
齿轮传动失效形式.pptx

胜利****实阿


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮传动失效形式.pptx
第7章齿轮传动教学目标:了解齿轮传动的失效形式及设计准则;了解齿轮材料及选用原则;能够计算齿轮传动的计算载荷;能够进行标准直齿圆柱齿轮的受力分析。教学重点:1.齿轮传动的失效形式及设计准则;2.标准直齿圆柱齿轮的受力分析。教学难点:标准直齿圆柱齿轮的受力分析。一、齿轮传动的特点(1)适用的圆周速度和功率范围广;(2)传动效率高;(3)传动比稳定;(4)工作可靠,寿命较长;(5)可实现任意轴之间的传动。2、缺点:(1)要求较高的制造和安装精度,成本高;(2)不适宜于远距离两轴之间的传动。二、齿轮传动的分类1
齿轮传动的失效形式及设计准则.pptx
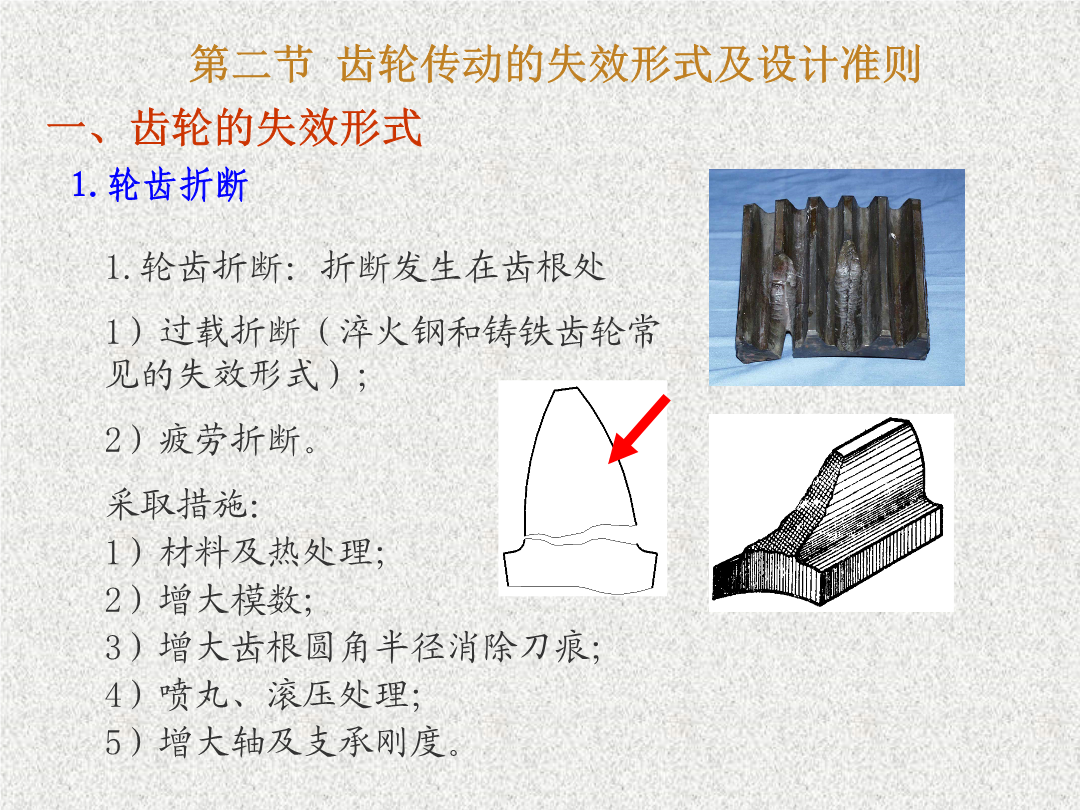
§11.9齿轮传动失效形式及设计准则1)轮齿折断(打牙)轮齿就好象一个悬臂梁,在受外载作用时,在其轮齿根部产生的弯曲应力最大。同时,在齿根部位过渡尺寸发生急剧变化,以及加工时沿齿不良或由于轴的刚度不足而产生过大的弯曲变形,也会出现轮齿局部过载,造成局部折断。轮齿折断都是其弯曲应力超过了材料相应的极限应力,是最危险的一种失效形式。一旦发生断齿,传动立即失效。根据这种失效形式确定的设计准则及计算方法即为轮齿弯曲强度计算。由于疲劳破坏是断齿的主要原因,故齿根弯曲疲劳强度计算是后面所要讨论的主要问题之一。2)轮齿

齿轮传动失效形式设计准则直齿传动受力分析.pptx
第7章齿轮传动教学目标:了解齿轮传动的失效形式及设计准则;了解齿轮材料及选用原则;能够计算齿轮传动的计算载荷;能够进行标准直齿圆柱齿轮的受力分析。教学重点:1.齿轮传动的失效形式及设计准则;2.标准直齿圆柱齿轮的受力分析。教学难点:标准直齿圆柱齿轮的受力分析。一、齿轮传动的特点(1)适用的圆周速度和功率范围广;(2)传动效率高;(3)传动比稳定;(4)工作可靠,寿命较长;(5)可实现任意轴之间的传动。2、缺点:(1)要求较高的制造和安装精度,成本高;(2)不适宜于远距离两轴之间的传动。二、齿轮传动的分类提
齿轮传动失效形式设计准则直齿传动受力分析课件.pptx
/第7章齿轮传动教学目标:了解齿轮传动的失效形式及设计准则;了解齿轮材料及选用原则;能够计算齿轮传动的计算载荷;能够进行标准直齿圆柱齿轮的受力分析。教学重点:1.齿轮传动的失效形式及设计准则;2.标准直齿圆柱齿轮的受力分析。教学难点:标准直齿圆柱齿轮的受力分析。一、齿轮传动的特点(1)适用的圆周速度和功率范围广;(2)传动效率高;(3)传动比稳定;(4)工作可靠,寿命较长;(5)可实现任意轴之间的传动。2、缺点:(1)要求较高的制造和安装精度,成本高;(2)不适宜于远距离两轴之间的传动。二、齿轮传动的分类
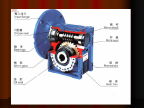
蜗杆传动的失效形式失效形式.ppt
蜗杆传动是由蜗杆和蜗轮组成的,用于传递空间交错两轴之间的运动和动力。交错角一般为90°。传动中一般蜗杆是主动件,蜗轮是从动件。1.传动比大,一般i=10~80,最大可达1000;蜗轮蜗杆减速机-工作条件1、蜗轮减速机的蜗杆转速不能超过1500r/min。2、工作环境温度为-40℃-+40℃,当工作环境温度低于0℃时,起动前润滑油必须加热至0℃以上,当工作环境温度高于40℃时,必须采取冷却措施。3、蜗轮减速机入轴可正反转动。圆柱蜗杆传动蜗杆分左旋和右旋。二、蜗杆传动的类型1、按蜗杆形状分2、根据齿面形状不同