
管制图Minitab操作教程.ppt

kp****93


1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共50页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
管制图Minitab操作教程.ppt
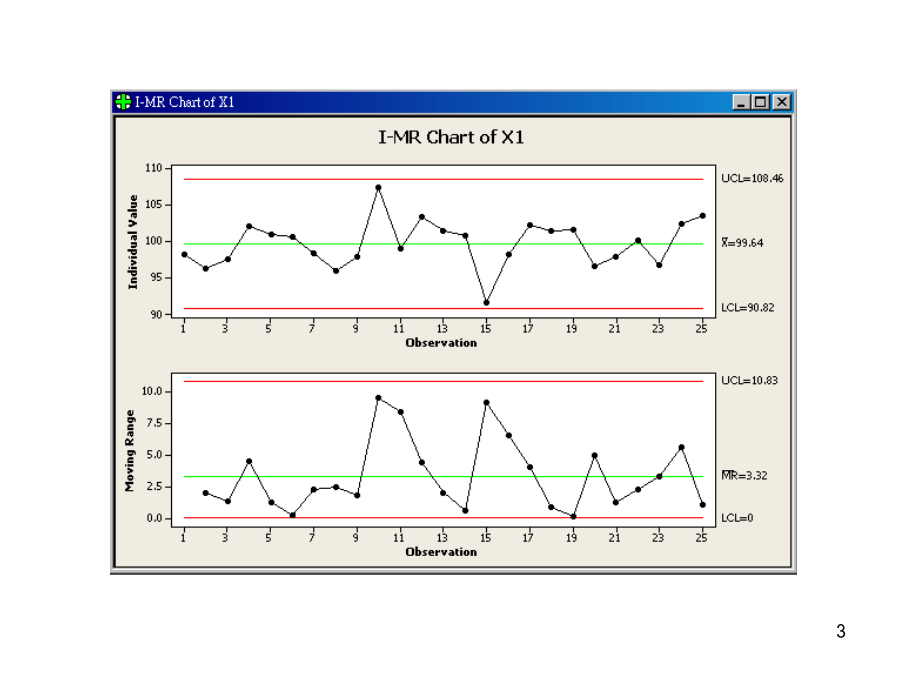
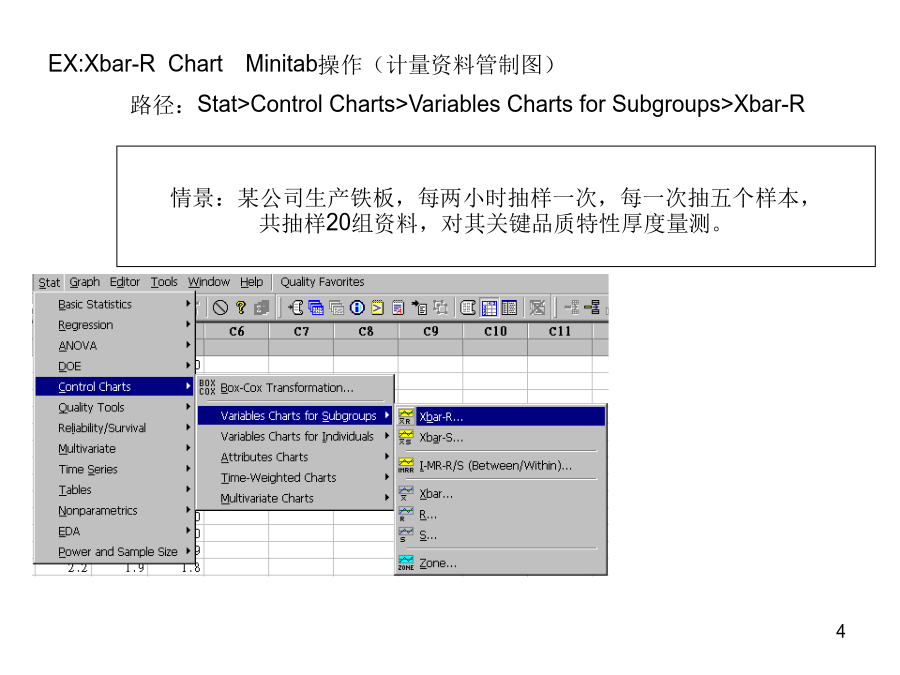
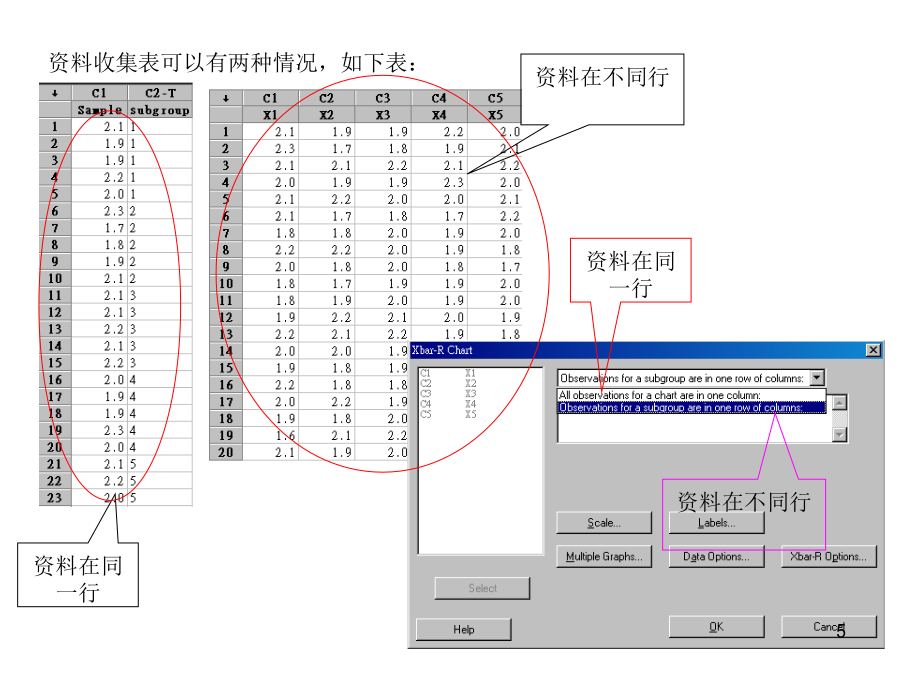
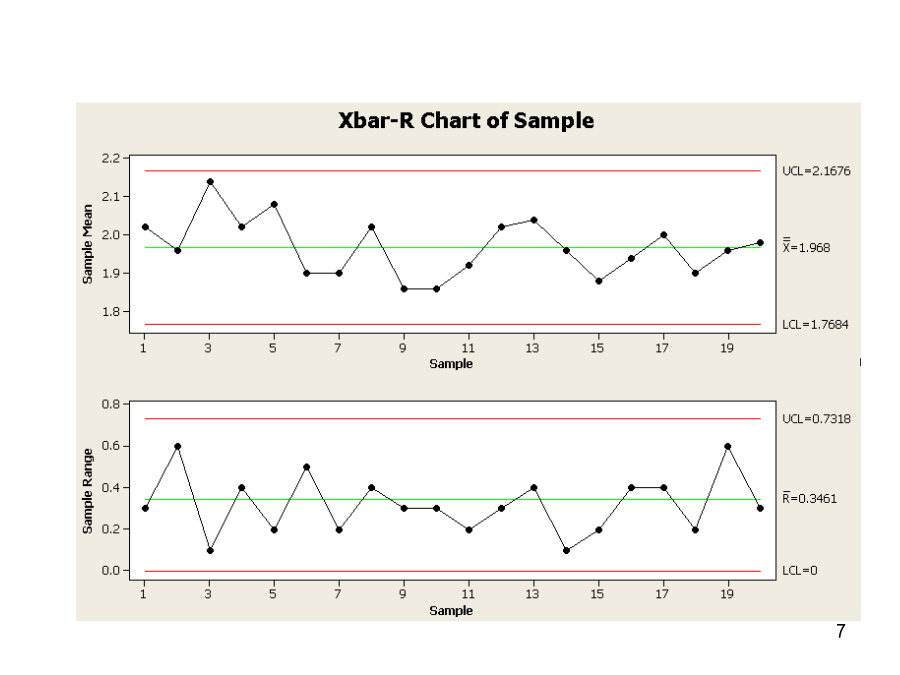
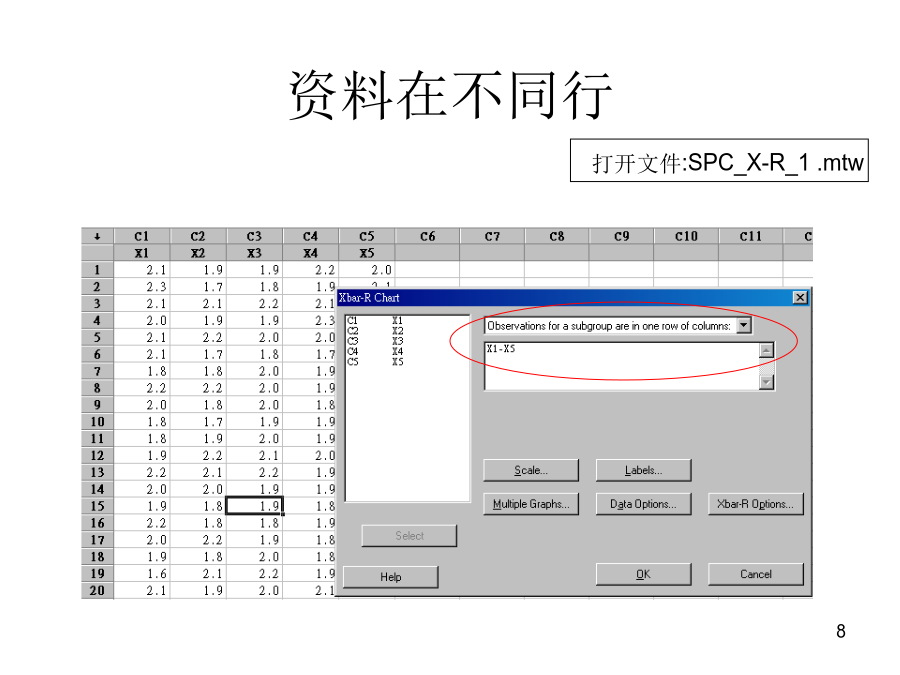
管制图Minitab操作教程EX:I-MRChartMinitab操作(计量资料管制图)3EX:Xbar-RChartMinitab操作(计量资料管制图)资料收集表可以有两种情况,如下表:资料在同一行7资料在不同行9EX:Xbar-SChartMinitab操作(计量资料管制图)打开文件:SPC_X-R_2.mtwXbar-S管制图使用标准差而不是使用Range进行比较EX:PChartsMinitab操作(计数资料管制图)Variables:不良数Subgroupsize样本量15EX:NPCharts
Minitab教程-控制图.ppt
Minitab教程-控制图1、控制图的原理控制图原理的解释1.若过程正常,即分布不变,则点子超过UCL的概率只有1‰左右.2.若过程异常,μ值发生偏移,于是分布曲线上、下偏移,则点子超过UCL或LCL的概率大为增加.目的分类1.I-MR控制图对于计量数据而言,这是常用最基本的控制图。它的控制对象为长度、重量、纯度、时间和生产量等计量值的场合。I-MR控制图的数据注意事项2.Xbar-R控制图X和R控制图通常用于跟踪大小为8或更小的样本的过程水平和过程变异。3.Xbar-s控制图当样本大小n>9,这时应用极

Minitab教程-控制图PPT课件.pptx
Minitab教程-控制图1、控制图的原理控制图原理的解释1.若过程正常,即分布不变,则点子超过UCL的概率只有1‰左右.2.若过程异常,μ值发生偏移,于是分布曲线上、下偏移,则点子超过UCL或LCL的概率大为增加.目的分类1.I-MR控制图对于计量数据而言,这是常用最基本的控制图。它的控制对象为长度、重量、纯度、时间和生产量等计量值的场合。I-MR控制图的数据注意事项2.Xbar-R控制图X和R控制图通常用于跟踪大小为8或更小的样本的过程水平和过程变异。3.Xbar-s控制图当样本大小n>9,这时应用极

Minitab教程-控制图PPT课件.ppt
Minitab教程-控制图1、控制图的原理控制图原理的解释1.若过程正常,即分布不变,则点子超过UCL的概率只有1‰左右.2.若过程异常,μ值发生偏移,于是分布曲线上、下偏移,则点子超过UCL或LCL的概率大为增加.目的分类1.I-MR控制图对于计量数据而言,这是常用最基本的控制图。它的控制对象为长度、重量、纯度、时间和生产量等计量值的场合。I-MR控制图的数据注意事项2.Xbar-R控制图X和R控制图通常用于跟踪大小为8或更小的样本的过程水平和过程变异。3.Xbar-s控制图当样本大小n>9,这时应用极

minitab操作教程.ppt
第一章Minitab概要第二章管理数据第三章操作和计算数据第四章使用数据分析和质量工具第五章基本操作示例第六章做一个简单分析第七章高级Minitab第八章质量管理和改善第九章实验设计前言1-1Minitab系统操作环境简介1-2Minitab的工作步骤1-3关于Minitab的Project文件类型Minitab系统操作环境简介Minitab的工作步骤打开、保存、关闭PROJECT文件Minitab的工作步骤Minitab的工作步骤2-1数据管理概要2-2在数据窗口中输入数据2-3生成规则数据数据管理概