
Minitab教程-控制图PPT课件.pptx

胜利****实阿


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

Minitab教程-控制图PPT课件.pptx
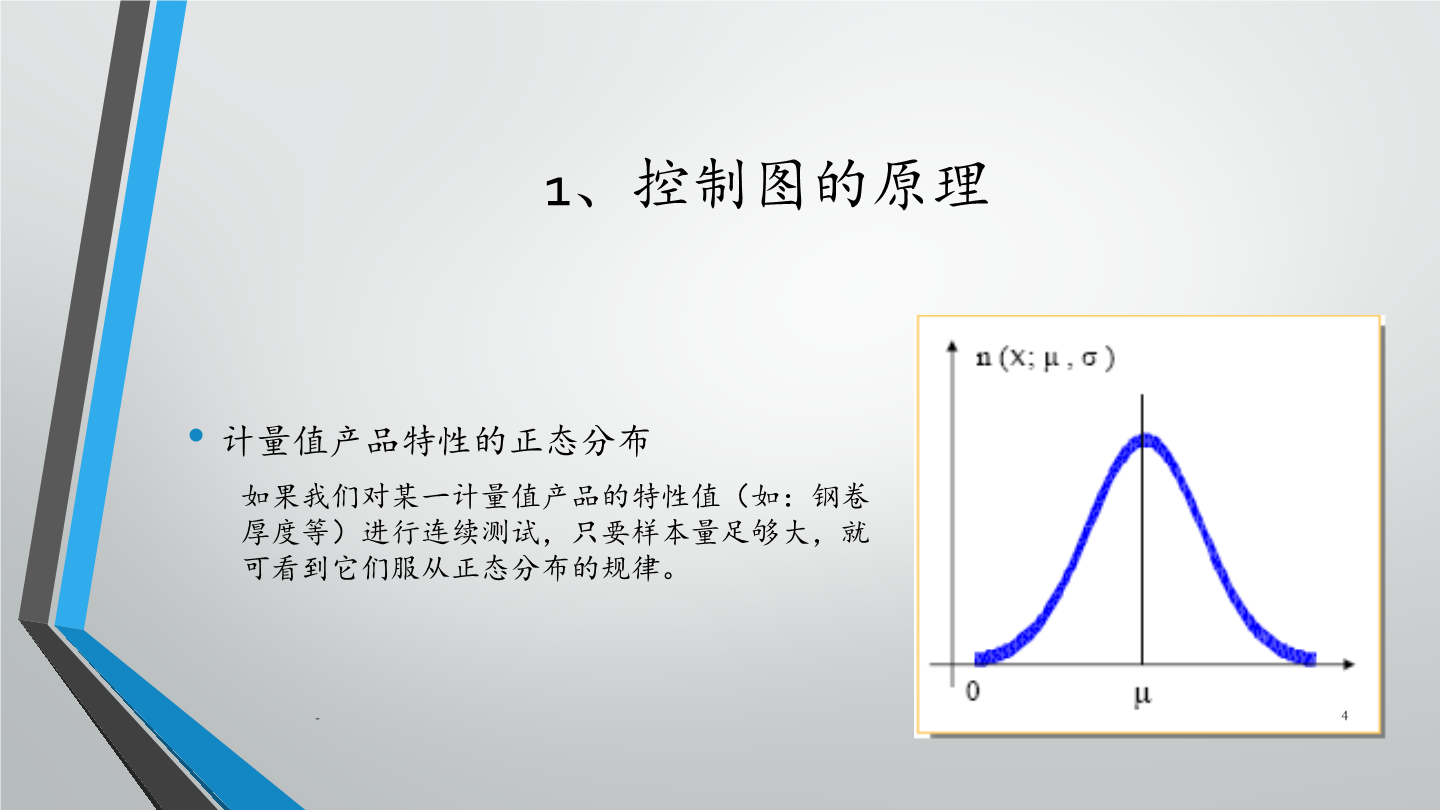
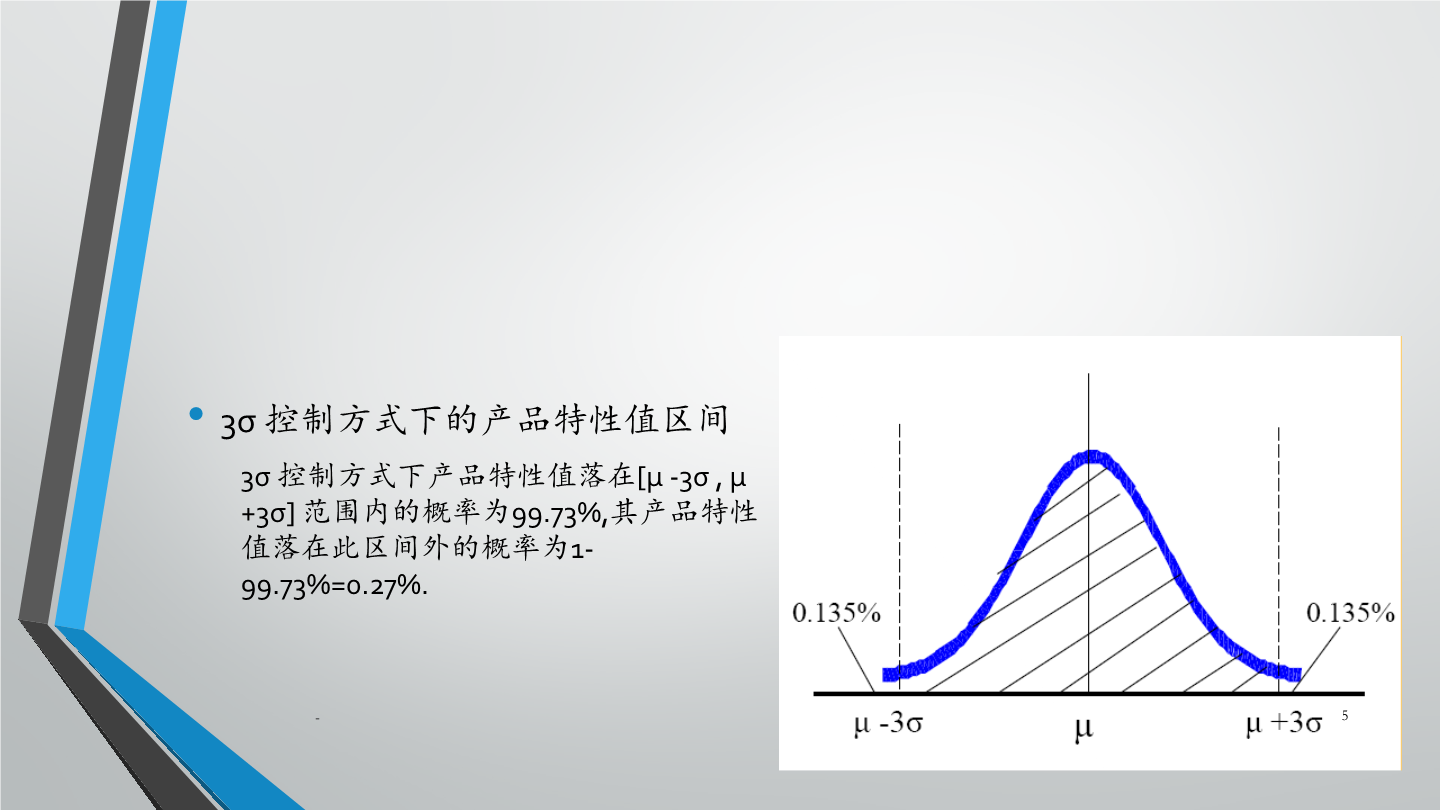
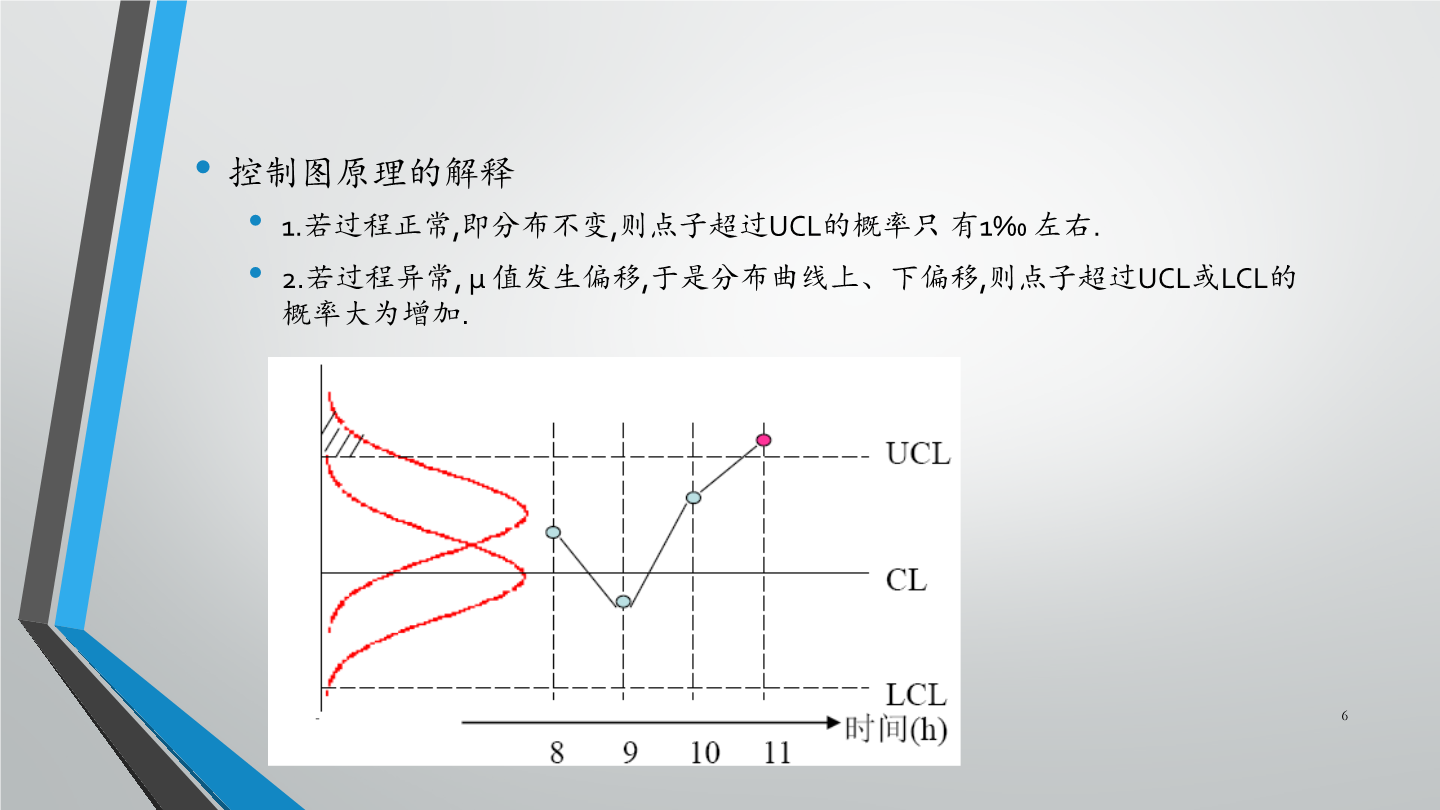
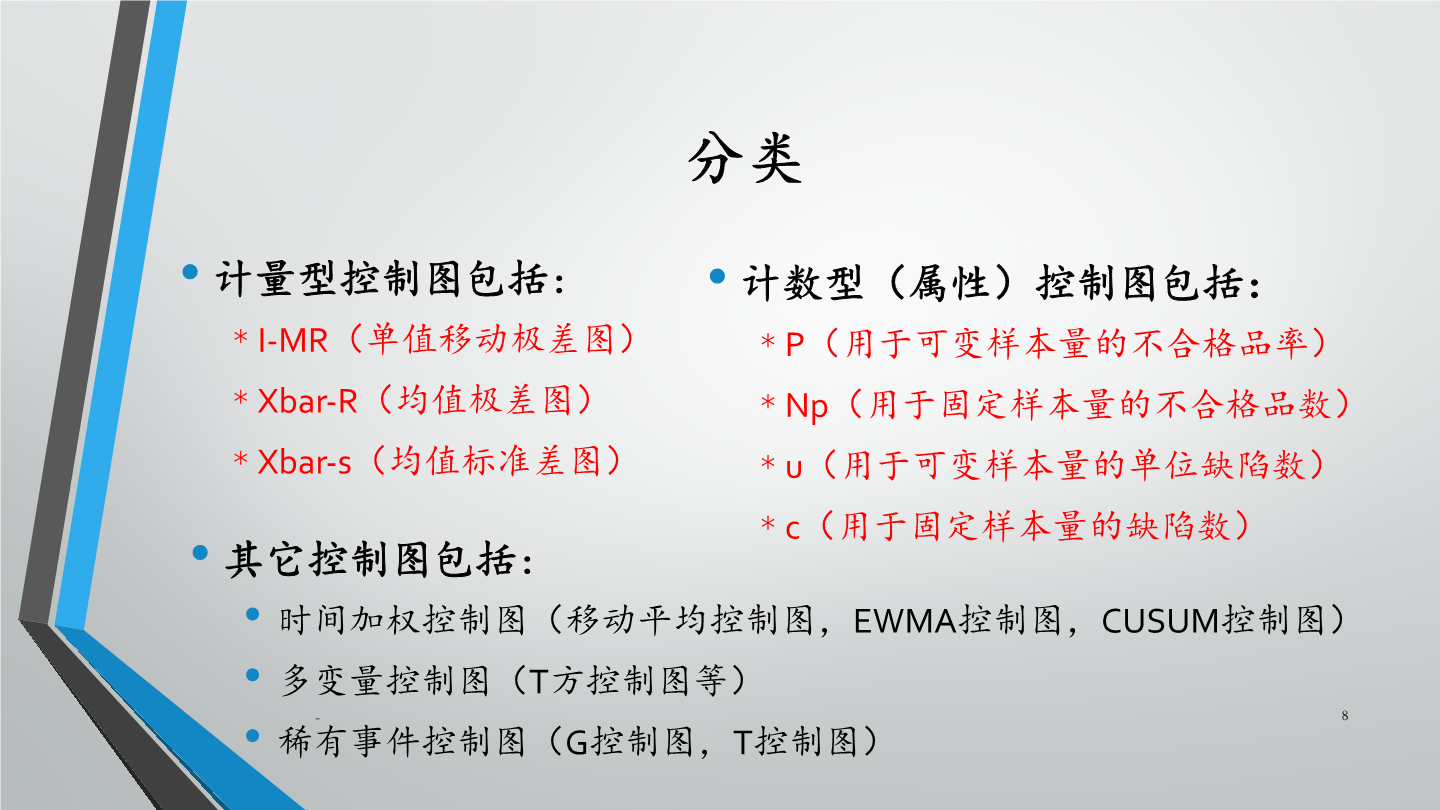
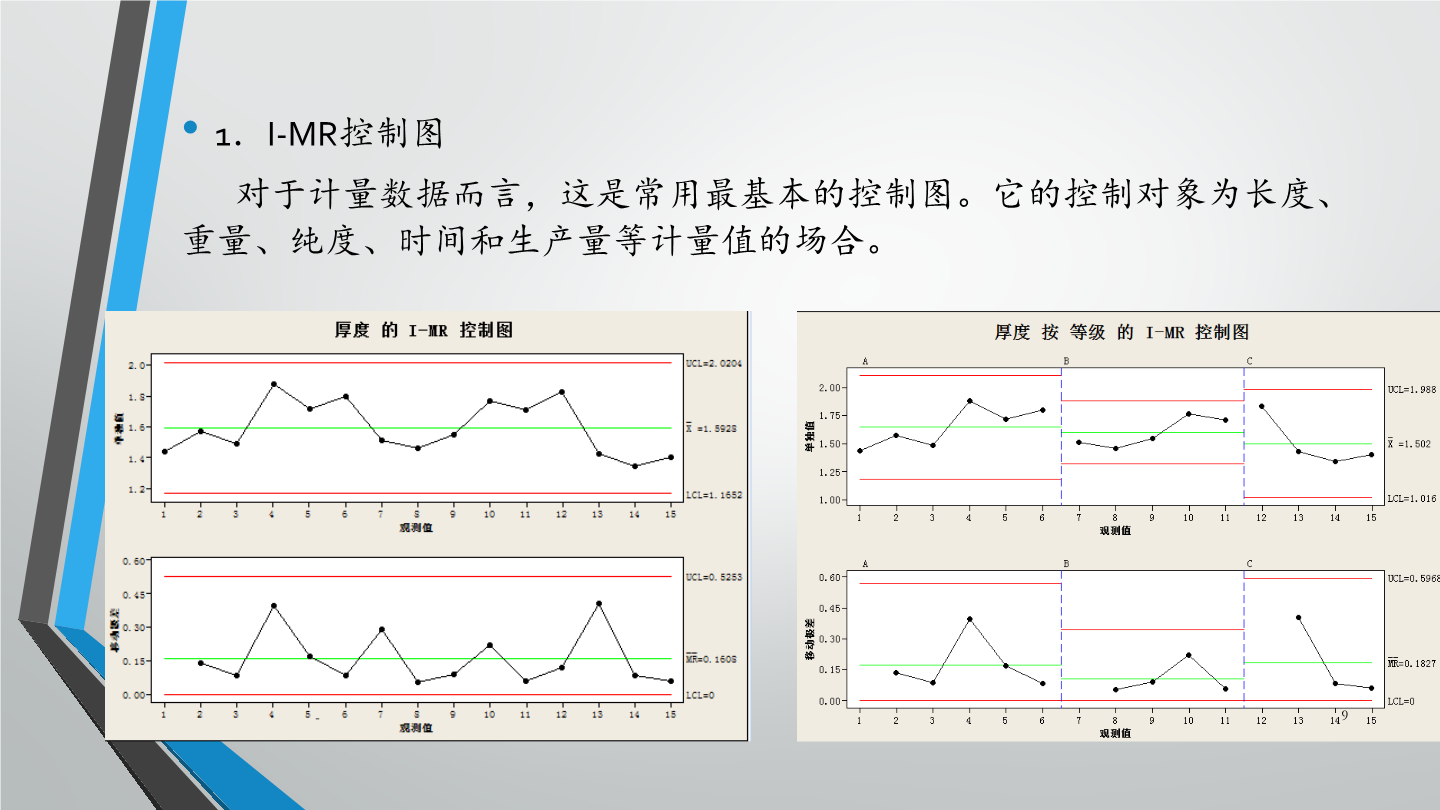
Minitab教程-控制图1、控制图的原理控制图原理的解释1.若过程正常,即分布不变,则点子超过UCL的概率只有1‰左右.2.若过程异常,μ值发生偏移,于是分布曲线上、下偏移,则点子超过UCL或LCL的概率大为增加.目的分类1.I-MR控制图对于计量数据而言,这是常用最基本的控制图。它的控制对象为长度、重量、纯度、时间和生产量等计量值的场合。I-MR控制图的数据注意事项2.Xbar-R控制图X和R控制图通常用于跟踪大小为8或更小的样本的过程水平和过程变异。3.Xbar-s控制图当样本大小n>9,这时应用极

Minitab教程-控制图PPT课件.ppt
Minitab教程-控制图1、控制图的原理控制图原理的解释1.若过程正常,即分布不变,则点子超过UCL的概率只有1‰左右.2.若过程异常,μ值发生偏移,于是分布曲线上、下偏移,则点子超过UCL或LCL的概率大为增加.目的分类1.I-MR控制图对于计量数据而言,这是常用最基本的控制图。它的控制对象为长度、重量、纯度、时间和生产量等计量值的场合。I-MR控制图的数据注意事项2.Xbar-R控制图X和R控制图通常用于跟踪大小为8或更小的样本的过程水平和过程变异。3.Xbar-s控制图当样本大小n>9,这时应用极
Minitab教程-控制图.ppt
Minitab教程-控制图1、控制图的原理控制图原理的解释1.若过程正常,即分布不变,则点子超过UCL的概率只有1‰左右.2.若过程异常,μ值发生偏移,于是分布曲线上、下偏移,则点子超过UCL或LCL的概率大为增加.目的分类1.I-MR控制图对于计量数据而言,这是常用最基本的控制图。它的控制对象为长度、重量、纯度、时间和生产量等计量值的场合。I-MR控制图的数据注意事项2.Xbar-R控制图X和R控制图通常用于跟踪大小为8或更小的样本的过程水平和过程变异。3.Xbar-s控制图当样本大小n>9,这时应用极

MINITAB使用教程ppt课件.ppt
第1章MINITAB的概要任务栏(TaskBar)任务栏(TaskBar)任务栏(TaskBar)任务栏(TaskBar)如何完成这样的操作呢?任务栏(TaskBar)Calc>>RowStatistics可以计算列之间的和,平均值,等任务栏(TaskBar)任务栏(TaskBar)任务栏(TaskBar)任务栏(TaskBar)计算功能计算功能计算功能工具栏(ToolBar)返回到最后一个对话框(EditLastDialog)第2章MINITAB的任务栏目录第1节数据操作(Manip)第1节数据操作(M
管制图Minitab操作教程.ppt
管制图Minitab操作教程EX:I-MRChartMinitab操作(计量资料管制图)3EX:Xbar-RChartMinitab操作(计量资料管制图)资料收集表可以有两种情况,如下表:资料在同一行7资料在不同行9EX:Xbar-SChartMinitab操作(计量资料管制图)打开文件:SPC_X-R_2.mtwXbar-S管制图使用标准差而不是使用Range进行比较EX:PChartsMinitab操作(计数资料管制图)Variables:不良数Subgroupsize样本量15EX:NPCharts