
工业机器人自动磨抛系统.docx

甲申****66


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

工业机器人自动磨抛系统.docx
20101^it农况第4期'FUJIANNONGJIFUJIANNONGJI-41~翠卷I谚建农机弟4期IFUJIANNONGJI_•&-40-FUJIANNONGJIFUJIANNONGJI39:I诡建衣机第4期IFUJIANNONGJI工业机器人自动磨抛系统刘克(福建交通职业技术学院,福建福州350007)摘要:介绍一种用于卫浴产品表面加工的工业机器人自动磨抛系统,着重介绍砂抛加工机构和布抛加工机构的基本原理,以及它们的控制系统和主要控制变量。实践证明,采用这种加工设备,可以使卫浴产品的生产达到要求。
工业机器人自动磨抛系统.docx
20101^it农况第4期'FUJIANNONGJIFUJIANNONGJI-41~翠卷I谚建农机弟4期IFUJIANNONGJI_•&-40-FUJIANNONGJIFUJIANNONGJI39:I诡建衣机第4期IFUJIANNONGJI工业机器人自动磨抛系统刘克(福建交通职业技术学院,福建福州350007)摘要:介绍一种用于卫浴产品表面加工的工业机器人自动磨抛系统,着重介绍砂抛加工机构和布抛加工机构的基本原理,以及它们的控制系统和主要控制变量。实践证明,采用这种加工设备,可以使卫浴产品的生产达到要求。
基于机器人操作系统ROS的工业机器人自动磨抛系统.pdf
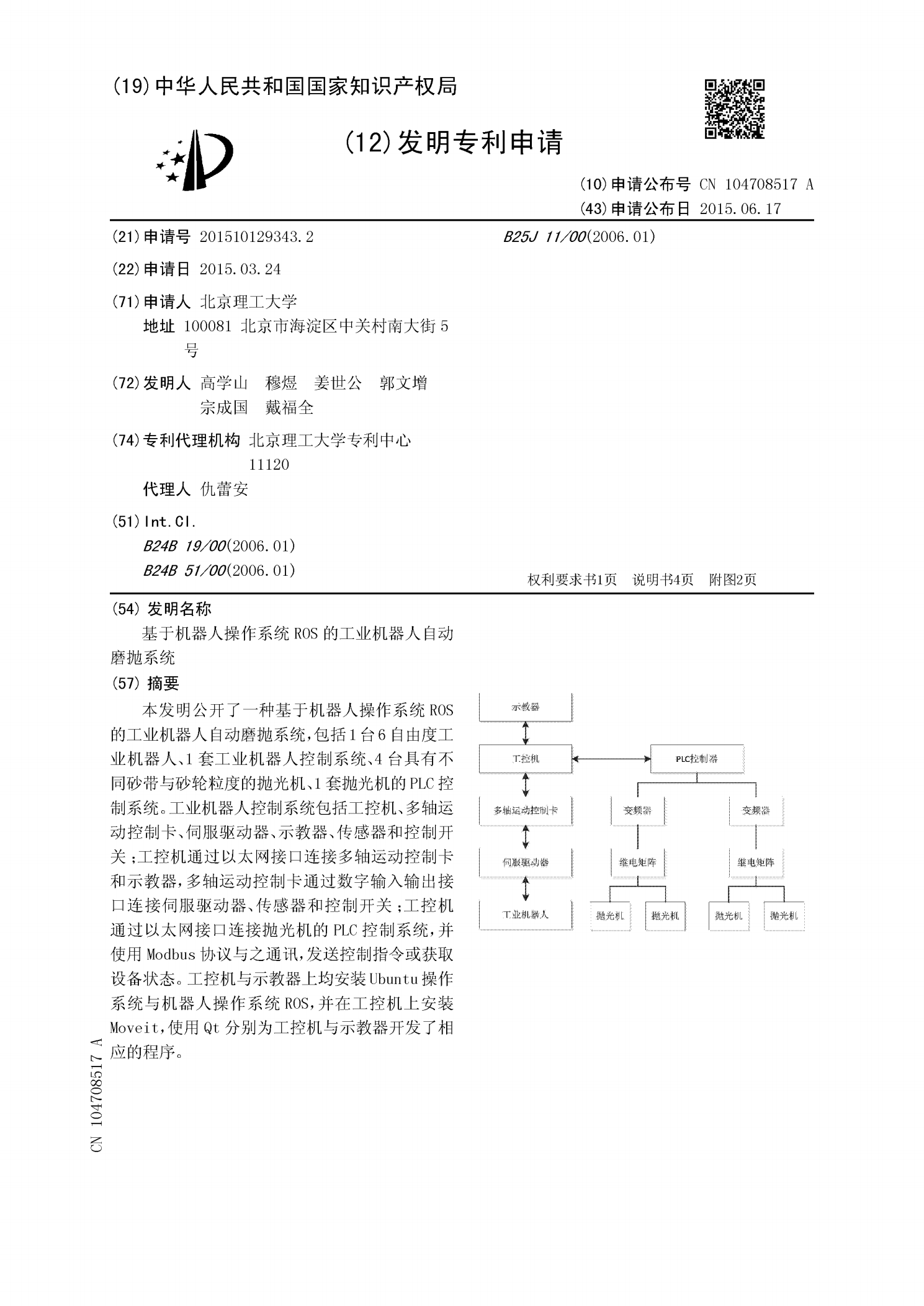
本发明公开了一种基于机器人操作系统ROS的工业机器人自动磨抛系统,包括1台6自由度工业机器人、1套工业机器人控制系统、4台具有不同砂带与砂轮粒度的抛光机、1套抛光机的PLC控制系统。工业机器人控制系统包括工控机、多轴运动控制卡、伺服驱动器、示教器、传感器和控制开关;工控机通过以太网接口连接多轴运动控制卡和示教器,多轴运动控制卡通过数字输入输出接口连接伺服驱动器、传感器和控制开关;工控机通过以太网接口连接抛光机的PLC控制系统,并使用Modbus协议与之通讯,发送控制指令或获取设备状态。工控机与示教器上均安
一种压力可控的工业机器人磨抛系统及磨抛方法.pdf
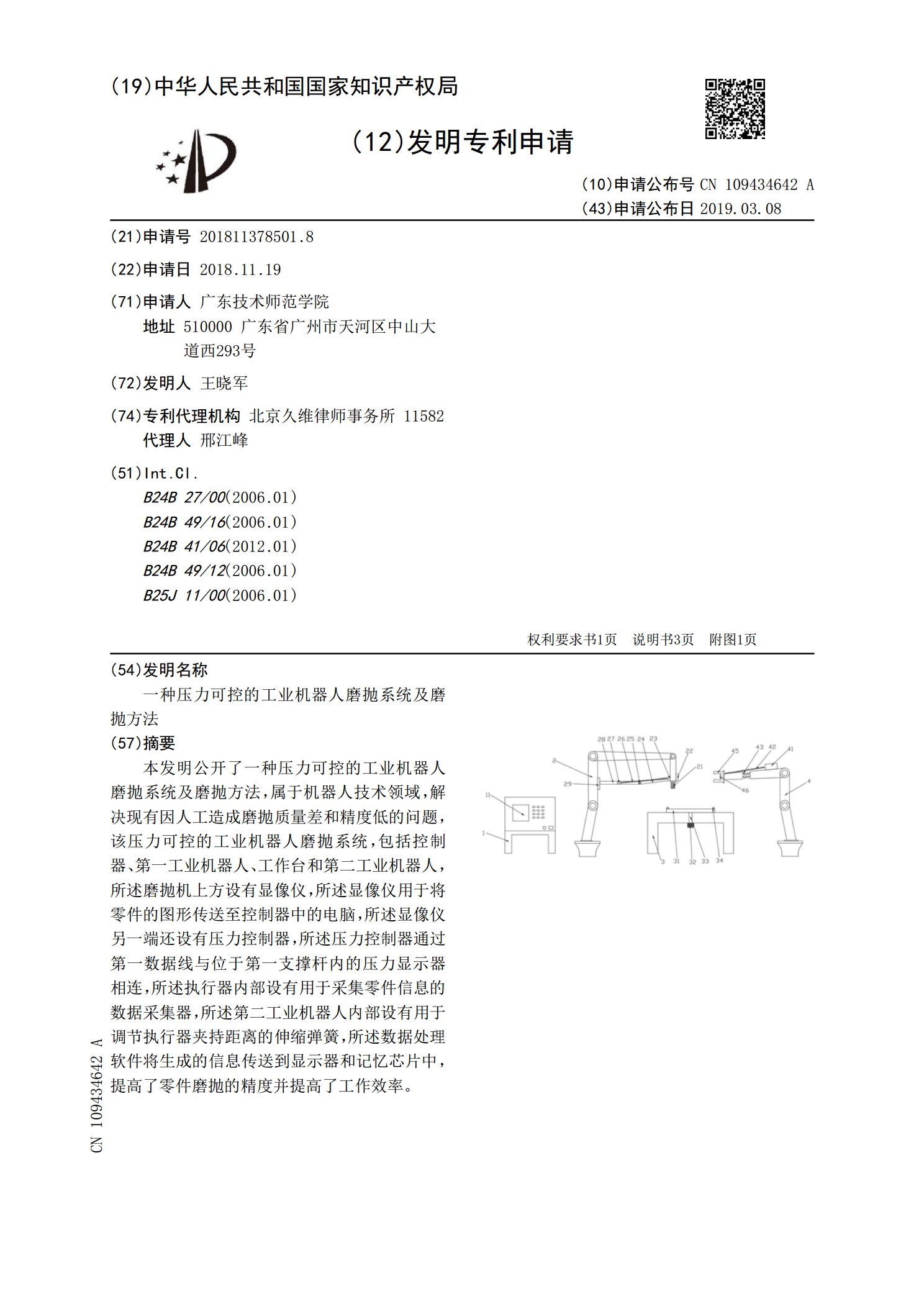
本发明公开了一种压力可控的工业机器人磨抛系统及磨抛方法,属于机器人技术领域,解决现有因人工造成磨抛质量差和精度低的问题,该压力可控的工业机器人磨抛系统,包括控制器、第一工业机器人、工作台和第二工业机器人,所述磨抛机上方设有显像仪,所述显像仪用于将零件的图形传送至控制器中的电脑,所述显像仪另一端还设有压力控制器,所述压力控制器通过第一数据线与位于第一支撑杆内的压力显示器相连,所述执行器内部设有用于采集零件信息的数据采集器,所述第二工业机器人内部设有用于调节执行器夹持距离的伸缩弹簧,所述数据处理软件将生成的信

水晶坯件自动磨抛系统及其磨抛机械.pdf
本发明公开了水晶坯件自动磨抛系统及其磨抛机械,该磨抛机械包括:一磨具序列;一上半球加工序列,包括位于磨具序列前侧的、左右排列的多个磨抛机构;一下半球加工序列,包括位于磨具序列后侧的、左右排列的多个磨抛机构;其中,每个辊式磨抛磨具的转轴两端均通过轴承座安装在拖板上,拖板左右滑动设置在磨抛底座上并由平动电机驱动左右往复移动,左右排列的多个磨抛磨具的拖板固定连接同步移动,相邻的磨抛磨具的转轴通过联轴器连接同步转动,磨具电机通过传动轮与其中一个磨抛磨具的转轴传动连接。本技术方案成本更低,磨抛机构结构简单,布置方便