
仪表管路接头全解,水电工基础知识,收藏备用.pdf

文库****品店

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

仪表管路接头全解,水电工基础知识,收藏备用.pdf
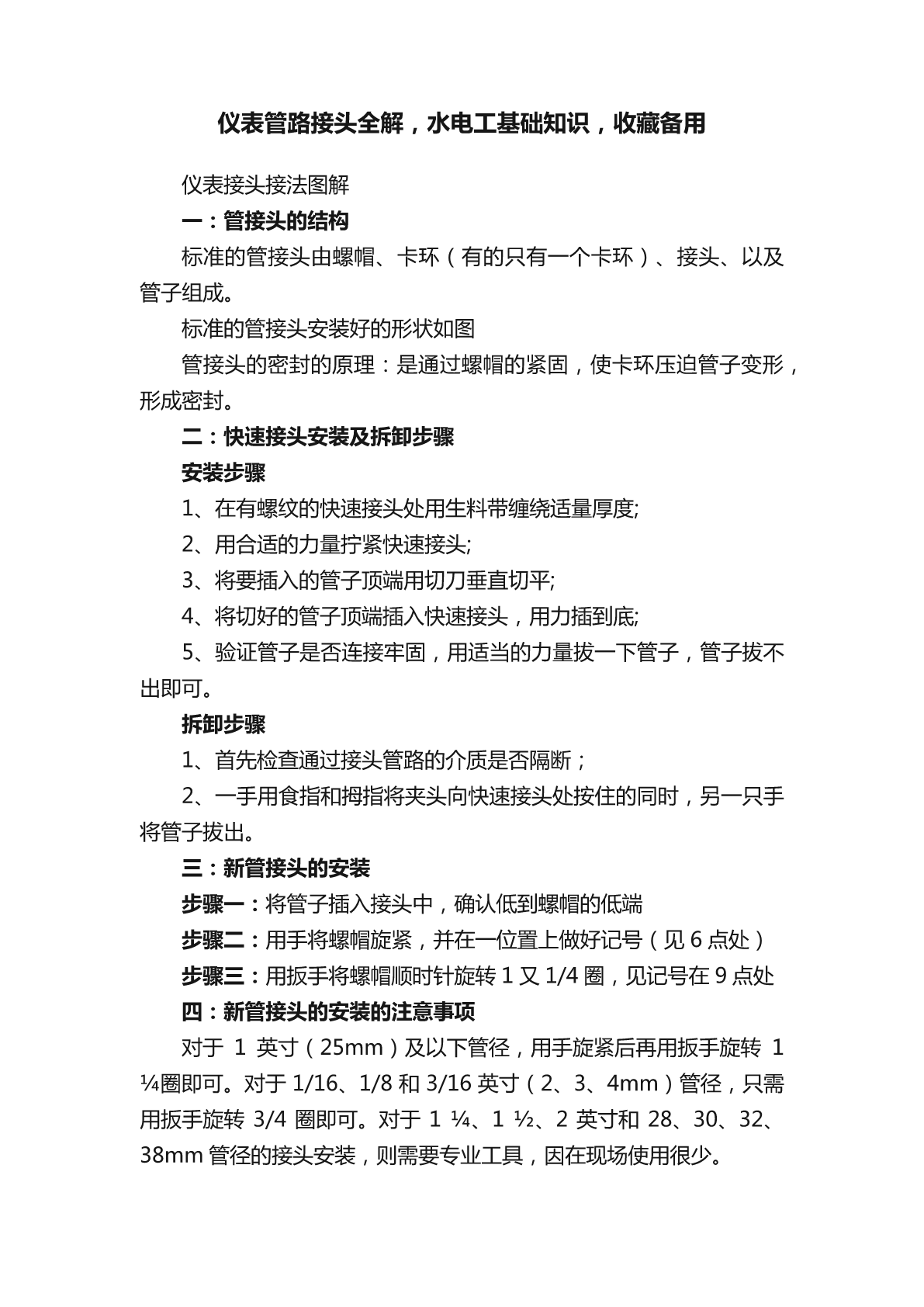
仪表管路接头全解,水电工基础知识,收藏备用仪表接头接法图解一:管接头的结构标准的管接头由螺帽、卡环(有的只有一个卡环)、接头、以及管子组成。标准的管接头安装好的形状如图管接头的密封的原理:是通过螺帽的紧固,使卡环压迫管子变形,形成密封。二:快速接头安装及拆卸步骤安装步骤1、在有螺纹的快速接头处用生料带缠绕适量厚度;2、用合适的力量拧紧快速接头;3、将要插入的管子顶端用切刀垂直切平;4、将切好的管子顶端插入快速接头,用力插到底;5、验证管子是否连接牢固,用适当的力量拔一下管子,管子拔不出即可。拆卸步骤1、首
常用仪表管路接头.ppt
常用仪表管路接头常用接头讲解仪表管接头的认知仪表管接头认知卡套式三通管接头仪表管接头类型卡套式仪表管接头的结构卡套式仪表管接头结构卡套式管接头安装快速接头安装及拆卸步骤仪表管接头的标准蛇皮管接头认知
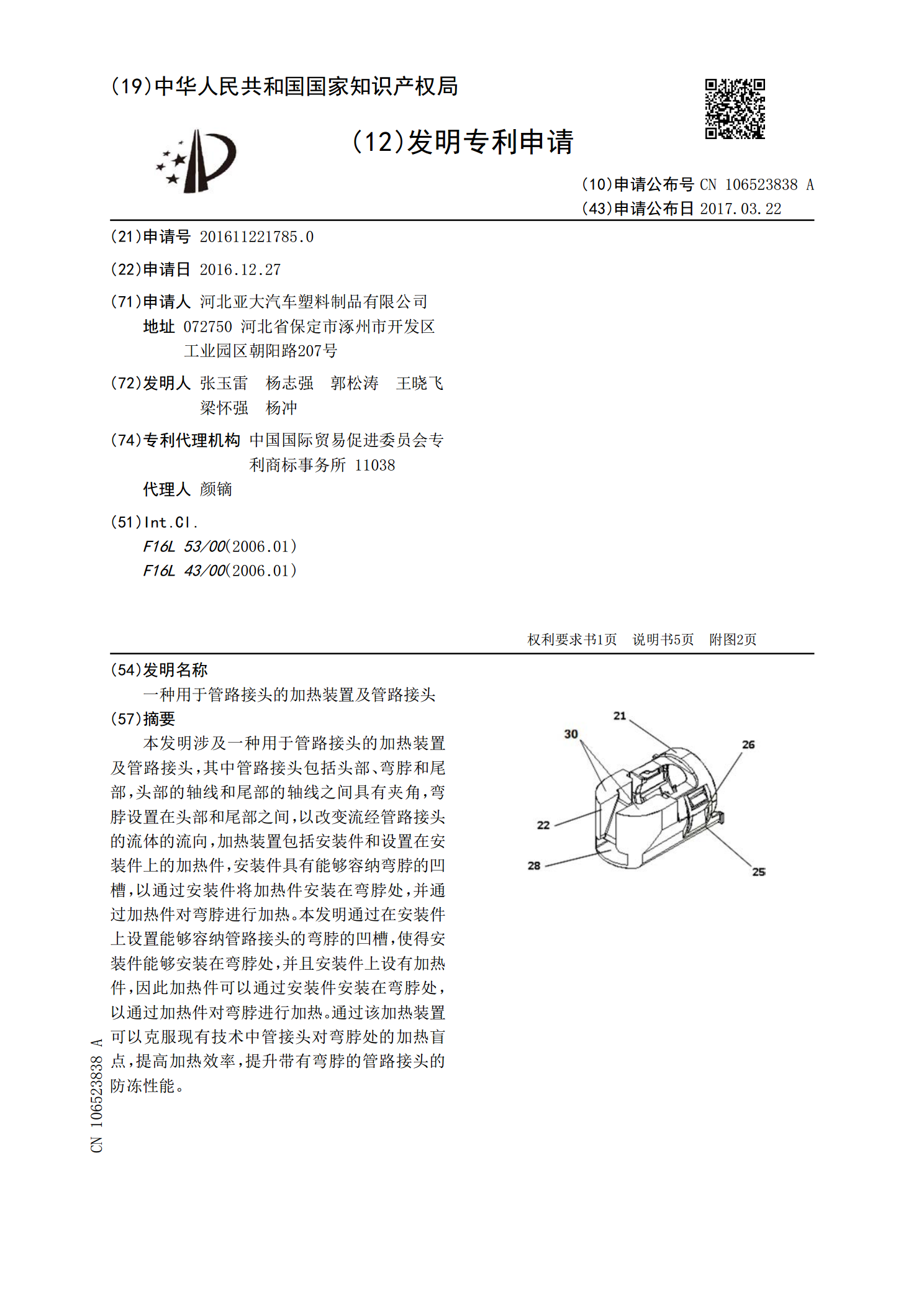
一种用于管路接头的加热装置及管路接头.pdf
本发明涉及一种用于管路接头的加热装置及管路接头,其中管路接头包括头部、弯脖和尾部,头部的轴线和尾部的轴线之间具有夹角,弯脖设置在头部和尾部之间,以改变流经管路接头的流体的流向,加热装置包括安装件和设置在安装件上的加热件,安装件具有能够容纳弯脖的凹槽,以通过安装件将加热件安装在弯脖处,并通过加热件对弯脖进行加热。本发明通过在安装件上设置能够容纳管路接头的弯脖的凹槽,使得安装件能够安装在弯脖处,并且安装件上设有加热件,因此加热件可以通过安装件安装在弯脖处,以通过加热件对弯脖进行加热。通过该加热装置可以克服现有
管路接头拧紧组件.pdf
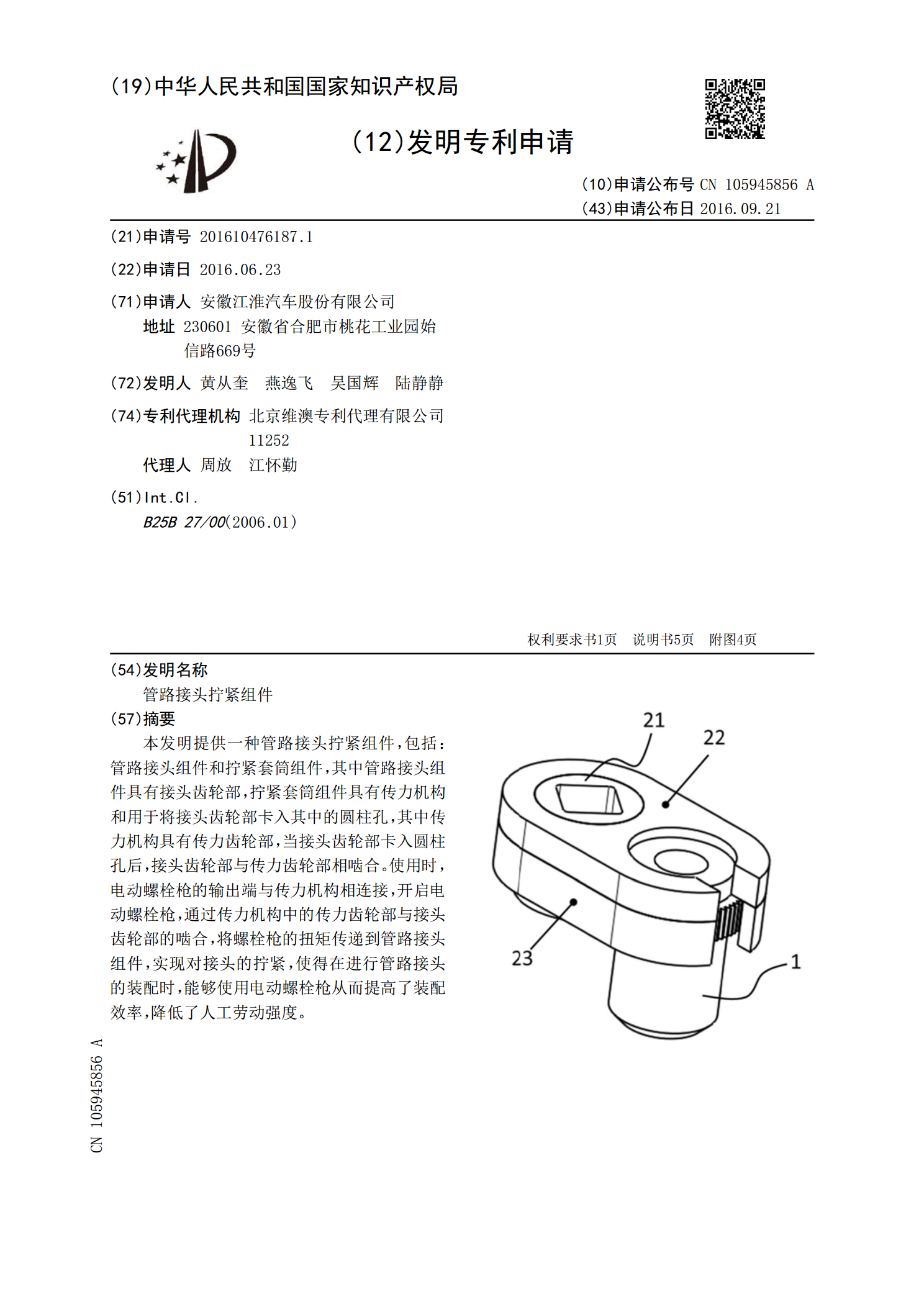
本发明提供一种管路接头拧紧组件,包括:管路接头组件和拧紧套筒组件,其中管路接头组件具有接头齿轮部,拧紧套筒组件具有传力机构和用于将接头齿轮部卡入其中的圆柱孔,其中传力机构具有传力齿轮部,当接头齿轮部卡入圆柱孔后,接头齿轮部与传力齿轮部相啮合。使用时,电动螺栓枪的输出端与传力机构相连接,开启电动螺栓枪,通过传力机构中的传力齿轮部与接头齿轮部的啮合,将螺栓枪的扭矩传递到管路接头组件,实现对接头的拧紧,使得在进行管路接头的装配时,能够使用电动螺栓枪从而提高了装配效率,降低了人工劳动强度。

管路-管接头-油箱.ppt
·(4)设有通气孔,保持箱内为大气压,通气管应有空气滤网和孔罩,防止灰尘侵入。(5)底部距地面150mm以上,以便散热和放油。有玻璃油面计或油尺、油温表。底部设放油塞;可拆卸的侧盖板(检修用)。(6)泵进油管和回油管在油面之下适当深度;油管口切成45度斜角,切口面向箱壁,距离大于管径的3倍。泄油管出油口可放在油面之上,以便减小泄油阻力,防止产生虹吸现象。