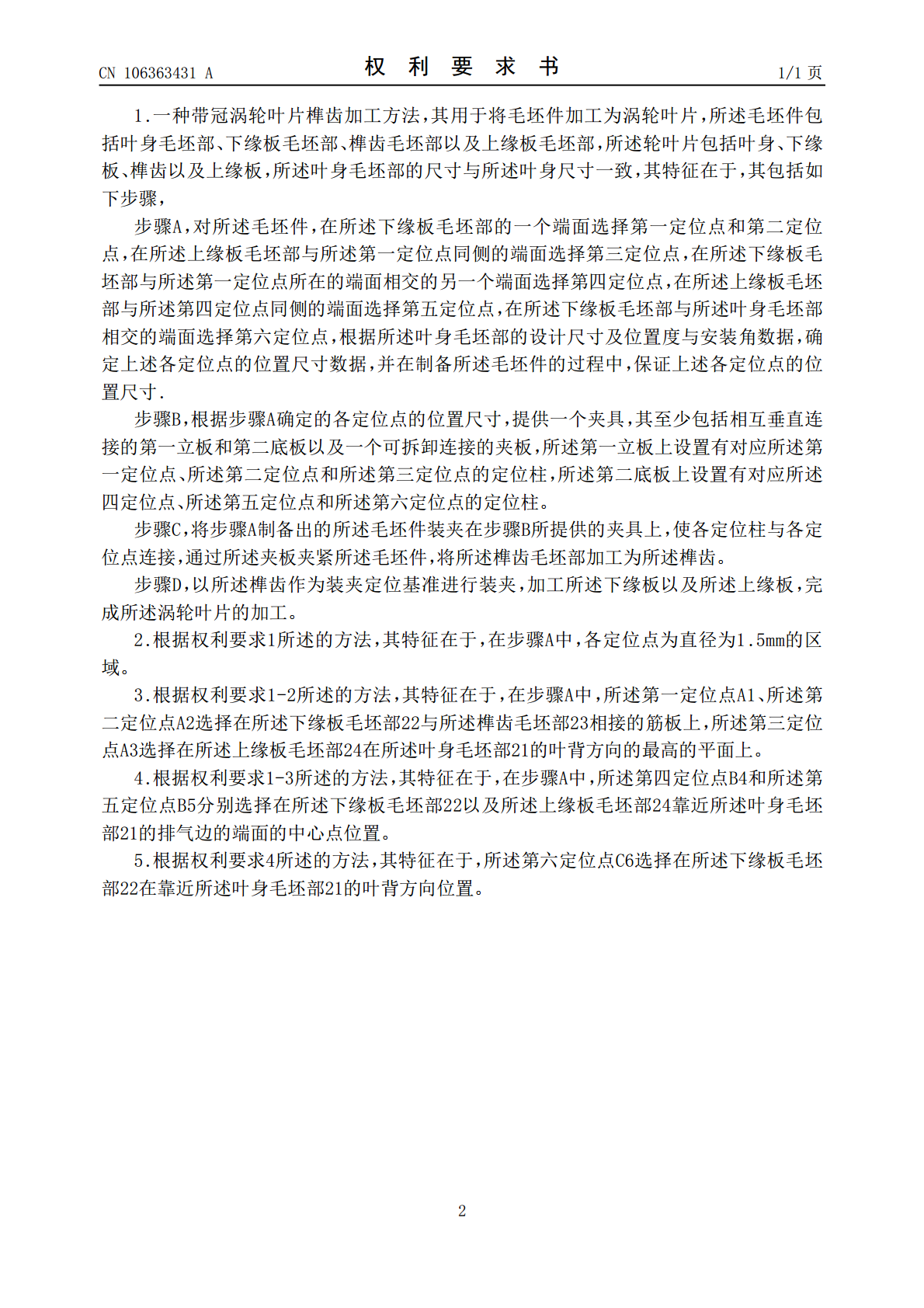
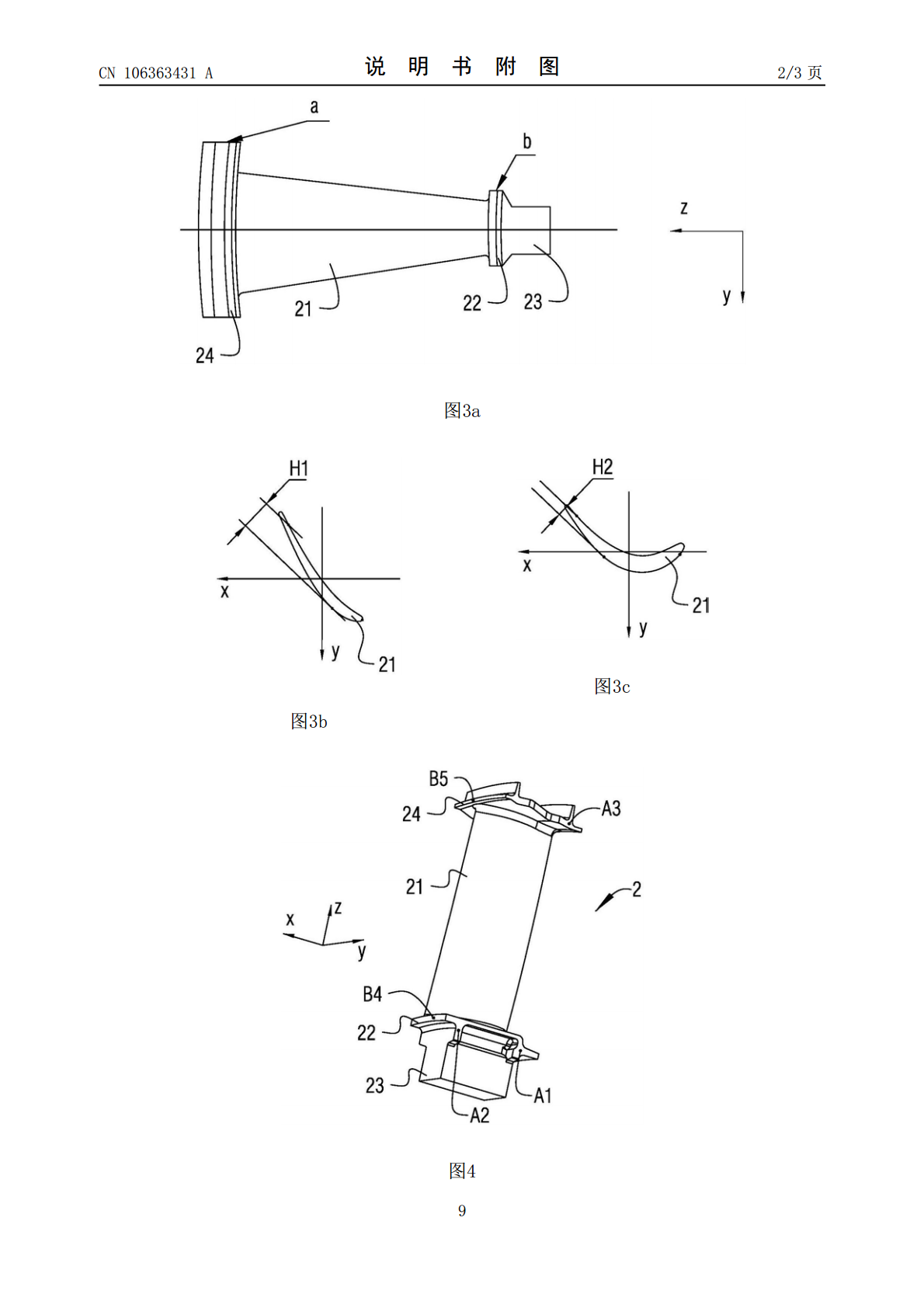
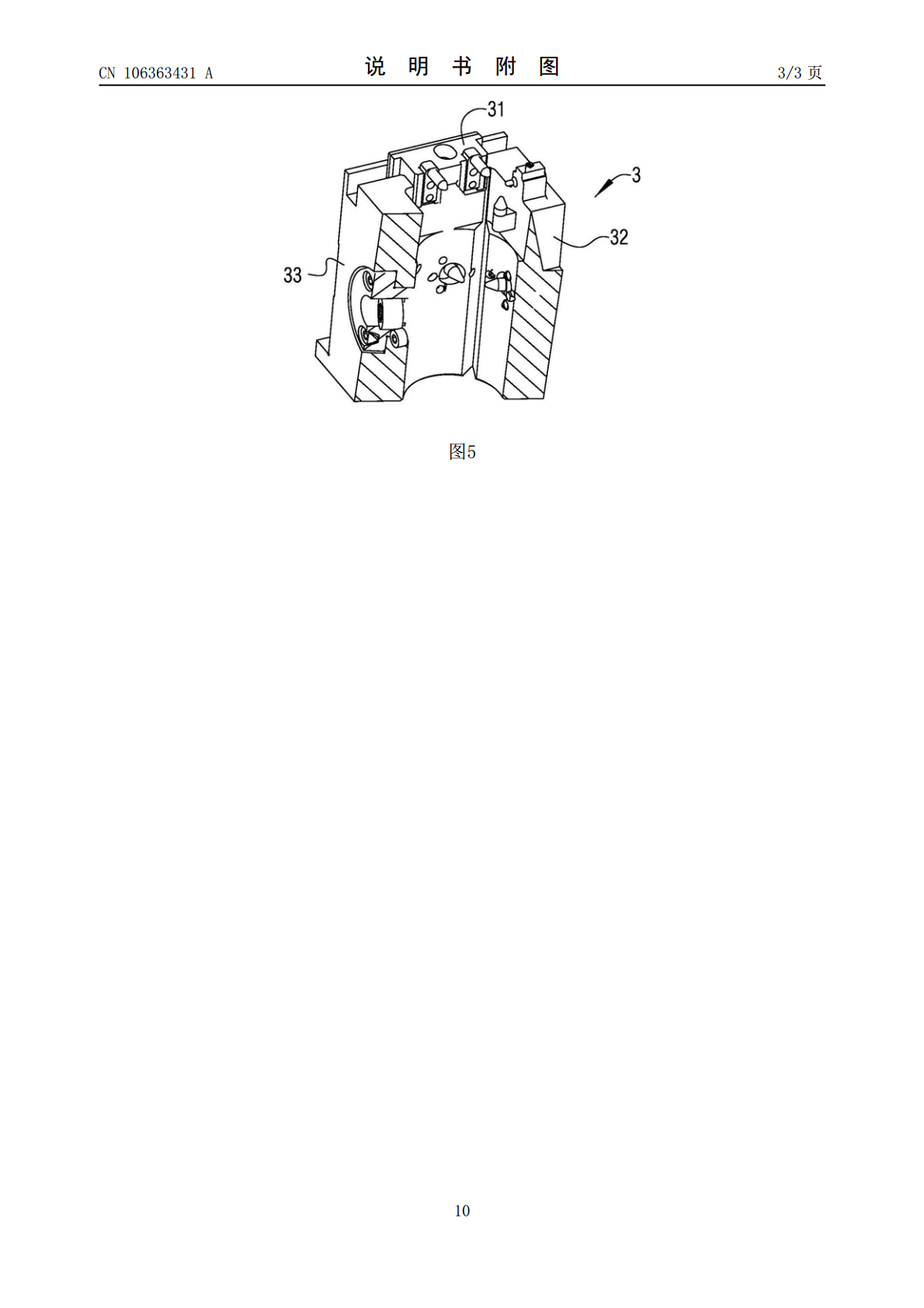
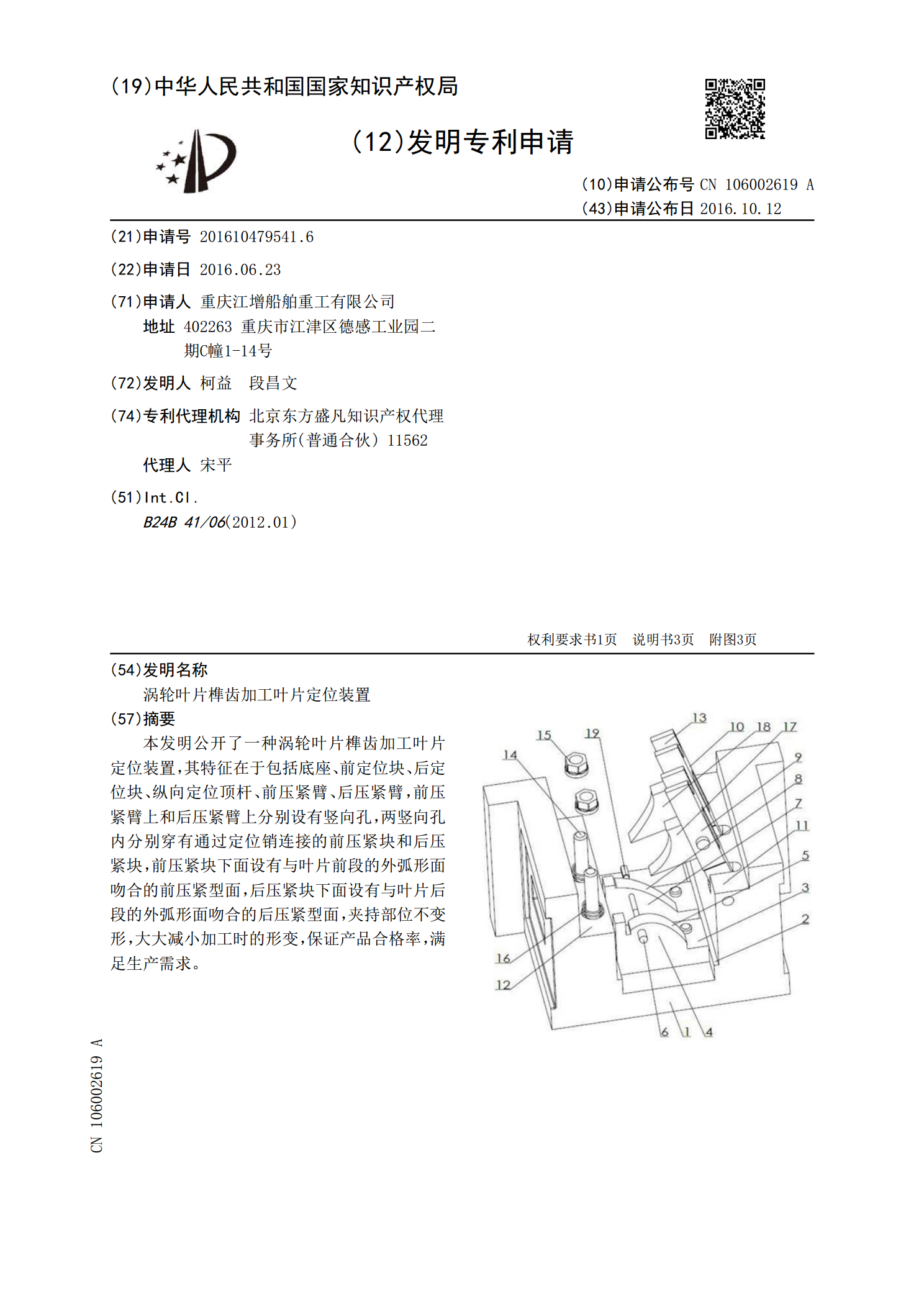
一种带冠涡轮叶片榫齿加工方法,其包括如下步骤,步骤A,对所述毛坯件,选择六个定位点,并在制备所述毛坯件的过程中,保证上述各定位点的位置尺寸;步骤B,根据步骤A确定的各定位点的位置尺寸,提供一个夹具;步骤C,将步骤A制备出的所述毛坯件装夹在步骤B所提供的夹具上,将所述榫齿毛坯部加工为所述榫齿;步骤D,以所述榫齿作为装夹定位基准进行装夹,加工所述下缘板以及所述上缘板,完成所述涡轮叶片的加工。本发明所提供的一种带冠涡轮叶片榫齿加工方法,可减少基准转换误差。避免了因基准转换带来的累计误差。在实际生产中一次提交合格
涡轮叶片榫齿加工叶片定位装置.pdf
本发明公开了一种涡轮叶片榫齿加工叶片定位装置,其特征在于包括底座、前定位块、后定位块、纵向定位顶杆、前压紧臂、后压紧臂,前压紧臂上和后压紧臂上分别设有竖向孔,两竖向孔内分别穿有通过定位销连接的前压紧块和后压紧块,前压紧块下面设有与叶片前段的外弧形面吻合的前压紧型面,后压紧块下面设有与叶片后段的外弧形面吻合的后压紧型面,夹持部位不变形,大大减小加工时的形变,保证产品合格率,满足生产需求。

涡轮叶片榫齿加工的新切削工艺方法.docx
涡轮叶片榫齿加工的新切削工艺方法涡轮是一种常见的旋转机械部件,其具有高速旋转和承受高温高压工况的特点。而涡轮叶片则是涡轮的重要组成部分,其形状和加工质量直接关系到涡轮的效率和性能。传统的涡轮叶片加工方法存在一些缺陷和问题,为了满足高精度、高效率和低成本的要求,研究人员提出了一种新的切削工艺方法来加工涡轮叶片榫齿。传统的涡轮叶片加工方法主要有铣削、模切和磨削等,但存在一些问题。首先,铣削工艺需要多次加工,且加工难度大,容易产生划伤和毛刺等缺陷。其次,模切工艺需要特殊的刀具和模具,且生产效率低下。再次,磨削工

一种控制涡轮工作叶片榫齿壁厚的加工方法.pdf
一种控制涡轮工作叶片榫齿壁厚的加工方法,属于涡轮叶片的加工技术领域。方法包括计算榫齿窗口与毛料基准之间的尺寸的公差值;计算榫齿窗口与毛料基准之间的尺寸的允许上偏差值和允许下偏差值;测量毛坯榫齿的榫齿窗口与毛料基准之间的尺寸;进行基准转换;计算毛料基准与方箱基准之间的尺寸的理论公差值;确定毛坯榫齿在回字形方箱内的实际安装位置;将固定了毛坯榫齿的回字形方箱安装到机床中对毛坯榫齿进行加工。本发明降低了由于榫榫齿窗口偏移而导致的榫齿壁厚以及榫齿偏移尺寸不符合要求的问题发生的概率,增加了判断毛坯榫齿是否合格的限定尺

一种涡轮叶片榫齿错齿检测装置及检测方法.pdf
本发明涉及一种涡轮叶片榫齿错齿检测装置及检测方法,包括底板,底板上固定安装有支板,支板上安装有用于配合压紧涡轮叶片榫齿的固定齿形块和弹性齿形块,固定齿形块和弹性齿形块相对的侧面上均设置有与涡轮叶片榫齿相配合的齿形,弹性齿形块的上端固定连接在支板上,弹性齿形块背对固定齿形块的侧面上连接压紧装置;底板上安装有能够滑动的滑板,滑板上安装有杠杆和用于连接百分表的表夹,杠杆是由横杆和竖杆组成的直角拐状结构,其中,横杆的端部能够顶在涡轮叶片榫齿上,竖杆的端部和百分表相接。本发明在使用时涡轮叶片榫齿全齿定位,整个涡轮叶