
数控机床螺纹加工编程ppt课件.ppt

胜利****实阿


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共54页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控机床螺纹加工编程ppt课件.ppt
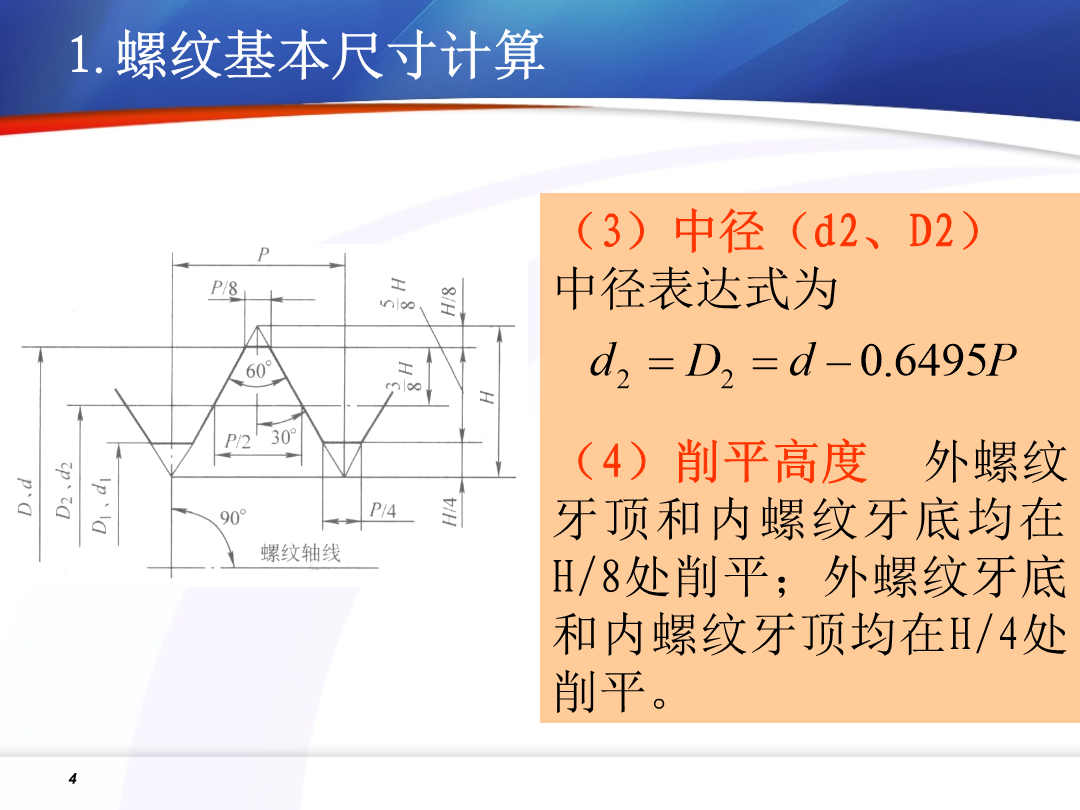
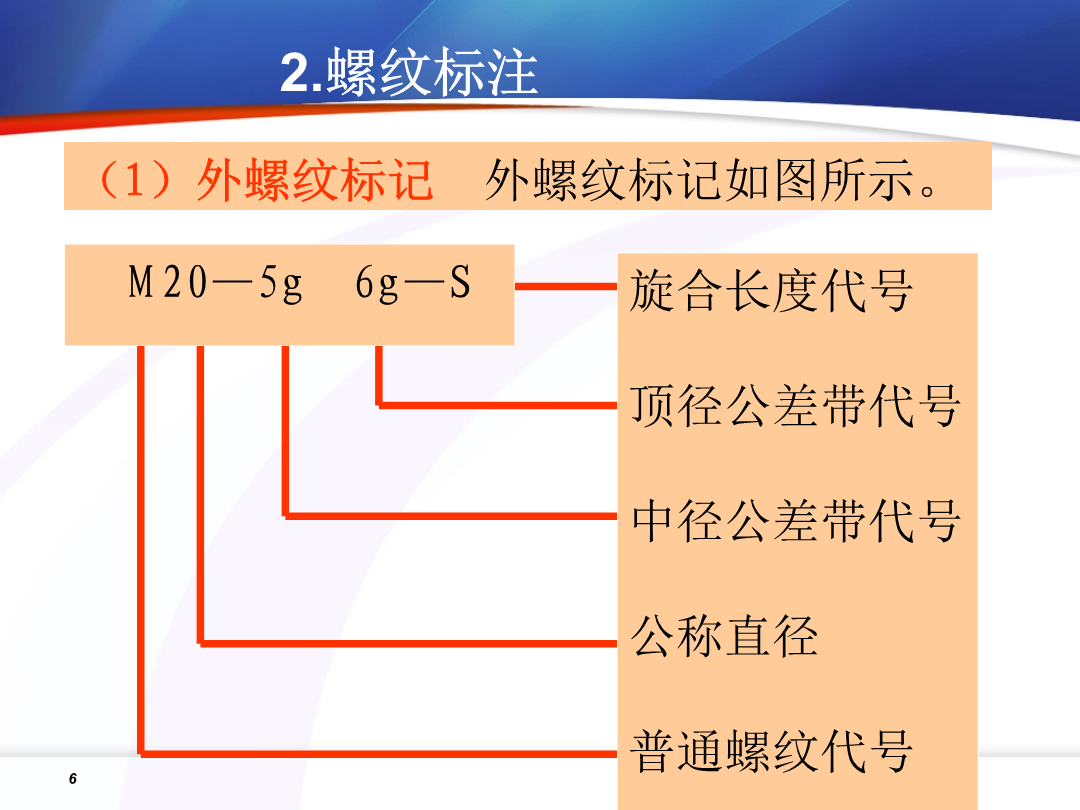
§1~2.7螺纹加工编程一、螺纹切削基础知识1.螺纹基本尺寸计算1.螺纹基本尺寸计算1.螺纹基本尺寸计算2.螺纹标注2.螺纹标注3.螺纹加工前圆柱(圆锥)实际加工尺寸确定3.螺纹加工前圆柱(圆锥)实际加工尺寸确定4.背吃刀量的合理分配公制螺纹英制螺纹5.螺纹车削刀具切入与切出行程的确定5.螺纹车削刀具切入与切出行程的确定请思考螺纹加工指令有几个?1、单行程螺纹切削指令编程(G32)1)基本螺纹切削指令(G32)(1)、简单螺纹车削指令—G32(2)几点注意事项指令格式(1)指令格式(2)例1:试编写右图所
数控机床螺纹加工编程56004ppt课件.ppt
§1~2.7螺纹加工编程一、螺纹切削基础知识1.螺纹基本尺寸计算1.螺纹基本尺寸计算1.螺纹基本尺寸计算2.螺纹标注2.螺纹标注3.螺纹加工前圆柱(圆锥)实际加工尺寸确定3.螺纹加工前圆柱(圆锥)实际加工尺寸确定4.背吃刀量的合理分配公制螺纹英制螺纹5.螺纹车削刀具切入与切出行程的确定5.螺纹车削刀具切入与切出行程的确定请思考螺纹加工指令有几个?1、单行程螺纹切削指令编程(G32)1)基本螺纹切削指令(G32)(1)、简单螺纹车削指令—G32(2)几点注意事项指令格式(1)指令格式(2)例1:试编写右图所

数控车螺纹加工指令编程ppt课件.ppt
2.6数控车螺纹加工指令编程及调试一、螺纹加工的类型内(外)圆柱螺纹内(外)圆锥螺纹单头螺纹和多头螺纹恒螺距与变螺距螺纹二、螺纹加工指令分类数控系统不同,螺纹加工指令也有差异。三、等螺距螺纹切削指令G32注意:用G32加工螺纹时,由于机床伺服系统本身具有滞后特性,会在起始段和停止段发生螺纹的螺距不规则现象,故应考虑刀具的引入长度和超越长度,整个被加工螺纹的长度应该是引入长度、超越长度和螺纹长度之和。格式:G32X...Z.....F...G32U...W....F...其中:X、Z为螺纹终点绝对坐标值。U

内螺纹加工编程课件.ppt
三角形圆柱内螺纹加工程序编制引导部分教学部分(一)圆柱内螺纹切削数值计算结束部分

数控机床编程G单行程螺纹加工指令.pptx
会计学数控车床编程基础知识