
H钢焊接工艺.pdf

白真****ng

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
H钢焊接工艺.pdf
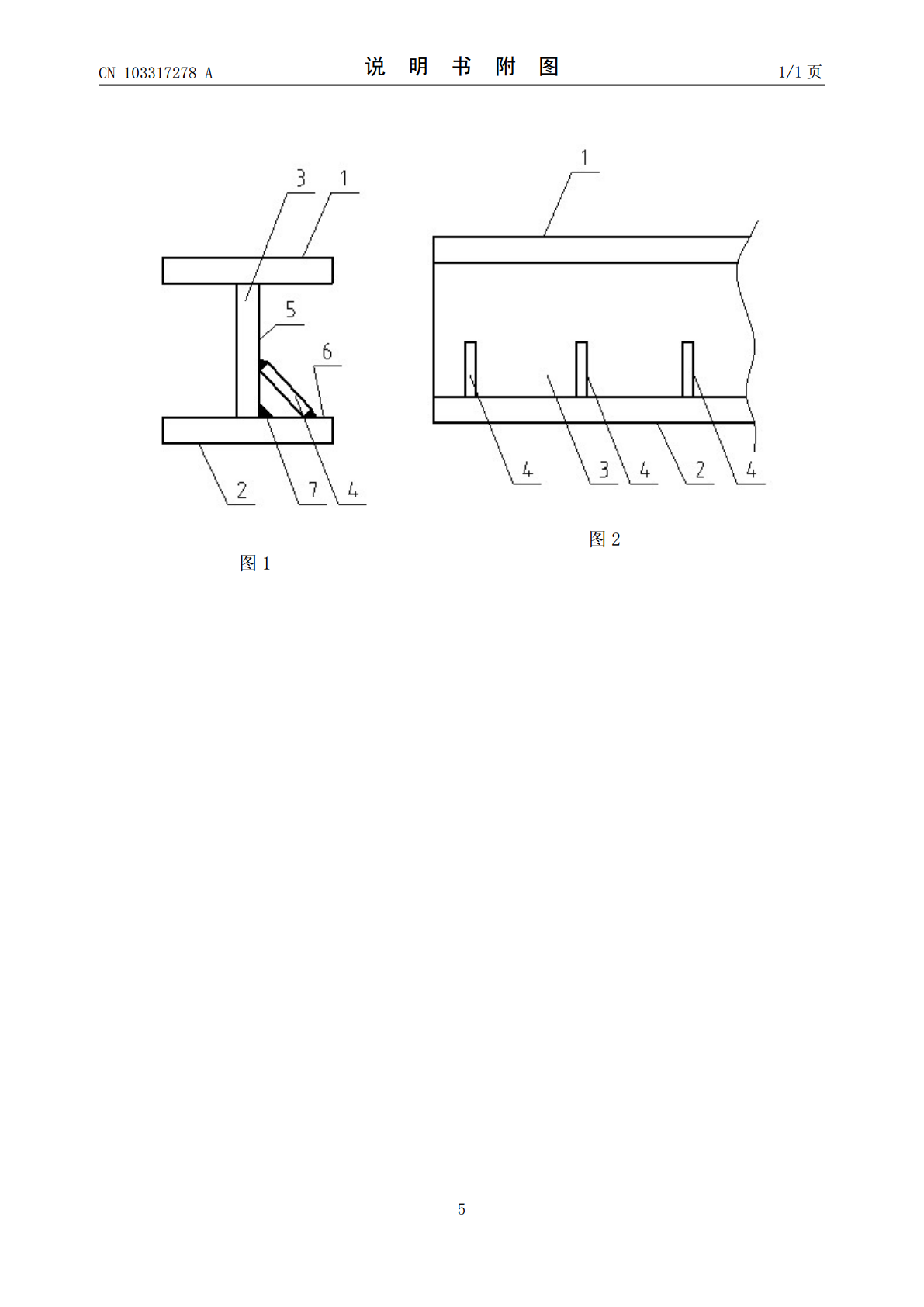
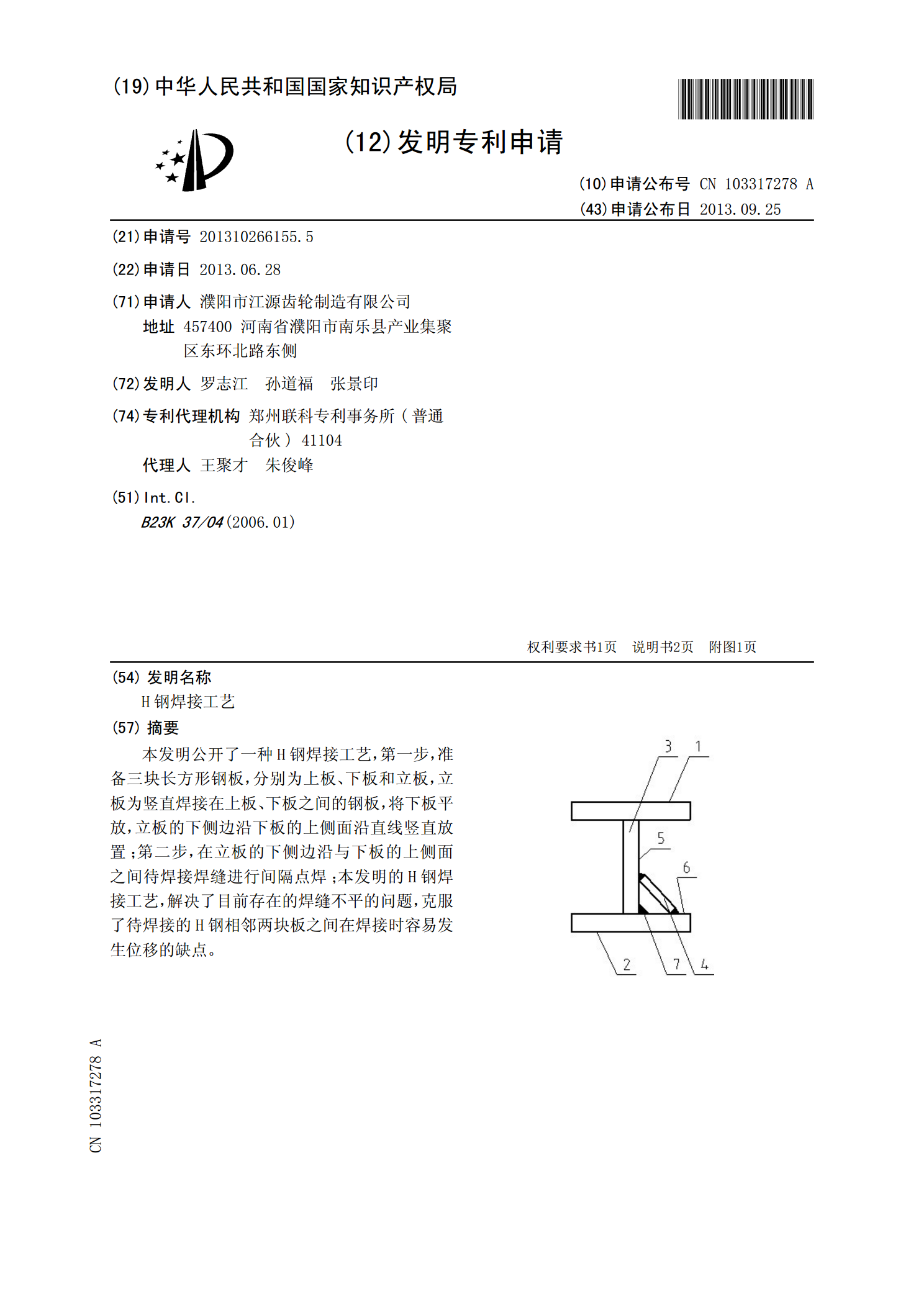
本发明公开了一种H钢焊接工艺,第一步,准备三块长方形钢板,分别为上板、下板和立板,立板为竖直焊接在上板、下板之间的钢板,将下板平放,立板的下侧边沿下板的上侧面沿直线竖直放置;第二步,在立板的下侧边沿与下板的上侧面之间待焊接焊缝进行间隔点焊;本发明的H钢焊接工艺,解决了目前存在的焊缝不平的问题,克服了待焊接的H钢相邻两块板之间在焊接时容易发生位移的缺点。

钢结构厚板H钢加工焊接工艺.docx
+厚板H钢加工焊接工艺编制:________审核:批准:说明本工艺文件仅适用于本公司内建筑钢结构的加工制造焊接施工。适用于强度等级为Q235和Q345系列的钢材。(板厚为30~40mm)本工艺文件是根据本公司的加工焊接设备所具有的功能,并经焊接工艺性试验,以及焊接技术管理能力和生产实践为基础而编制。本工艺流程符合板厚为30~80mm的H型钢构件制作加工工艺流程及重点部位检查流程图。本工艺文件编制的主要依据为《钢结构工程施工质量验收规范》(GB50205—2001)和《建筑钢结构焊接技术规程》(JGJ81—
焊接h形钢生产线施工工艺.doc
焊接H形钢生产线随着建筑市场的需求及钢结构的迅猛发展,各种钢结构专业生产线也投入使用。当前,H形钢生产线使用最为广泛,下面对H形钢生产线作简单介绍。5.11.1焊接H形钢生产线生产工艺流程钢板→下料→拼装点焊→焊接→矫正→H形钢成品5.11.2焊接H形钢生产线设备及工作过程原理1下料设备焊接H形钢生产线的下料设备一般配备数控多头切割机或直条多头切割机。此类切割设备是高效率的板条切割设备,纵向割矩可根据要求配置,可一次同时加工多块板条。设备状况及技术性能可参见气割下料的有关部分。2组立设备H形钢组立机的工作

焊接h形钢生产线施工工艺.doc
焊接H形钢生产线随着建筑市场的需求及钢结构的迅猛发展,各种钢结构专业生产线也投入使用。当前,H形钢生产线使用最为广泛,下面对H形钢生产线作简单介绍。5.11.1焊接H形钢生产线生产工艺流程钢板→下料→拼装点焊→焊接→矫正→H形钢成品5.11.2焊接H形钢生产线设备及工作过程原理1下料设备焊接H形钢生产线的下料设备一般配备数控多头切割机或直条多头切割机。此类切割设备是高效率的板条切割设备,纵向割矩可根据要求配置,可一次同时加工多块板条。设备状况及技术性能可参见气割下料的有关部分。2组立设备H形钢组立机的工作

唐钢H08MnA焊接用盘条的开发与生产工艺.docx
唐钢H08MnA焊接用盘条的开发与生产工艺一、引言H08MnA焊接用盘条是一种广泛应用于工业制造等领域的焊接材料,它具有熔点低、热导率高、成本低等优点,因此备受广大制造商的青睐。在制造过程中,如何优化生产工艺,提高生产效率,是当前研究的重点。二、H08MnA焊接用盘条特性H08MnA焊接用盘条是一种低碳钢焊接材料,由于其成分中含锰元素,具有良好的可塑性、韧性、热处理机能以及抗腐蚀能力。此外,H08MnA焊接用盘条熔点低、流动性好、热导率高、容易操作、使用寿命长等特点,使得其被广泛应用于多种焊接、电弧焊、T