
数控机床螺纹加工编程56004ppt课件.ppt

胜利****实阿


1/10

2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共55页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数控机床螺纹加工编程56004ppt课件.ppt
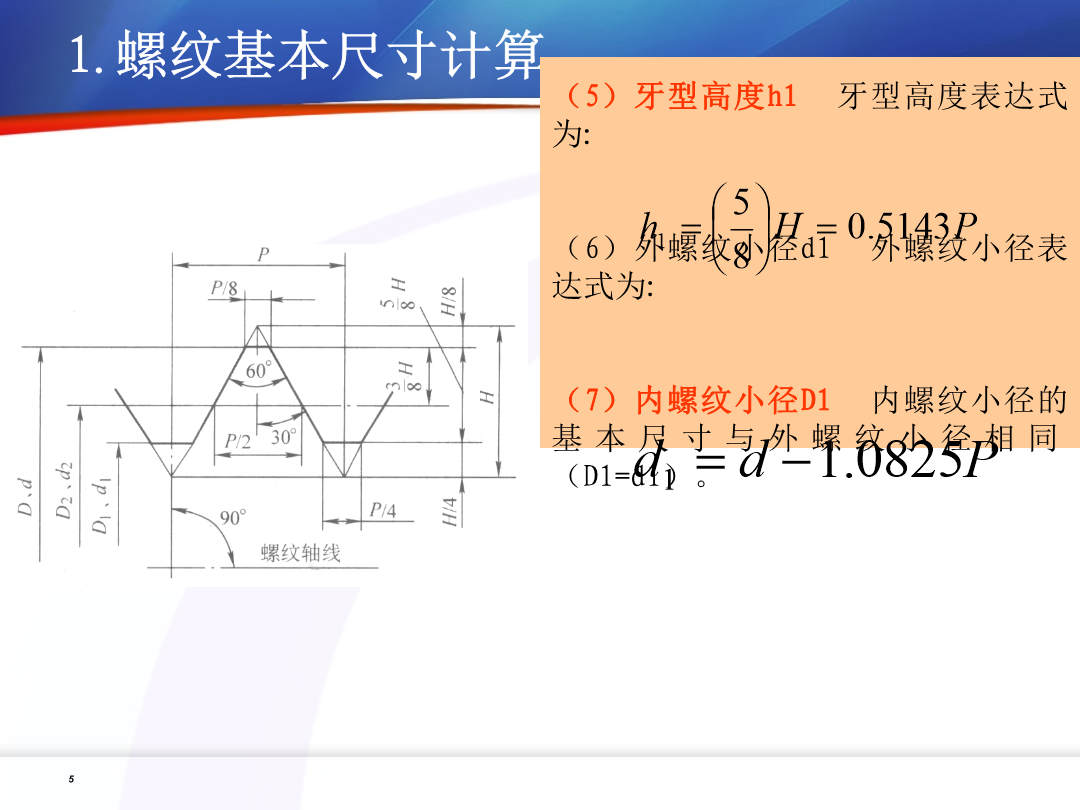
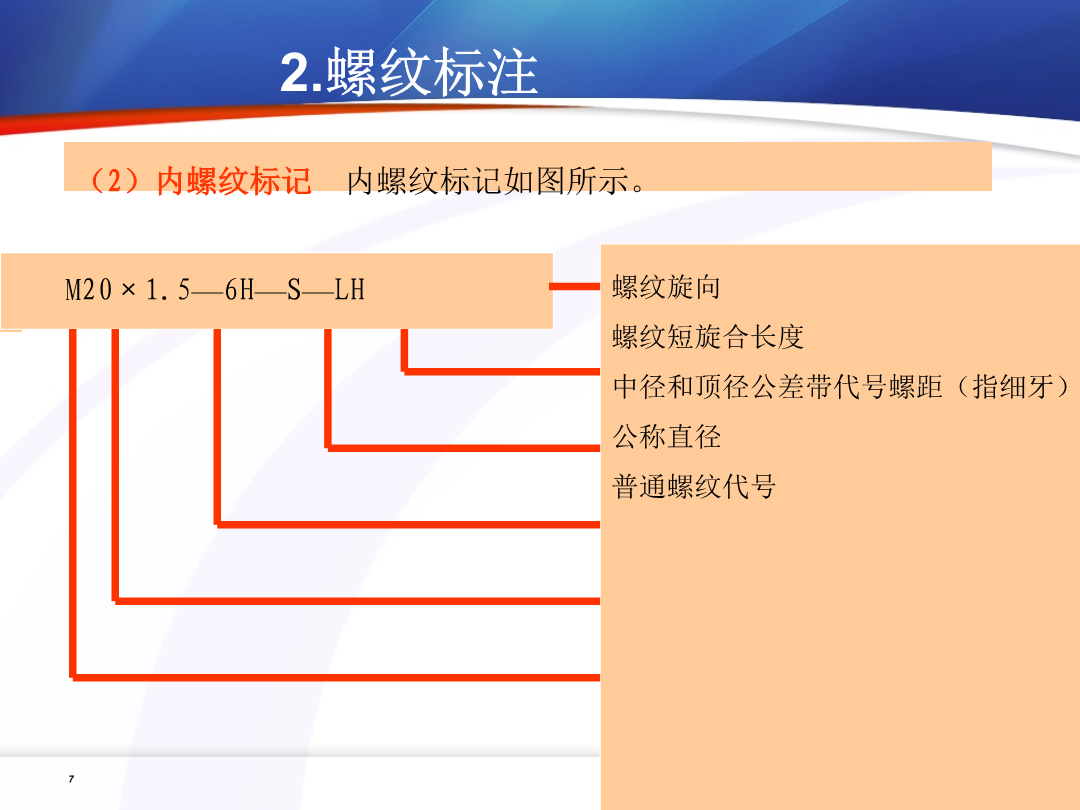
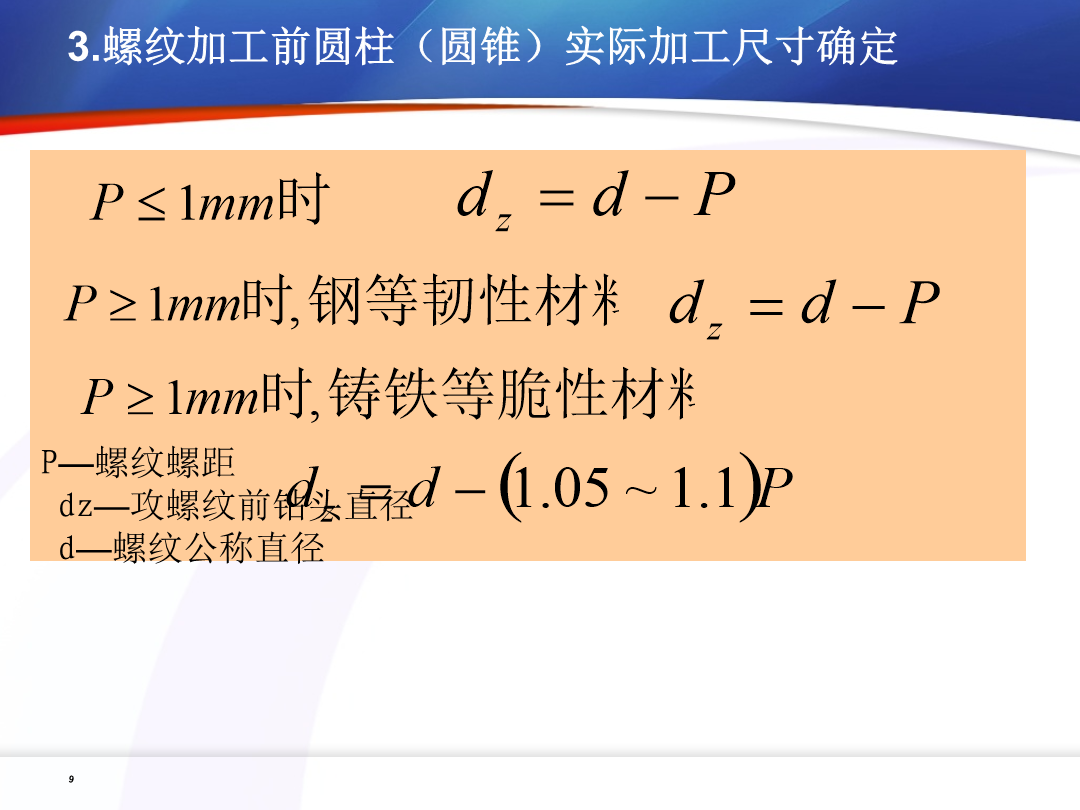
§1~2.7螺纹加工编程一、螺纹切削基础知识1.螺纹基本尺寸计算1.螺纹基本尺寸计算1.螺纹基本尺寸计算2.螺纹标注2.螺纹标注3.螺纹加工前圆柱(圆锥)实际加工尺寸确定3.螺纹加工前圆柱(圆锥)实际加工尺寸确定4.背吃刀量的合理分配公制螺纹英制螺纹5.螺纹车削刀具切入与切出行程的确定5.螺纹车削刀具切入与切出行程的确定请思考螺纹加工指令有几个?1、单行程螺纹切削指令编程(G32)1)基本螺纹切削指令(G32)(1)、简单螺纹车削指令—G32(2)几点注意事项指令格式(1)指令格式(2)例1:试编写右图所

数控机床螺纹加工编程ppt课件.ppt
§1~2.7螺纹加工编程一、螺纹切削基础知识1.螺纹基本尺寸计算1.螺纹基本尺寸计算1.螺纹基本尺寸计算2.螺纹标注2.螺纹标注3.螺纹加工前圆柱(圆锥)实际加工尺寸确定3.螺纹加工前圆柱(圆锥)实际加工尺寸确定4.背吃刀量的合理分配公制螺纹英制螺纹5.螺纹车削刀具切入与切出行程的确定5.螺纹车削刀具切入与切出行程的确定请思考螺纹加工指令有几个?1、单行程螺纹切削指令编程(G32)1)基本螺纹切削指令(G32)(1)、简单螺纹车削指令—G32(2)几点注意事项指令格式(1)指令格式(2)例1:试编写右图所

内螺纹加工编程课件.ppt
三角形圆柱内螺纹加工程序编制引导部分教学部分(一)圆柱内螺纹切削数值计算结束部分

数控机床编程G单行程螺纹加工指令.pptx
会计学数控车床编程基础知识

数控编程.螺纹的编程与加工.ppt
数控原理与编程实训教师课时授课计划教师姓名课程名称数控原理与编程实训授课时数0.5天累计12天课题十五螺纹的编程与加工二、新课的教学内容1.车螺纹(G32)该指令用于车削等螺距直螺纹、锥螺纹。格式:G32X(U)__Z(W)__F__说明:(1)X(U)、Z(W)是螺纹终点坐标;(2)F是螺纹螺距。注意:(1)在车螺纹期间进给速度倍率、主轴速度倍率无效(固定100%);(2)车螺纹期间不要使用恒表面切削速度控制,而要使用G97;(3)车螺纹时,必须设置升速段L1和降速段L2,这样可避免因车刀升降速而影响螺