
焊接h形钢生产线施工工艺.doc

胜利****实阿

1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊接h形钢生产线施工工艺.doc
焊接H形钢生产线随着建筑市场的需求及钢结构的迅猛发展,各种钢结构专业生产线也投入使用。当前,H形钢生产线使用最为广泛,下面对H形钢生产线作简单介绍。5.11.1焊接H形钢生产线生产工艺流程钢板→下料→拼装点焊→焊接→矫正→H形钢成品5.11.2焊接H形钢生产线设备及工作过程原理1下料设备焊接H形钢生产线的下料设备一般配备数控多头切割机或直条多头切割机。此类切割设备是高效率的板条切割设备,纵向割矩可根据要求配置,可一次同时加工多块板条。设备状况及技术性能可参见气割下料的有关部分。2组立设备H形钢组立机的工作

焊接h形钢生产线施工工艺.doc
焊接H形钢生产线随着建筑市场的需求及钢结构的迅猛发展,各种钢结构专业生产线也投入使用。当前,H形钢生产线使用最为广泛,下面对H形钢生产线作简单介绍。5.11.1焊接H形钢生产线生产工艺流程钢板→下料→拼装点焊→焊接→矫正→H形钢成品5.11.2焊接H形钢生产线设备及工作过程原理1下料设备焊接H形钢生产线的下料设备一般配备数控多头切割机或直条多头切割机。此类切割设备是高效率的板条切割设备,纵向割矩可根据要求配置,可一次同时加工多块板条。设备状况及技术性能可参见气割下料的有关部分。2组立设备H形钢组立机的工作
H钢焊接工艺.pdf
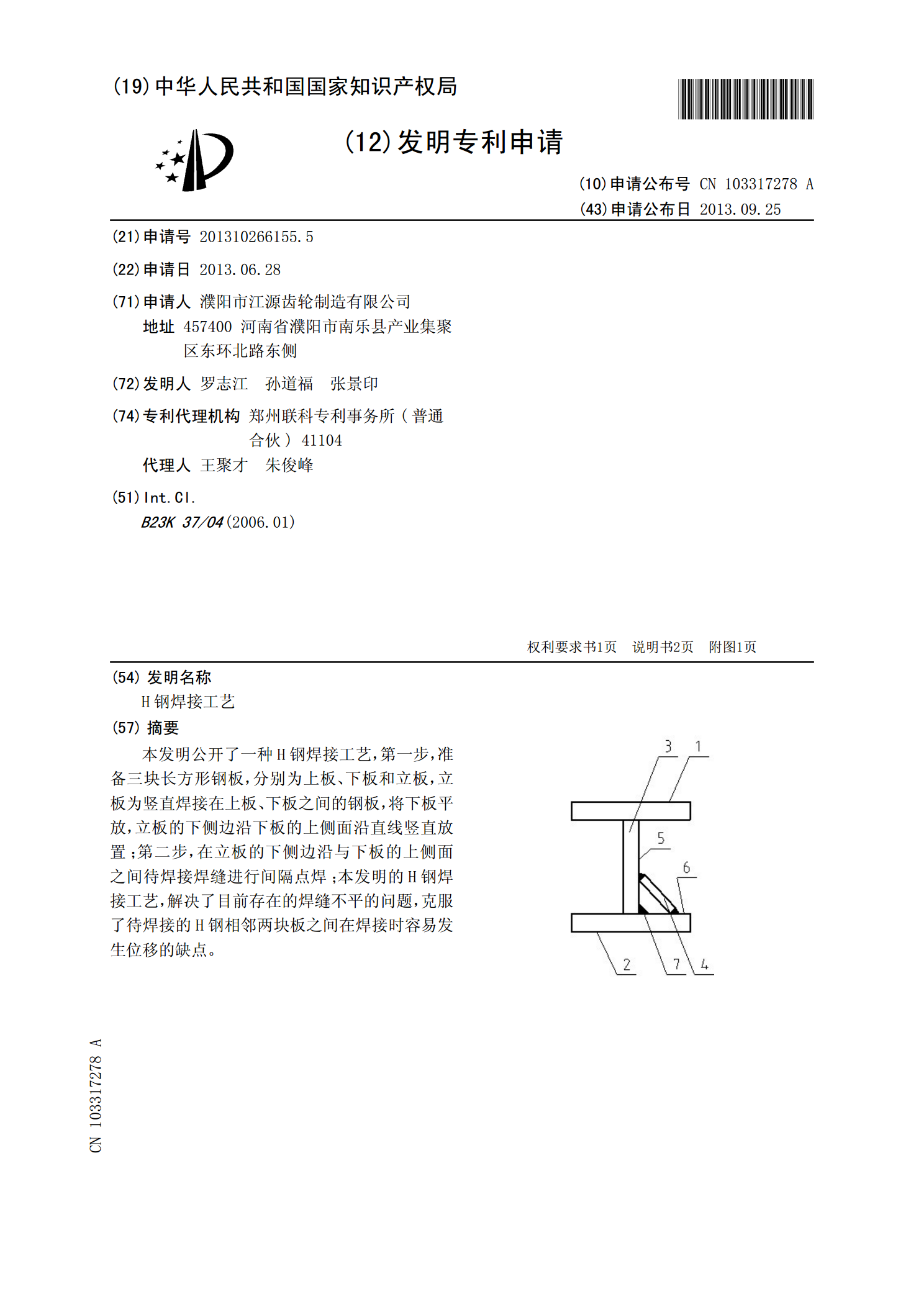
本发明公开了一种H钢焊接工艺,第一步,准备三块长方形钢板,分别为上板、下板和立板,立板为竖直焊接在上板、下板之间的钢板,将下板平放,立板的下侧边沿下板的上侧面沿直线竖直放置;第二步,在立板的下侧边沿与下板的上侧面之间待焊接焊缝进行间隔点焊;本发明的H钢焊接工艺,解决了目前存在的焊缝不平的问题,克服了待焊接的H钢相邻两块板之间在焊接时容易发生位移的缺点。
钢焊接施工工艺.pptx
20钢焊接施工工艺1.编制依据2.焊接施工程序3.焊工管理4.焊材检验与管理5.焊接工艺5.1.6壁厚不同的管道组对时,薄件端面应位于厚件端面之内。当内部错边量超过GB50236-98第6.2.4条及第6.2.5条规定或外壁错边量大于3mm时,应对焊件按照GB50236-98(图6.2.6)进行加工。5.1.7定位焊采用根部定位焊缝,且作为正式焊缝的组成部分。其焊接工艺与正式焊接相同,定位焊焊点要均匀分布(至少3点),并保证焊透且熔合良好,无裂纹、焊瘤、气孔、夹渣等缺陷。为保证底层焊道成型良好,减小应力集
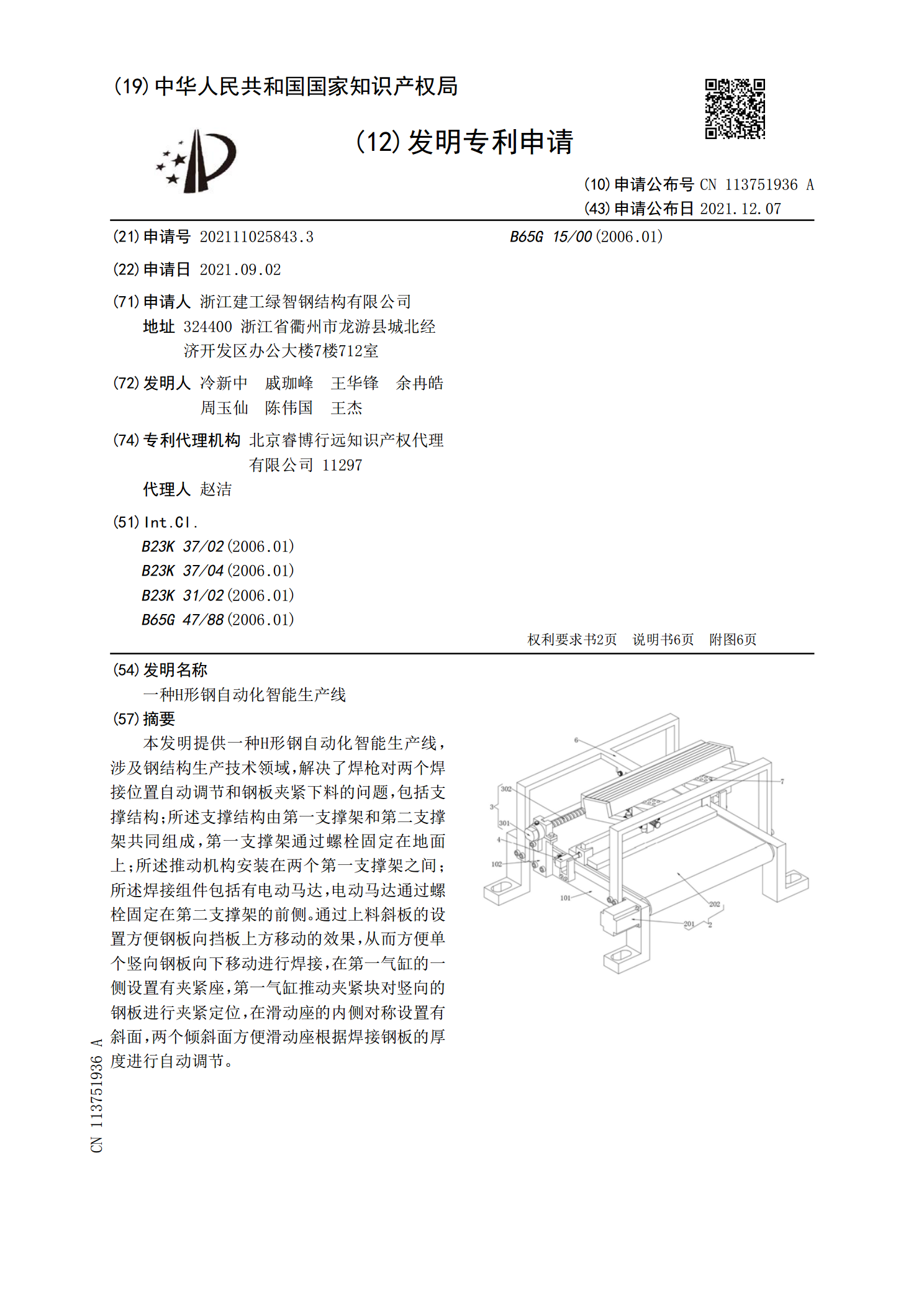
一种H形钢自动化智能生产线.pdf
本发明提供一种H形钢自动化智能生产线,涉及钢结构生产技术领域,解决了焊枪对两个焊接位置自动调节和钢板夹紧下料的问题,包括支撑结构;所述支撑结构由第一支撑架和第二支撑架共同组成,第一支撑架通过螺栓固定在地面上;所述推动机构安装在两个第一支撑架之间;所述焊接组件包括有电动马达,电动马达通过螺栓固定在第二支撑架的前侧。通过上料斜板的设置方便钢板向挡板上方移动的效果,从而方便单个竖向钢板向下移动进行焊接,在第一气缸的一侧设置有夹紧座,第一气缸推动夹紧块对竖向的钢板进行夹紧定位,在滑动座的内侧对称设置有斜面,两个倾